Известны головки для чистовой обработки шаровых поверхностей методом холодного пластического деформирования, предусматривающим сочетание вращения изделия и инструмента вокруг пересекающихся осей.
Отличительная особенность предлагаемой головки заключается в том, что она снабжена вилкой, установленной в корпусе головки поворотно -вокруг ее продольной оси, а на концах вилки смонтированы с возможностью свободного вращения два деформирующих ролика, оси которых параллельны друг другу, симметричны относительно продольной оси головки и скрещиваются с ней под некоторым углом, отклоняющимся от прямого. Такое выполнение конструкции обеспечивает самоподачу инструмента.
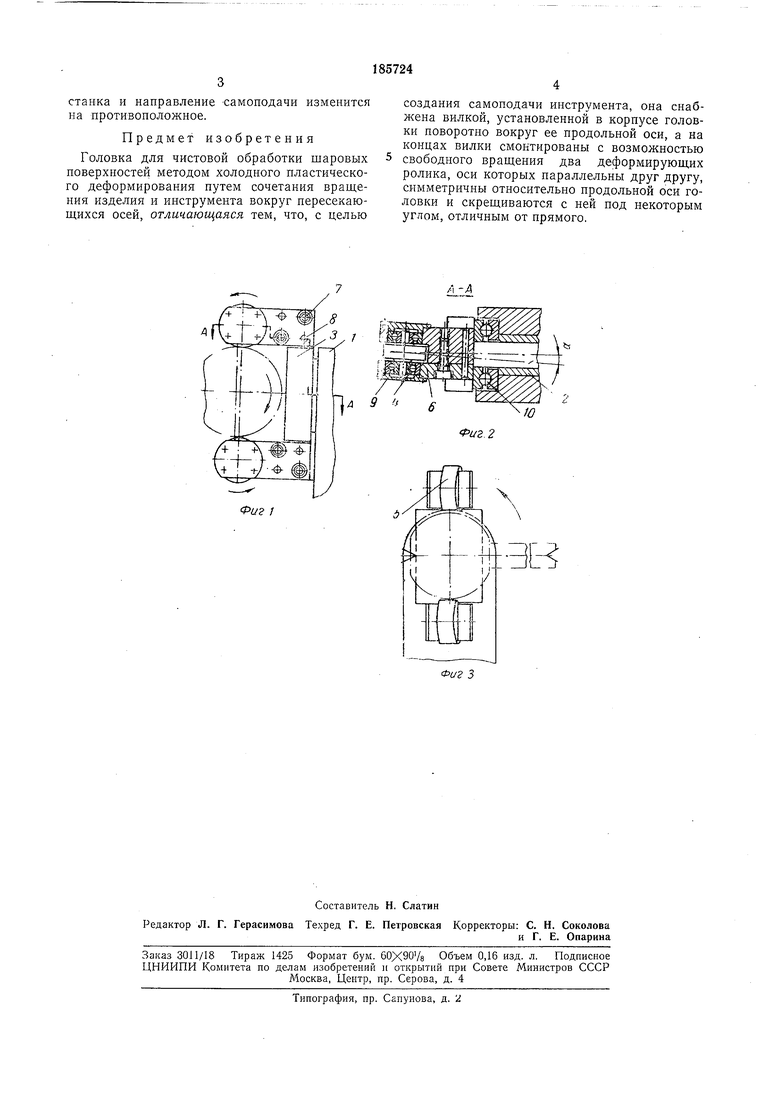
На фиг. 1 схематично изображена предлагаемая головка; на фиг. 2 дан вид сверху со ступенчатым разрезом по А-А на фиг. 1; на фиг. 3 - вид сбоку.
В корпусе / головки, установленном на месте резцедерл ателя токарного станка, запрессована втулка 2, в которой вращается вилка 5. На концах вилки па радиальноупорных щарикоподщипниках 4 установлены деформирующие закаленные ролики 5, выполненные заодно с цапфами. Для обеспечения возможности сборки применены две накладки 6, соединенные с вилкой винтами 7 и щтифтами 8. В расточенном отверстии каждой накладки помещен один из нодщипников 4 с вращаемым роликом. Для создания необходимого натяга нодшипников используют компенсирующие крыщки 9. Упорный щарикоподщипник 10 помещен между корпусом и вилкой головки. Головка работает следующим образом. Обрабатываемую деталь устанавливают по линии центров токарного станка. Ось вилки
нересекает линию центров токарного станка под углом 90°. Оси роликов параллельны друг другу и скрещиваются с осью вращения вилки под углом, отличающимся от прямого на некоторый угол ос. Сначала с помощью индикатора, устанавливаемого на конце вилки (на чертеже не показан), выставляют ось вилки так, чтобы она прощла через центр сферы. Затем винтом поперечной подачи токарного станка подводят деформирующие ролики к сфере и дают натяг. При вращении обрабатываемой детали ролики обкатывают щаровую поверхность и вращаются вокруг своих осей. Так как оси вращения роликов скрещиваются с осью вилки под углом, несколько отличающимся от прямого, то на каждый ролик начинает действовать боковое усилие. В результате ви.лка соверщает новоротное движение самоподачи вокруг продольной оси головки. Когда вилка повернется до своего крайнего полостанка и направление -самоподачи изменится на противоположное.
Предмет изобретения
Головка для чистовой обработки шаровых поверхностей методом холодного пластического деформирования путем сочетания вращения изделия и инструмента вокруг пересекающихся осей, отличающаяся тем, что, с целью
создания самоподачи инструмента, она снабжена вилкой, установленной в корпусе головки поворотно вокруг ее продольной оси, а на концах вилки смонтированы с возможностью свободного вращения два деформирующих ролика, оси которых параллельны друг другу, симметричны относительно продольной оси головки и скрещиваются с ней под некоторым углом, отличным от прямого.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2276006C1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2278018C1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРЫ | 2006 |
|
RU2325262C1 |
| Раскатник | 1989 |
|
SU1682143A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРЫ | 2006 |
|
RU2324583C1 |
| Раскатник для обработки наружных цилиндрических и торцовых поверхностей | 1989 |
|
SU1682144A1 |
| УПРОЧНЯЮЩАЯ ЭЛЕКТРОГОЛОВКА | 2009 |
|
RU2420389C2 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
- /
Фи 1
л 9 f
Риг.2
