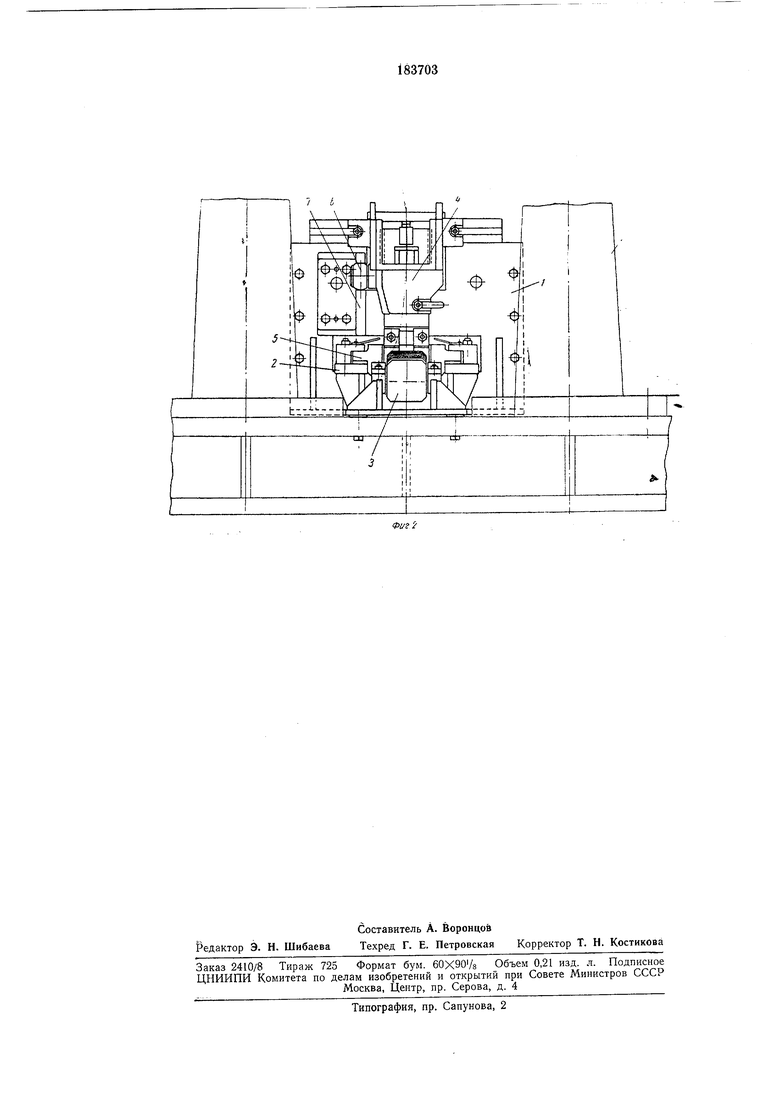
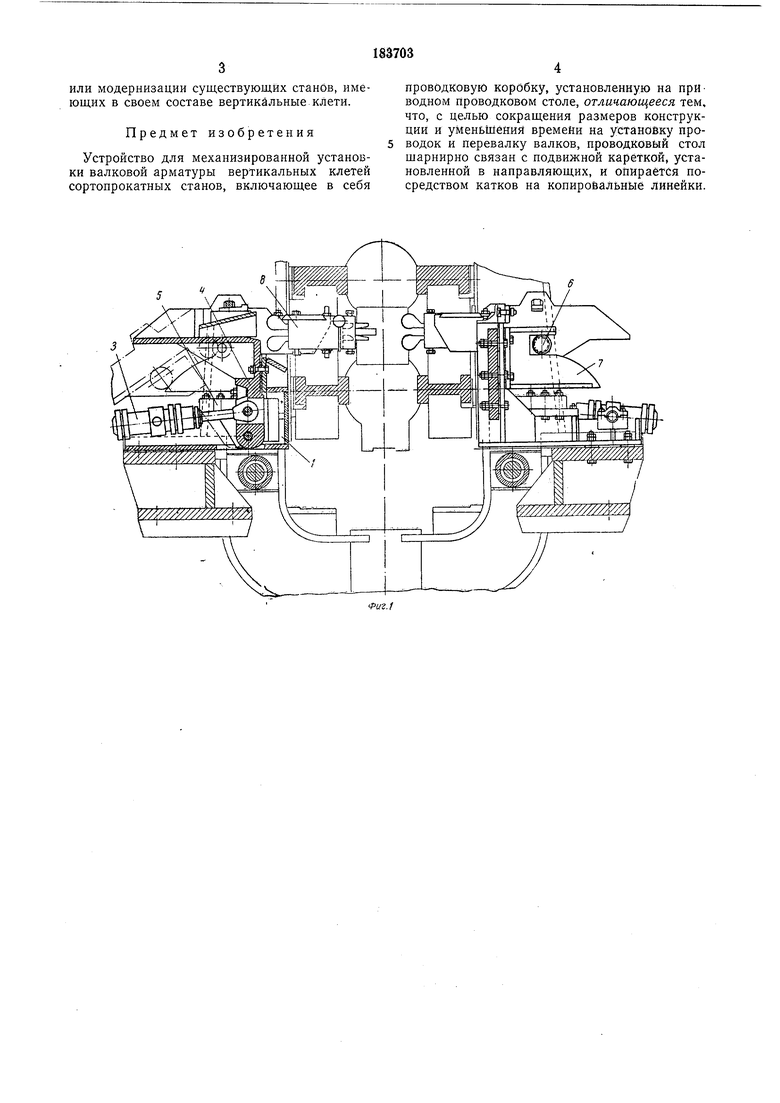
Известны устройства для механизированной установки валковой арматуры вертикальных клетей сортопрокатных станов, состоящие из подвижного стола с установленной на нем проводковой коробкой и привода. Предложенное устройство выполнено с подвижной кареткой, с которой шарнирно связан проводковый стол. Каретка установлена в направляющих и опирается через катки на копировальные линейки. Это обеспечивает выгодную траекторию движения проводки при ее выводе из калибров во время перевалки и перехода с калибра на калибр и тем самым позволяет уменьшить габариты конструкции и сократить время на перевалку. На фиг. 1 представлена схема устройства; на фиг. 2 - то же, вид вдоль оси прокатки. Устройство представляет собой стойку 1, жестко прикрепленную к раме вертикальной клети. Клеть может передвигаться поступательно по направляющим 2 от гидроцилиндра 3, соединенного со столом 4. Стол, в свою очередь, шарнирно соединен с кареткой 5 и имеет каток 6 на подшипниках качения, который обкатывается по копировальным линейкам 7, установленным на стойке 1. Па столе смонтированы коробки 8. ЛИЙ прокатываемых полос. При переходе с калибра на калибр или перевалке стол открепляют от стойки, включают гидроцилиндр, который тянет стол, имеющий две опоры - одну шарнирную с кареткой 5, а другую через каток 6 на копировальную линейку 7. Линейка в начале движения стола имеет форму прямой линии, которая переходит в кривую, определяемую конструктивно. Длина прямой линии определяется расстоянием, необходимым для вывода конца проводки из калибра. Такая форма копира заставляет стол с кареткой двигаться поступательно на определенном расстоянии, после чего каретка устанавливается, а стол начинает поворачиваться вокруг оси, соединяющей его с кареткой, и обкатываться катком по кривой копировальной линейки. При переходе с калибра на калибр достаточно отвести выводную коробку только на расстояние, необходимое для вывода конца проводки (выводная коробка не требует перемещений в этом случае), после чего можно перемещать валки клети. При перевалке необходимо переместить коробки (вводную и выводную) в крайнее положение, за габариты проема рамы, позволяющее произвести выкатывание самой клети.
или модернизации существующих станов, имеющих в своем составе вертикальные клети.
Предмет изобретения
Устройство для механизированной установки валковой арматуры вертикальных клетей сортопрокатных станов, включающее в себя
проводковую коробку, установленную на приводном проводковом столе, отличающееся тем, что, с целью сокращения размеров конструкции и уменьщения времени на установку проводок и перевалку валков, проводковый стол щарнирно связан с подвижной кареткой, установленной в направляющих, и опирается посредством катков на копировальные Линейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковая арматура прокатной клети | 1983 |
|
SU1132995A1 |
| СПОСОБ УСТАНОВКИ ПРОВОДКОВОЙ АРМАТУРЫ У ПЕРЕДВИЖНЫХ РАБОЧИХ КЛЕТЕЙ СОРТОПРОКАТНЫХСТАНОВ | 1964 |
|
SU166643A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2255822C1 |
| Устройство для настройки клетей сортопрокатного стана | 1982 |
|
SU1049129A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| Способ настройки клетей сортопрокатного стана | 1982 |
|
SU1044354A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| УСТРОЙСТВО для НАПРАВЛЕНИЯ МЕТАЛЛА В НЕПРЕРЫВНЫХ ГРУППАХ СОРТОПРОКАТНЫХ СТАНОВ | 1966 |
|
SU178775A1 |
| Валковая арматура прокатной клети | 1975 |
|
SU511123A1 |
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |