Изобретение относится к прокатному производству и может быть использовано на сортовых станах при прокатке сортовых профилей. Известно устройство для установки валковой арматуры в клетях сортопрокатных станов, включающее проводковый брус, проводковый стол с передвижной кареткой, проводковую коробку, установленную на брусе с возможностью перемещения по брусу вдоль и поперек линии прокатки и соединенную с кареткой стола посредством замка. На проводковом брусе, закрепленном на станлнах клети, установлена проводковая коробка, которая фиксируется на брусе с помощью соединения типа «ласточкин хвост клиновых прижимных планок и болтов, крепящих прижимные планки.к брусу. Хобот каретки соединяется с коробкой с помощью пальца. Каретка перемещается вдоль линии прокатки по направляющим проводкового стола с помощью механизированного привода 11. Недостатком данного устройства для установки валковой арматуры является то, что при смене калибров требуется много времени iid IK jitv i.iiiOBKy ко|)(|бки вдоль бруса поперек линии прокатки. Этот недостаток особенно существенен при большом количестве клетей в непрерывных станах, когда при с мене калибров приходится отпускать и закреплять обратно больщое количество болтов. Известно выполнение проводковой арматуры, включающей проводковый брус, на котором установлена проводковая коробка, проводковый стол, механизм перемещения и фиксирования проводковой коробки, выполненный в виде силовых цилиндров 2. Данное устройство позволяет быстро перемещать вдоль оси прокатки и фиксировать проводковую коробку, однако для перевалки и настройки клети требуется значительное время, поскольку необходимы крановые операции по замене арматуры. Наиболее близким к изобретению по технической сущности является выполнение налкоиой арматуры прокатной клети, содержащей проводковый брус, на опорной поверхности которого выполнен продольный паз и установлены проводковая коробка, проводковый стол с подвижной относительно него кареткой, причем торцы каретки и проводковой коробки выполнены в виде серег, соединенных общим съемным пальцем, средства фиксации проводковой коробки в горизонтальном и вертикальном направлениях 3. Недостатком известной проводковой арматуры периодической прокатки является то, что при перевалке клети, когда подвижные кареткп столов огведспы назад, проводковые коробки необходимо закреплять к брусьям с помощью закладных болтов с гайками, которые необходимо установить на брусьях перед перевалкой. После окончания перевалки указанные закладные болты с гайками необходимо снять с проводковых брусьев, так как они 1фе11ятствуют перестановке коробок с калибра на калибр. Установка перед перевалкой клети закладных болтов с гайками и съем их с брусьев после перевалки увеличивает время перевалки и подготовки клети к работе, а также ухудшает условия эксплуатации проводковой арматуры, что особенно существенно в непрерывных станах при большом количестве клетей. Кроме того, не обеспечивается надежная фиксация проводковых коробок на брусьях в вертикальной плоскости, так как со стороны входа проката коробки удерживаются на брусьях только за счет сил трения между своими поверхностями, пазов кареток проьодковых столов и зажимов. Целью изобретения является улучшение условий эксплуатации и сокращение времени перевалки. Указанная цель достигается тем, что в валковой арматуре прокатной клети, содержа.щей проводковый брус с продольным скосом на его опорной поверхности, проводковую коробку, проводковый сто.ц с подвижной относительно него кареткой, зубчатую рейку, причем каретка и проводковая коробка соединены обпхим съемным пальцем, средства фиксации проводковой коробки в горизонтальном и вертикальном направлениях, проводковая коробка снабжена двуплечим рычагом, щарнирно установленным на оси. причем одно плечо ею выполнено с выступом взаимодействующим с соответствующим скосом проводкового бруса, а другое плечо- в виде крюка, взаимодействуюи.его с продольным скосом на опорной поверхн(кти проводкового бруса. При работе стана,- в рабочем положении валковой арматуры. П:дв1/К1юй кареткой стола через рычаг производится прижатие проводковой коробки к брусу. ipH э:ом скос прижима заходит за скос проводкового бруса и фиксирует коробку на брусе в вертикальной плоскости. Одновременм) выступ другого плеча рычага выхолит и.з fia.ia бруса, тем самым рассоединяя .коробку ;. брус, что позволяет при смене к ы1и6ров о--вести коробку назад г помопи-ю каретки и произвести переход пи другой калибр. При пе1)вал г к,. когда съемный палец СНЯ1 и .кь Киса стола отведена в крайнее заднее МО/южен не, рычаг за счет разности веса и ,х. 1инь, его плеч поворачивается на-оси, поп.чдая при этом выступом плеча в скос 6pyc;i и соединяя том самым коробку с брусом, после чего к,1еть с валковой арматурой ;,лова к перевалке.
IkK.iKiMfHHc 6 .типьх ,-(i;aiiiieiitiH коробкч с брусом, ио.чжатис и (шксацин коробки кареткой сто.ча г ) шарнирно смон тированного и 1чага и ainxiMai ическое сцепление коробк ; и бруса мере: выступ рычага позволяет сикрат1 ть время, затрачиваемое на подготовкч с Ba.iKoBoii арма;ур()й к перевалке, и улучшает условия эксплуатации валк(ВО1 а|)мату).
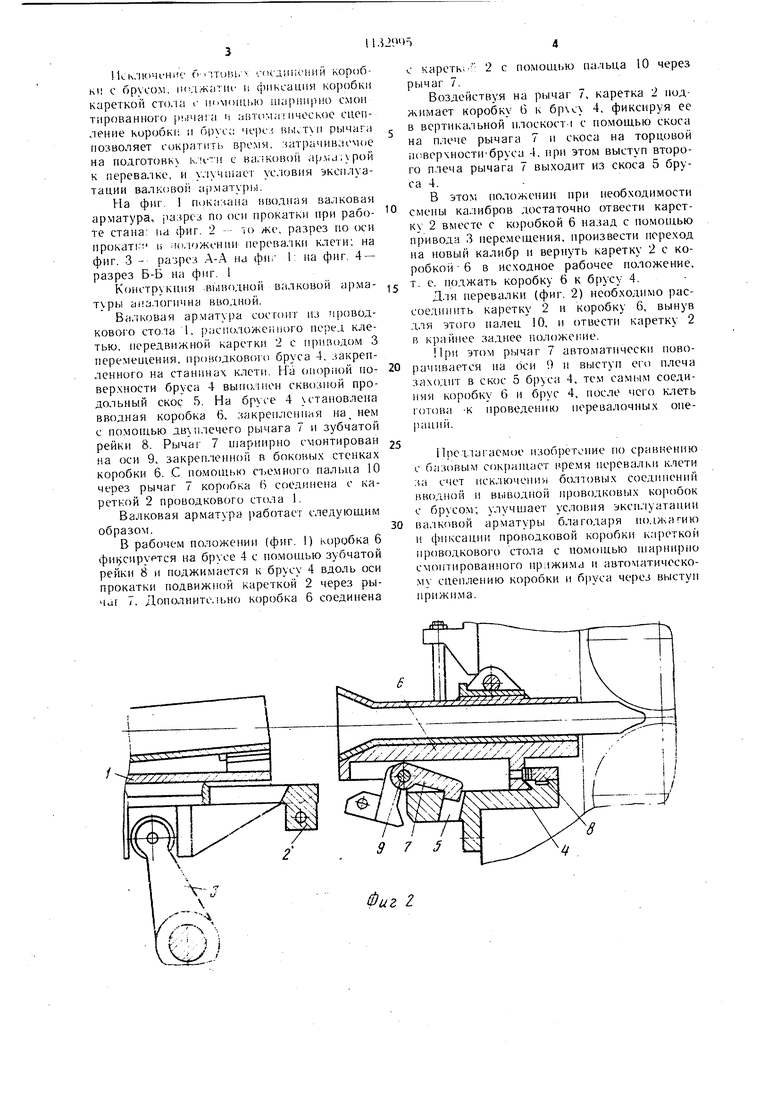
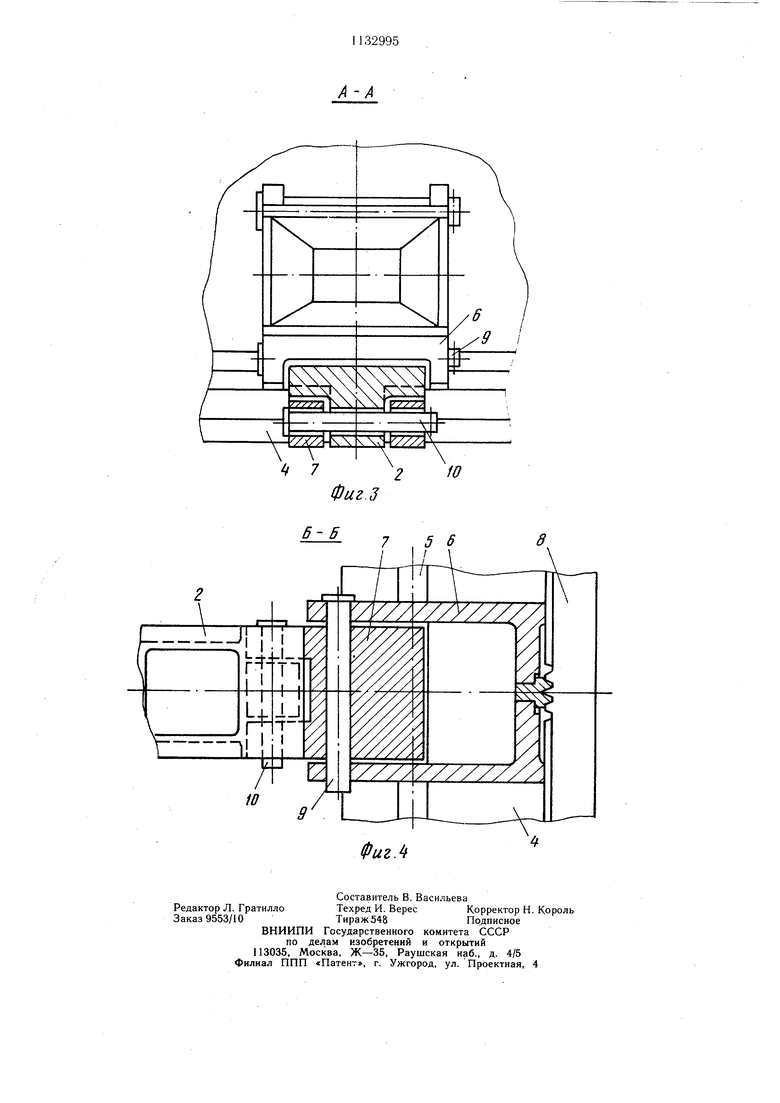
На фиг. 1 поканапа вводная валковая арматура, |1азрез по оси прокаткп при работе етана: па cftHr. 2 - то же, разрез по оси пр(жат1- ь :и.1()женпп перевалки к.чети; на фиг, 3 - разрез А-А на фиг 1; на фиг. 4 - разрез Б-Б на фиг. 1
Конструкция выводной валковой арматуры аиа.тогична вводной.
Валковая арматура сосгои1 из проводKOBOio стола 1, расположенного перед клетью, передвижной каретки 2 с приводом 3 перемещения, проводков()1Ч1 бруса 4, закрепленного на станинах клети. На (икорной новер.чности бруса 4 выполнен сквоз11ой продольный скос 5. На бруге 4 станов.пена вводная коробка 6. закрепленная на нем с помощью дви лечего рычага 7 и зубчатой рейки 8. Рычаг 7 1иариирно смонтирован на оси 9. закрепленной в боковы.ч стенках коробки 6. ,С помощью сТ)емного пальца 10 через рычаг 7 коробка 6 соединена с кареткой 2 проводкового стола 1.
Валковая арматура работает следующим образом.
В рабочем положении (фиг. 1) коробка 6 фи1 сируртся на брусе 4 с помощью зубчатой рейки 8 и поджимается к брусу 4 вдоль оси прокатки подвижной кареткой 2 через рыча 7. Дополнитс,1ьно коробка 6 соединена
с каретк;- : 2 с помощью пальца 10 через рычаг 7.
Воздействуя на рычаг 7, каретка 2 поджимает коробку б к 4. фиксируя ее в вертикальной нлоскост.| с помощью скоса на плече рычага 7 и скоса на торцовой кшерчностибруса 4, при этом выступ второго плеча рычага 7 выходит из скоса 5 бруса 4.В положении при необходимости
0 смены калибров достаточно отвести каретку 2 вместе с коробкой 6 назад с помощью привода 3 перемещения, произвести переход на новый калибр и вернуть каретку 2 с коробкой 6 в исходное рабочее положение, т. е. поджать коробку 6 к брусу 4.
5
Д.тя перевалки (фиг. 2) необходимо рассоединить каретку 2 и коробку 6, вынув для этого палец 10, и отвести каретку 2 в крайнее заднее положение.
1ри этом рычаг 7 автоматически пово0рачивается на ёси О и выступ его плеча заходит в скос 5 бруса 4, тем самым соединяя коробку 6 и брус 4, после чего клеть готова -к проведению перевалочных онераций.
Предлагаемое изобретение по сравнению с базовым coKpaniaeT время перевалки клети .ча счет исключения болтовых соеднпений вводной и выводной проводковых коробок с брусом; улучщает условия эксп,:1уатации валковой арматуры благодаря по.1жа-ию и фиксации проводковой коробки кареткой проводкового стола с помощью щарнирно смонтированного прижима и автоматическому сцеплению коробки и бруса через выступ прижима.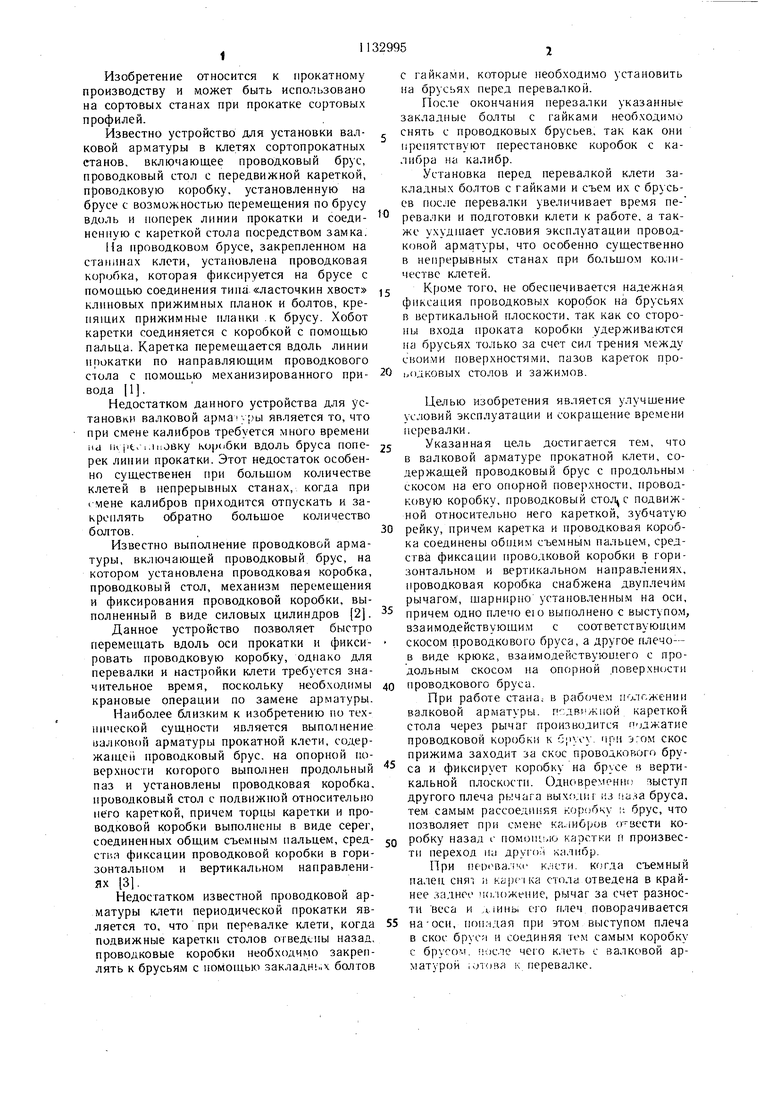
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления валковой арматуры прокатных станов | 1961 |
|
SU145518A1 |
| ИН. Ф. ГрИЦуКI ^' TPvgjjqt.,'., II,",..г,а>&. •,.,.•'«-«-«l/tj^i_ ?^'5лиотг;.л | 1966 |
|
SU183703A1 |
| Валковая арматура прокатной клети | 1975 |
|
SU511123A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Вводная арматура прокатной клети с коническими валками | 1981 |
|
SU939151A1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| Способ настройки клетей сортопрокатного стана | 1982 |
|
SU1044354A1 |
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| Реверсивная клеть дуо для прокатки профилей | 1990 |
|
SU1838007A3 |
ВАЛКОВАЯ АРЛ АТУРА ПРОКАТНОЙ КЛЕТИ, содержащая проводковый брус с продольным скосом на его опорной поверхности, проводковую коробку, проводковый стол с подвижной относительно него кареткой, зубчатую рейку, причем каретка и проводковая коробка соединены общим съемным пальцем, средства фиксации проводковой коробки в горизонтальном и вертикальном направлениях, отличающаяся тем что, с целью улучщения условий эксплуатации 1 сокращения времени перевалки, проводковая коробка снабжена двуплечим рычагом, шарнирно установ,1енным на оси, причем одно плечо его выполнено с выступом, взаимодействующим с соответствующим скосом проводкового бруса, а другое плечо- о ® в виде крюка, взаимодействующего с продольным скосом на опорной 1О ерхности (Л проводкового бруса. со 1C о со ел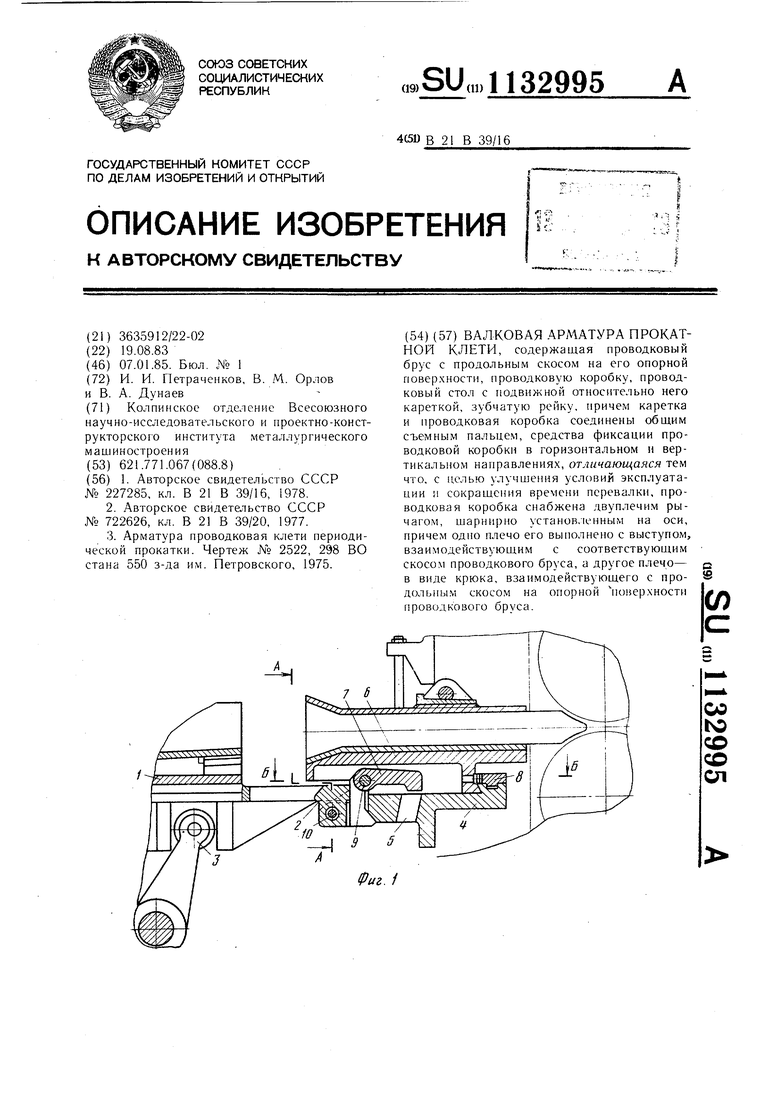
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 227285, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Платформа для перевозки длинных и тяжелых предметов по трамвайным путям | 1925 |
|
SU2522A1 |
| Петровского, 1975. | |||
