Изобретение относится к прокатному производству и может быть применено при настройке клетей, установленных одна за другой как в непрерывных группах, так и отдельно стоящих, практически всех станов, имеющих нарезанные калибры: заготовочных, балочных, крупносортных, среднесортных и мелкосортных.
Известен способ контроля осевой настройки прокатной клети и устройство для его осуществления, основанный на; изменении освещенности фотоэлемента, установленного с противоположной относительно источника света стороны измеряемого объекта, в результате чего производится корректировка взаимного расположения валков и проводковой арматуры tl .. ,
Однако способ не предусматривает контроль радиальной настройки валков и износ последних в процессе пр.окатки.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ центрирования роликовых вводных проводок в прокатном стане, предусматривающий контроль за точностью настройки вводной проводки относительно оси калибра клети с помощью оптического прибора с изменяющимся фокусным расстоянием. С этой целью оптическое устройство (телескоп) устанавливают в гнезде проводки крутящей клети и сов мещают ось оптического прибора с осью калибра настраиваемой клети, после чего, изменяя фокусное расстояние, получают в оптическом устройстве резкое изображение роликов вводной коробки и регулировкой вводной коробки настраиваемой клети вьгводят центр роликов вводной коробки на оптическую ось устройства С 2 J.
Недостатки известного способа заключаются в том, что он не предусматривает взаимонастройки валков, клетей и контроля размеров калибра, требует перестановку прибора и повторную его подрегулировку, также затрудняет проверку взаимного расположения всех клетей на обще оси. прокатки. Все это увеличивает продолжительность и уменьшает точность настройки последовательно расположенных клетей.
Целью изобретения является сокращение времени и увеличение точности настройки последовательно расположенных клетей.
Указанная цель достигается тем, что согласно способу настройки клетей сортопрокатного стана, заключающемуся в контроле за перемещением валков и проводковой арматуры с помощью оптического прибора с внутренней фокусировкой и координатной сеткой и осветителя, оптический прибор визируют по оси прокатки, каждую последующую клеть по оси визирования настраивают через от5 верстия, образованные валками и проводковой арматурой предыдущих клетей, причем перед настройкой каждой клети устанавливают за ней осветитель, вводят на оптическую .ось to визирования новую координатную сетку, соответствукяцую расстоянию от настраиваемой клети до прибора, и совмещают начало вертикальной ш} :алы координатной сетки прибора с нижjc ним уровнем калибра настраиваемой клети.
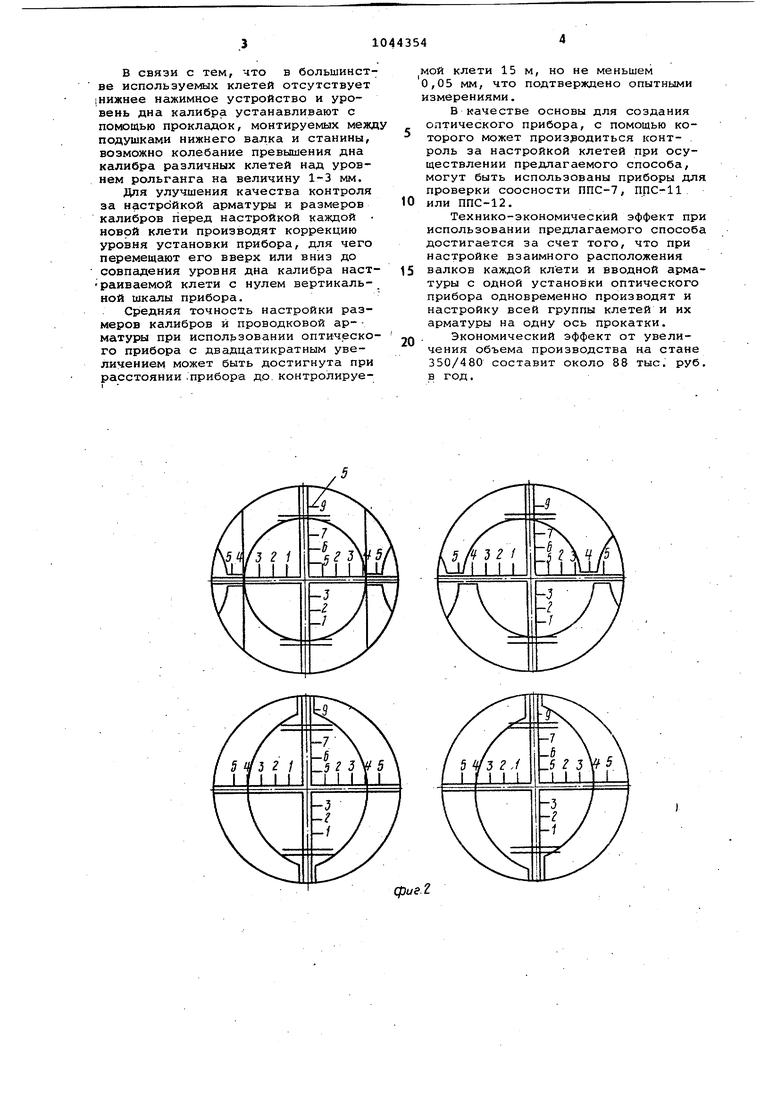
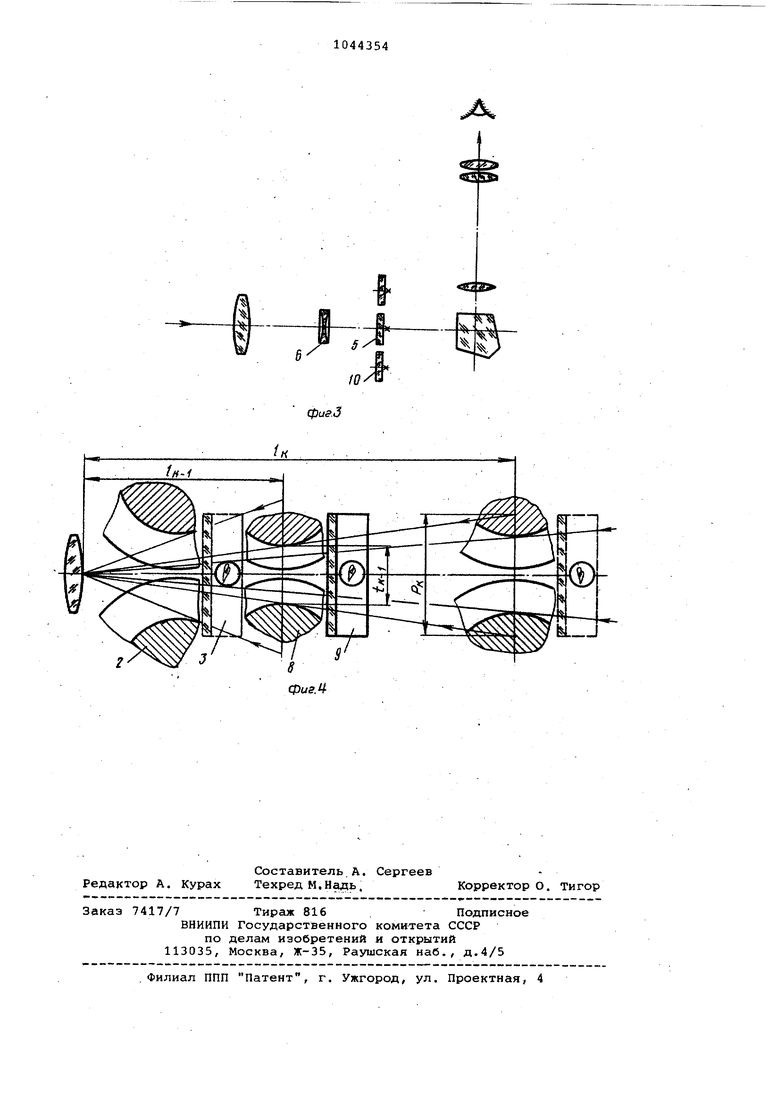
На фиг. 1 представлена схема установки прибора на ось прокатки; . на фиг. 2 - настраиваемые калибры клетей и ролики проводковой арматуры шкалы,, нанесенные на сетке прибора,- на фиг. 3 - установка сменных координатных сеток в схеме прибора,на фиг. 4 - схема полей зрения согласно предлагаемому способу контроля за настройкой ряда расположенных одна за другой клетей.
Способ осуществляют следующим образом.
После окончания процесса прокатки во время перевалки валков стана или при смене катающих калибров клетей оптический прибор 1 (фиг. 1) вводят на участок рабочих линий прокатного стана и фиксируют по оси
с прокатки в том случае, если все
клети стана передвижные поперек оси прокатки, или по оси катающего калибра первой по ходу от него прокаткой клети, если настраиваемьае клети установлены стационарно.
0 . Затем за первой по ходу от прибора клетью 2 устанавливают осветитель 3, после чего прибор фокусируют в плоскости роликов вводной проводки 4 и производят их настройку на заданный размер по шкале 5 фиг. 2 и 3) оптического прибора 1 (фиг. 1) и фокусирующей линзе 6 прибора (фиг. 3). По этой же шкале производят последовательно настройку калибра клети 2 и настройку выводной арматуры 7 (фиг. 1). Осретитель 3 убирают, а за следующей клетью 8 (фиг. 1 и 4). устанавлива,)от осветитель 9, вводят на оптичесt- кую ось прибора новую шкалу 10
(фиг. 3), соответствующую увеличенному расстоянию от настраиваемой клети 8 до оси прибора (фиг. 1 и 4). При настройке проводковой арматуры и калибров клети 8 производят 0 операции настройки, аналогичные
настройке клети 2, при этом наблюдение за элементами клети 8 ведут через отверстия, образованные вводной арматурой, калибром валков клети 2 и выводной арматурой 7.
В связи с тем, что в большинстве используемых клетей отсутствует I нижнее нажимное устройство и уровень дна калибра устанавливают с помощью прокладок, монтируемых межд подушками нижнего валка и станины, возможно колебание превышения дна калибра различных клетей над уровнем рольганга на величину 1-3 мм.
Для улучшения качества контроля за настройкой арматуры и размеров калибров перед настройкой каждой новой клети производят коррекцию уровня установки прибора, для чего перемещают его вверх или вниз до совпадения уровня дна калибра настраиваемой клети с нулем вертикальной шкалы прибора.
Средняя точность настройки размеров калибров и проводковой ар-матуры при использовании оптического прибора с двадцатикратным увеличением может быть достигнута при расстоянии .прибора до.контролируе|МОй клети 15 м, но не меньшем 0,05 мм, что подтверждено опытными измерениями.
В качестве основы для создания оптического прибора, с помощью которого может произэодиться контроль за настройкой клетей при осуществлении предлагаемого способа, могут быть использованы приборы для проверки соосности ППС-7, ППС-И
0 или ППС-12.
Технико-экономический эффект при использовании предлагаемого способа достигается за счет того, что при настройке взаимного расположения
5 валков каждой клети и вводной арматуры с одной установки оптического прибора одновременно производят и настройку всей группы клетей и их арматуры на одну ось прокатки.
Экономический эффект от увели0чения объема производства на стане 350/480 составит около 88 тыс. руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки клетей сортопрокатного стана | 1986 |
|
SU1398933A1 |
| Устройство для настройки клетей сортопрокатного стана | 1982 |
|
SU1049129A1 |
| Способ контроля осевой настройки прокатной клети и устройство для его осуществления | 1978 |
|
SU749474A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| Валковая арматура прокатной клети | 1983 |
|
SU1132995A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| ВВОДНАЯ РОЛИКОВАЯ ПРОВОДКА ДЛЯ РАЗЛИЧНЫХ ПРОФИЛЕЙ | 1991 |
|
RU2048223C1 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ И ПРОВОЛОКИ НА РЕВЕРСИВНЫХ СТАНАХ И СИСТЕМА ПРОВОДКОВОЙ АРМАТУРЫ ПРОКАТНЫХ КЛЕТЕЙ | 1992 |
|
RU2105619C1 |
| Вводная арматура прокатной клети с коническими валками | 1981 |
|
SU939151A1 |
СПОСОБ НАСТРОЙКИ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА, заключающий-: ся в контроле за перемещением валков и.проводковой арматуры при помощи оптического прибора с внутренней фокусировкой и координатной сеткой и осветителя, отличающийс я тем, что с целью сокращения времени и увеличения точности настройки последовательно расположенных клетей, оптический прибор визируют по оси прокатки, каждую последующую клеть по оси визирования настраивают через отверстия,образованные валками и проводковой арматурой предыдущих клетей, причем перед настройкой каждой клети устанавливают за ней осветитель, вводят на оптическ5ТО ось.визирования новую координатную сетку, соответствующую расстоянию от настраиваемой клети до прибора, и совмещают начало вертикальной шкалы координатной сетки прибора с нижним уровнем калибра настраиваемой клети. 4 Л W О1 1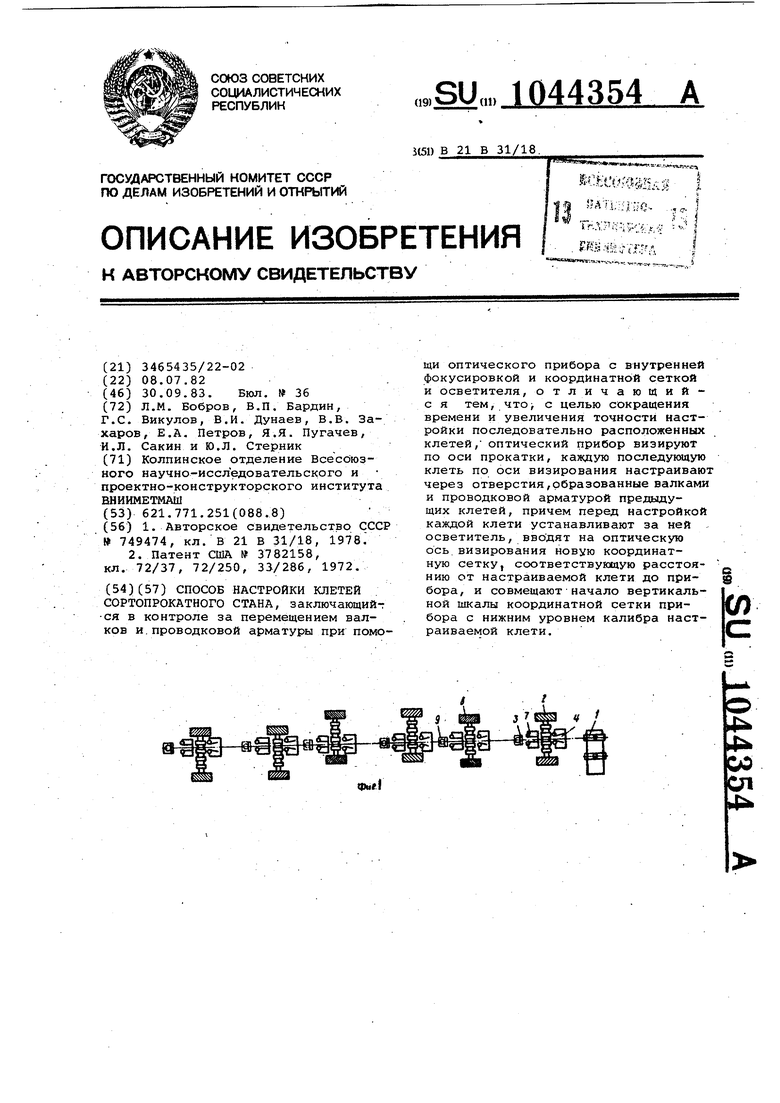
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля осевой настройки прокатной клети и устройство для его осуществления | 1978 |
|
SU749474A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3782158, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
