Изобретение относится к обработке металлов давлением и может быть использовано для обработки поверхностей в деталях, преимущественно, из .малопяастичных материалов многороликовым инструментом.
Цель изобретения - повышение производительности и качества обработки.
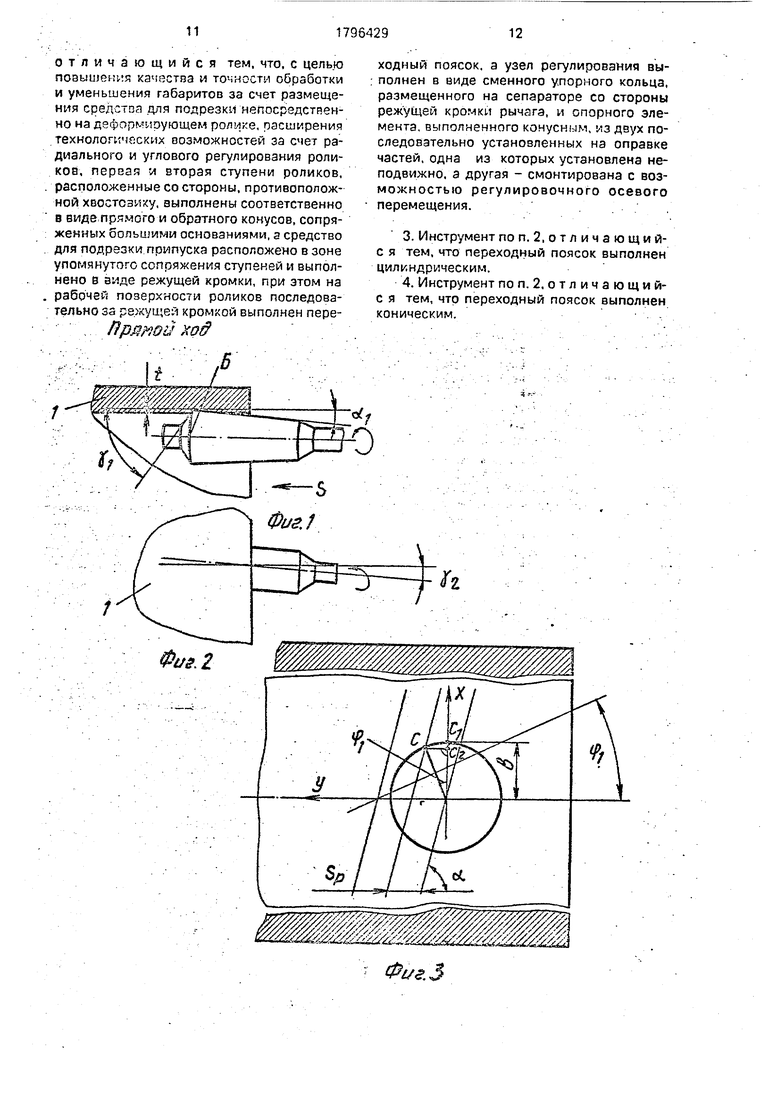
Способ осуществляется следующим образом. Ступенчатому коническому ролику при прямом ходе инструмента (фиг. 1,2) сообщают движение подачи, а детали - вращательное движение. При входе ролика в отверстие за счет разности диаметра инструмента и диаметра отверстия ролики начинают вращаться вокруг своей оси. Так как ролики развернуты в направлении, противоположном углу самоподачи (фиг.2), то при вращении роликов за счет подачи инструмента происходит их перемещение в осевом направлении. Благодаря этому, а также наличию заостренной передней кромки Б перехода ступенек ролика и углу у- проис, ходит срезание или подрезание роликом верхней части поверхностного слоя от:вёрстия. Угол у выбирается в пределах 50-70°, т.к. при малых углах y затруднен процесс резания, а при углах у 70-75°
. ухудшаются условия обработки. Передняя кромка перехода ступенек ролика CD (фиг.З), срезая или подрезая поверхностный слой отвер шя (фиг.4) перемещает его на линию (фиг.5). Предыдущий ролик сдвигает стружку кромкой с С D на линию mn, a последующий ролик кромкой С D 1 сдвинет стружку на линию т2Л2. Подача на ролик в зависимости от угла поворота ролика р выбрана такой, чтобы достигалось перекрытие каждым последующим роликом, (т.е. его режущей кромкой) следа от кромки предыдущего ролика для предотвращения попадания отделившейся стружки под ролик. Обработку указанным способом желательно вести с направленным потоком СОЖ, удаляющим стружку. После осуществления прямого хода инструмента и выхода ролика из отверстия, ролик разворачивается таким образом (фиг. 6,7), что вступает в работу задняя часть ролика. В результате поворота обеспечивается требуемый задний угол ога и натяг L Меняется подача ролика на проти. воположную, происходит обратный ход инструмента. Во время обратного хода происходит ППД отверстия, т.к. кромка В ролика закруглена и ролик установлен под благоприятным для процесса ППД углом самоподачи. На фиг. 3 представлена схема обработки поверхности отверстия, по которой рассчитаем подачу на ролик для прямого хода инструмента. Порядок расчета следующий (формулы даются применительно к схеме обработки - деталь вращается, инструмент совершает движение подачи, сепаратор с роликами является ведомым):
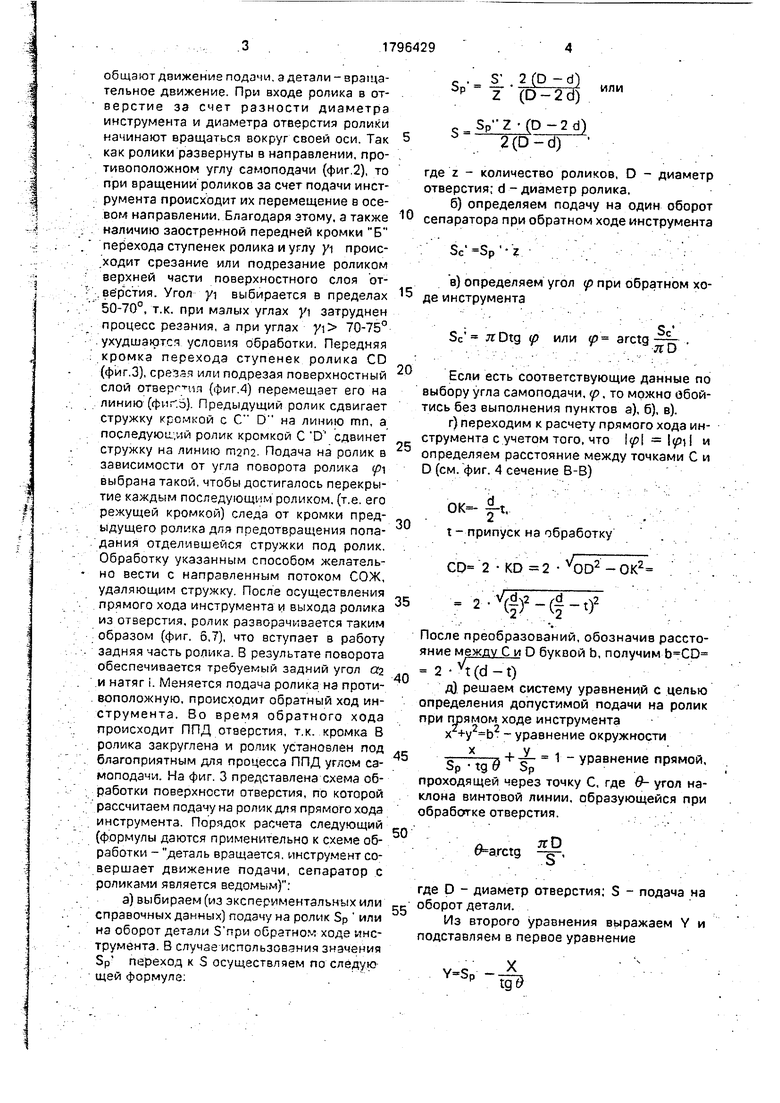
а) выбираем (из экспериментальных или справочных данных) подачу на ролик Sp или на оборот детали З при обратном ходе инструмента. В случае использования значения Sp переход к S осуществляем по следующей формуле:. .
10
15
20
25
. . S 2 (D - d)
S T () ИЛИ
Sp-Z-(D-2d) 5 .2 (D-d)
где z - количество роликов, D - диаметр отверстия; d - диаметр ролика,
б) определяем подачу на один оборот сепаратора при обратном ходе инструмента
: Sc sp -z.--..-
в) определяем угол if при обратном ходе инструмента
S Sc яDtg (р или ip arctg-|г .
.... .
Если есть соответствующие данные по выбору угла самоподачи, р, то можно обойтись без выполнения пунктов а), б), в).
г) переходим к расчету прямого хода инструмента с учетом того, что р уз) и определяем расстояние между точками С и D (см. фиг. 4 сечение В-В)
30
.
t - припуск на обработку CD 2 KD 2 OD2 - OK2
2-)-(f-t)2
После преобразований, обозначив расстояние между С и D буквой Ь, получим
2 -Vt(d-t)
д) решаем систему уравнений с целью определения допустимой подачи на ролик при прямом ходе инструмента
х - уравнение окружности
+ У- 1 - уравнение прямой, ор tg tf Ър
проходящей через точку С, где в- угол наклона винтовой линии, образующейся при обработке отверстия.
50
$ arctg
яО
где О - диаметр отверстия; S - подача на оборот детали.
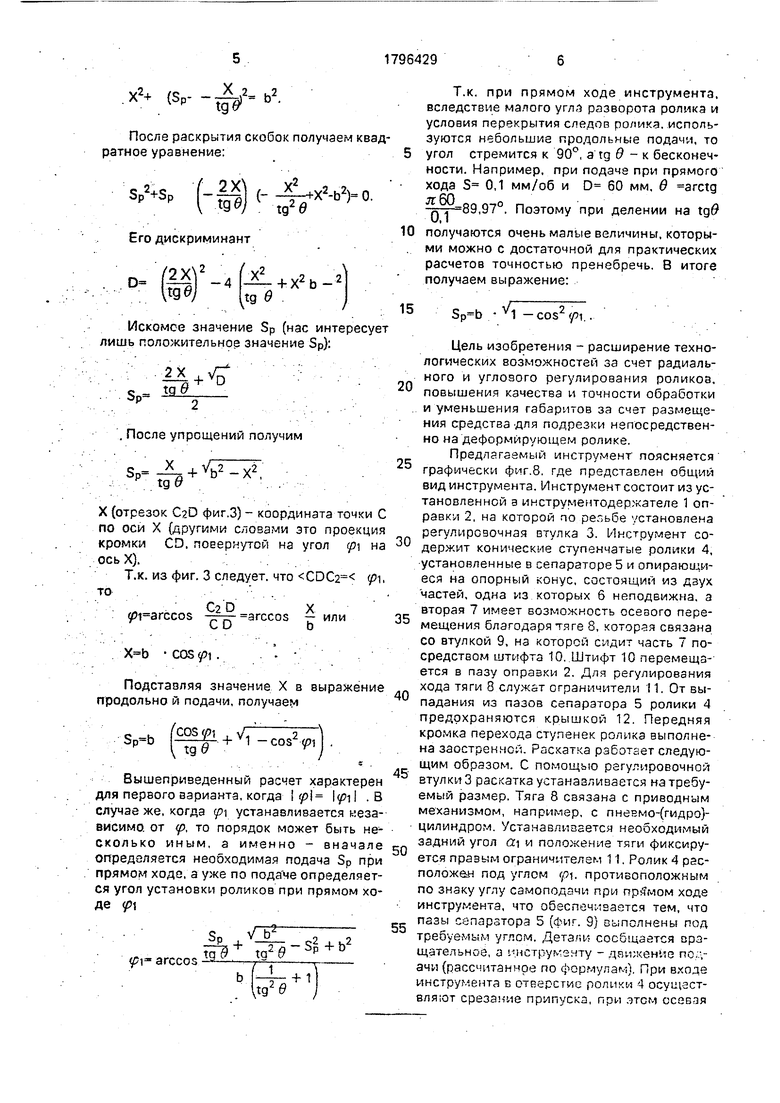
Из второго уравнения выражаем Y и подставляем в первое уравнение
tp
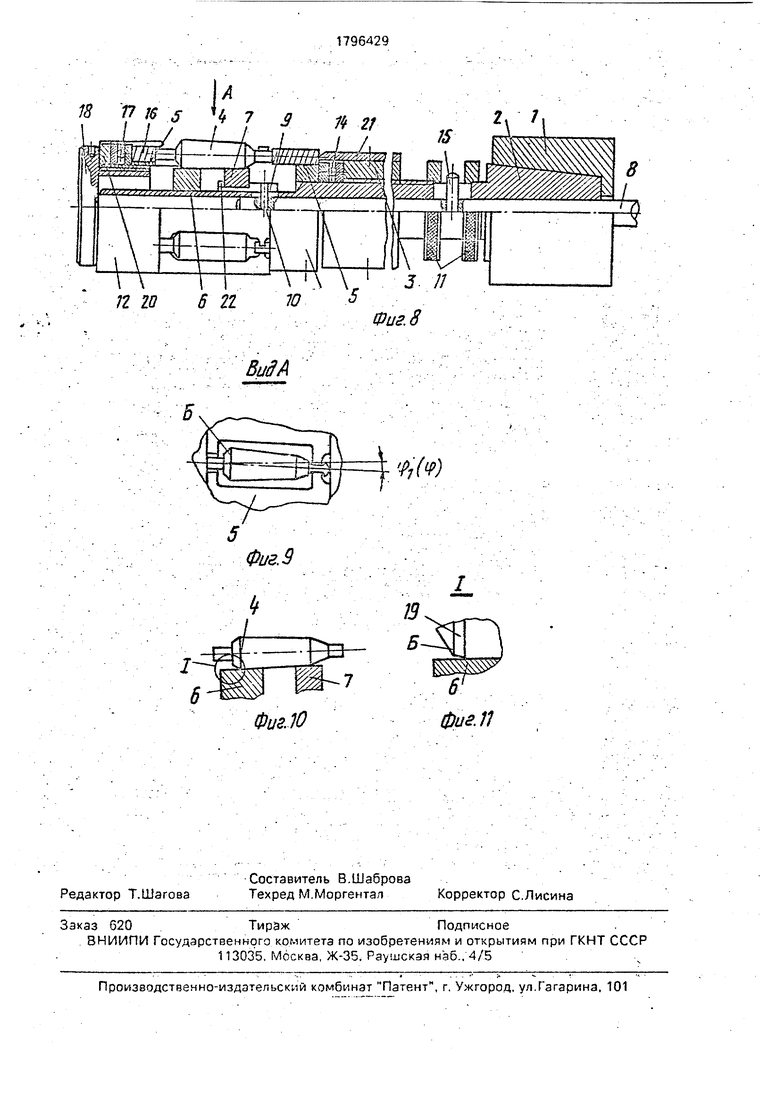
сила воспринимается опорным кольцом 13, которое жестко связано с сепаратором 5 и упорным подшипником 14. После осуществления прямого хода и выхода роликов из отверстия, тяга 8 перемещается влево и ее штифт 15 упирается в левый ограничитель 11. За счет этого устанавливается требуемый задний угол ГГ2, необходимый для осуществления процесса ППД задней частью ролика. Деталь продолжает вращаться в ту же сторону, а направление продольной подачи меняется на противоположное. При обратном ходе ролик уже под углом самоподачи осуществляет ППД стенок отверстия. В этом случае осевая сила воспринимается опорным кольцом 16, упорным подшипником 17 и прижимом 18, связанным резьбой с сепаратором 5. Необходимо отметить, что при обратном ходе инструмента возможен случай, когда заостренная кромка Б (фиг.9) после поворота ролика будет непосредственно контактировать с опорным конусом 6. Чтобы повысить стойкость как ролика, так и опорного конуса у передней кромки перехода ступенек ролика выполнен цилиндрический (конический) поясок 19. В этом случае при повороте ролика с конусом б будет контактировать не заостренная режущая кромка В, а место перехода пояска 19 и основного конуса ролика 4. Кроме того, при установке заднего угла ролика при обратном ходе инструмента, не всегда автоматически обеспечивается оптимальный натяг под ППД. Это приводит к снижению точности и качества обработки деталей. Чтобы устранить этот недостаток опорное кольцо 16 (фиг.8) выполнено с возможностью регулирования своего положения в осевом направлении (например, опорное кольцо 16 устанавливается для обратного хода за счет диска 20, который может быть сменным и разной толщины {комплект дисков). Устанавливая перед обработкой детали необходимый зазор между опорным кольцом 16 и торцом цзпфы ролика 4, можно в каждом конкретном случае выбрать оптимальный натяг под обработку ППД при обратном ходе инструмента. При описании конструкции не были упомянуты следующие позиции: 21 крышка защитная, 22 - стопорное кольцо.
Пример. Обработку проводят на модернизированном токарно-винторез- ном станке IK52. Данные заготовки: материал - СЧ18, внутренний диаметр 60 мм, длина 100 мм. Данные раскатки: материал роликов ШХ-15, количество роликов - 10. диаметр роликов - Э мм, угол роликов - 60°.
передняя кромка перехода ступенек ролика выполнена заостренной,
Предварительная обработка - зенкеро- вание (Н9, ,2 MKM). Производство сред- несерийное.
Сравниваем два варианта дальнейшей обработки отверстия: 1 вариант: развертывание (получаем Ра 0,8 мкм). Неполное штучное время, учитывающего 0 трудоемкость обработки
,5 мин 0,,4 мин., где 0,8 - поправочный коэффициент для чугуна.
Раскатывание (обычное, получаем ,4-0,1 мкм)
,5 мин 0,,2 мин Общее.
Тнш (1 вариант)4,4+5,,6 мин.
2 вариант: после зенкерования следует раскатывание предложенным способом с использованием прямого и обратного хбдсв; (получаем ,4-0,1 мкм). Чтобы сравнить раскатывание по первому и второму вариантам, расчет обратного хода при раскатывании по 2 варианту будет вести с той же подачей, что и в 1 варианте, а именно S 0,8 мм/об. (7 с. 41). Растет начинаем с установления величины самоподачи для обратного хода инструмента. Применительно к нашей 0 схеме обработки (деталь вращается, инструмент перемещается вдоль оси детали, сепаратор является ведомым) вычисляем подачу на один оборот сепаратора
5
0
5
35
Sc z S
(2D-d) (D-2d)
40
0-8 Тбо 1-943мм/°б
Определяем угол самоподачи р
(f arctg
Sc лО
arctg
0,59е
Переходим к расчету прямого хода инструмента р ф 0.59°. Принимая ,2 мм считаем величину b
50
Ь 2 Vt(d-t)2V0,1(9-0,1) 1,8867962. Вычисляем допустимую подачу
SD b
M -cos2Ј i 1,8867962
1 - cos2(0.59°) -0.02 мм/об. Подача на оборот детали Sp -Z (D - 2 d) S 2(D-d)
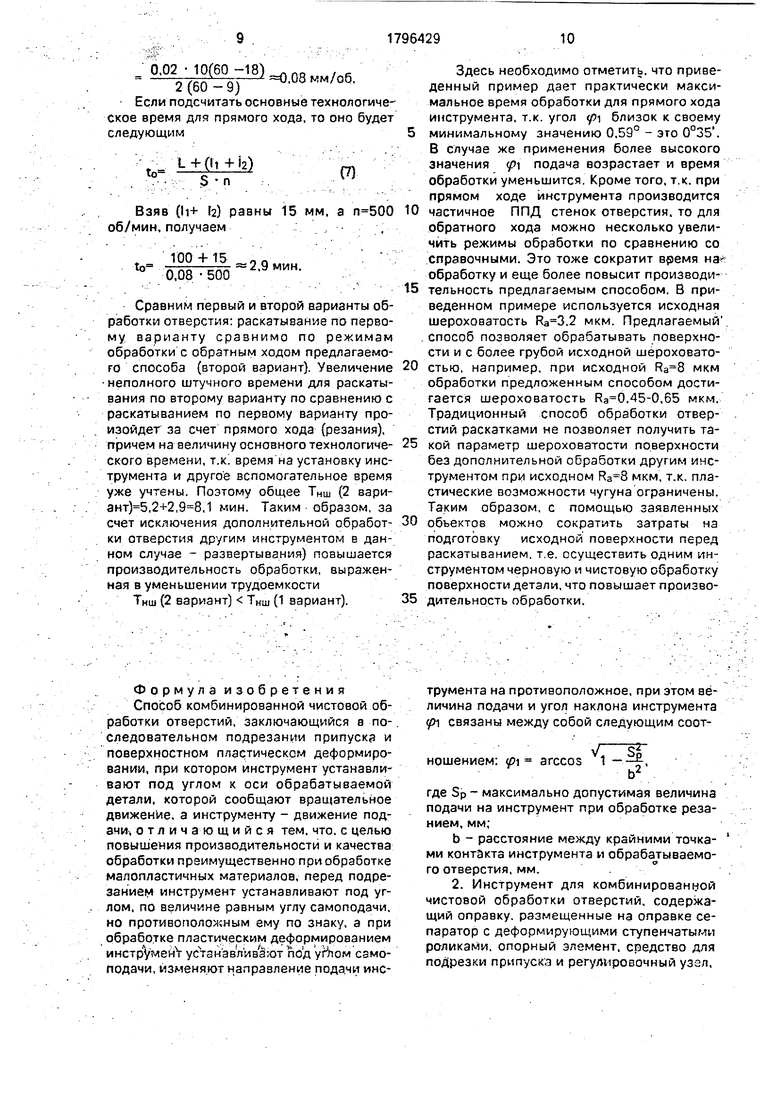
0,02 10(60 -18).ft0 , 2(60-9) 08 MM/°6 Если подсчитать основные технологическое время для прямого хода, то оно будет следующим
to
L-f(li+J2) S n
CO
Взяв (h+ 2) равны 15 мм, а об/мин, получаем,
to
100 + 15 0,08 500
- 2.9 мин.
Сравним первый и второй варианты обработки отверстия: раскатывание по первому, варианту сравнимо по режимам обработки с обратным ходом предлагаемого способа (второй вариант). Увеличение неполного штучного времени для раскатывания по второму варианту по сравнению с раскатыванием по первому варианту произойдет за счет прямого хода (резания), причем на величину основного технологического времени, т.к. время на установку инструмента и другое вспомогательное время уже учтены. Поэтому общее ТНш (2 вари- ант)5,2+2,,1 мин. Таким образом, за счет исключения дополнительной обработки отверстия другим инструментом в данном случае - развертывания) повышается производительность обработки, выраженная в уменьшении трудоемкости
Тнш (2 вариант) Тнш (1 вариант).
Здесь необходимо отметить, что приведенный пример дает практически максимальное время обработки для прямого хода инструмента, т.к. угол р- близок к своему
минимальному значению 0.59° - это 0°35 . В случае же применения более высокого значения у подача возрастает и время обработки уменьшится. Кроме того, т.к. при прямом ходе инструмента производится
частичное ППД стенок отверстия, то для обратного хода можно несколько увеличить режимы обработки по сравнению со справочными. Это тоже сократит время на обработку и еще более повысит производительность предлагаемым способом. В приведенном примере используется исходная шероховатость .2 MKM. Предлагаемый . . способ позволяет обрабатывать поверхности и с более грубой исходной шероховатостью, например, при исходной MKM обработки предложенным способом достигается шероховатость ,45-0,65 MKM. Традиционный способ обработки отверстий раскатками не позволяет получить такой параметр шероховатости поверхности без дополнительной обработки другим инструментом при исходном MKM, т.к. пластические возможности чугуна ограничены. Таким образом, с помощью заявленных
обьектов можно сократить затраты на подготовку исходной поверхности перед раскатыванием, т.е. осуществить одним инструментом черновую и чистовую обработку поверхности детали, что повышает производительность обработки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатка для упрочняюще-чистовой обработки отверстий | 1975 |
|
SU555002A1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2047472C1 |
| Многошариковая раскатка | 1976 |
|
SU555003A1 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
| Раскатка | 1978 |
|
SU880704A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| Раскатник | 1981 |
|
SU965741A1 |
| Раскатка для обработки отверстий | 1980 |
|
SU944899A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
| Раскатник | 1989 |
|
SU1682143A1 |

Использование: .обработка металлов давлением, поверхностное упрочнение, обработка малопластичных материалов. Сущность изобретения: резание и. поверхностное пластическое деформирование осуществляют инструментом, который устанавливают под углом к оси обрабатываемой детали, которой сообщают вращение. а инструменту - движение подачи. Перед подрезанием инструмент устанавливают . под углом, по величине разным углу самоподачи, но противоположным ему по знаку. г. При обработке пластическим деформированием инструмент устанавливают под углом самоподачи. Величина подачи и угол р наклона инструмента связаны между собой соотношением.:...; . arccos VT--SR 2 где Sp - максимально допустимая величина подачи при обработке резанием, мм; b - расстояние между крайними точками контакта инструмента и обрабатываемого отверстия, мм. Инструмент для осуществления описанного способа содержит оправку, сепаратор с деформирующими Ступенчатыми роликами, спорный элемент, средство для подрезки припускай регулировочный узел. Первая и вторая ступени роликов, расположенные со стороны, противоположной хвостовику, выполнены в виде прямого и обратных конусов, сопряженных большими.основаниями. Средство для подрезки припуска расположено в зоне сопряжения и выполнено в виде режущей кромки. На поверхности роликов за,режущей кромкой выполнен переходной поясок. Узел регулировки имеет сменное упорное кольцо и опорный элемент. Опорный элемент выполнен конусным, из двух частей, одна из которых установлена неподвижно, а другая смонтирована с возможностью регулировочного осевого перемещения. Предложены варианты выполнения переходного пояска, 2 с.п, ф-лы, 2 з.п. ф-лы. 11 ил. м
Формула изобретения Способ комбинированной чистовой обработки отверстий, заключающийся в последовательном подрезании припуска и поверхностном пластическом деформировании, при котором инструмент устанавливают под углом к оси обрабатываемой детали, которой сообщают вращательное движение, а инструменту - движение подачи, отличающийся тем, что, с целью повышения производительности и качества обработки преимущественно при обработке малопластичных материалов, перед подрезанием инструмент устанавливают под углом, по величине равным углу самоподачи, но противоположным ему по знаку, а при обработке пластическим деформированием инструмент устанавливают под углом самоподачи, изменяют направление подачи инструмента на противоположное, при этом величина подачи и угол наклона инструмента р связаны между собой следующим соотv Ss ношением: р агссоз 1 -.-|,
где Sp - максимально допустимая величина подачи на инструмент при обработке резанием, мм;
b - расстояние между крайними точка- ми контакта инструмента и обрабатываемого отверстия, мм.
отличающийся тем, что, с целью повышения качества и точности обработки и уменьшения габаритов за счет размещения средства для подрезки непосредственно на деформирующем ролике, расширения технологических возможностей за счет радиального и углового регулирования роликов, первая и вторая ступени роликов, расположенные со стороны, противоположной ХБОСтсзиху. выполнены соответственно в виде прямого и обратного конусов, сопряженных большими основаниями, а средство для подрезки припуска расположено в зоне упомянутого сопряжения ступеней и выполнено в аиде режущей кромки, при этом на рабочей позерхности роликов последовательно за режущей кромкой выполнен переfipgtfQi) Х0#
ходный поясок, а узел регулирования выполнен в виде сменного упорного кольца, размещенного на сепараторе со стороны режущей кромки рычага, и опорного элемента, выполненного конусным, из двух последовательно установленных на оправке частей, одна из которых установлена неподвижно, а другая - смонтирована с возможностью регулировочного осевого перемещения.
0U/fftJGt3g OlJ р д
6ZW6il
Вид А
Фиг. 9
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1966 |
|
SU214287A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Чистосердов П.С | |||
| Комбинированные инструменты для отделочно-упрочняющей обработки | |||
| Минск, Беларусь, 1977, с | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
