Изобретение относится к обработке металлов давлением, в частности к инструментам (устройствам) для процессов поверхностного пластического деформирования (ППД).
Целью изобретения является повышение качества обрабатываемых деталей путем оптимизации углов установки деформирующих элементов.
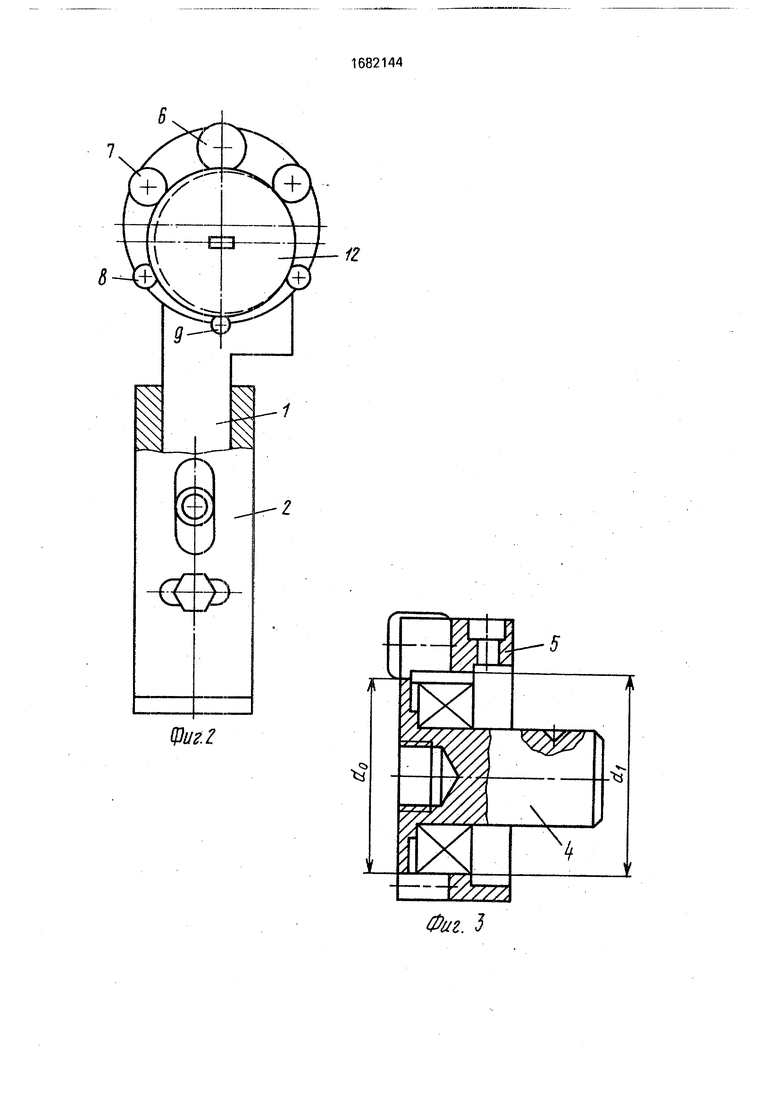
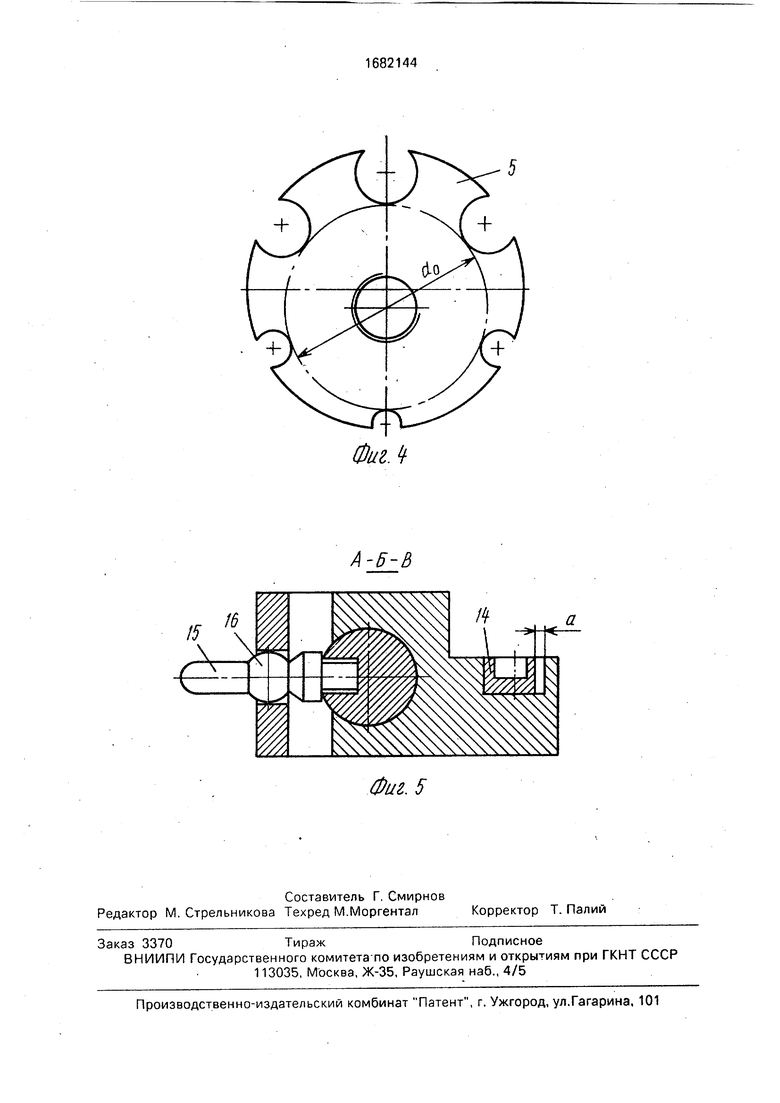
На фиг.1 изображен предлагаемый рас- катник; на фиг.2 - то же, вид сбоку; на фиг.З - сепаратор; на фиг.4 - то же, вид сбоку; на фиг.5 - разрез А-Б-В на фиг.1.
Раскатник содержит державку 1, установленную в корпусе 2 с возможностью осе- вых и угловых перемещений при
регулировке. В державке 1 размещена ступица 3, в отверстии которой расположена консольная часть 4 сепаратора 5, несущего в гнездах деформирующие элементы 6-9 различных размеров. Винт 10 блокирует между собой ступицу 3 и сепаратор 5. На консольной части сепаратора 5 установлен опорный подшипник 11. В торец центральной части спаратора 5 ввернута пята 12, которая фиксирует деформирующие элементы 6-9 от выпаданий (при переносах раскатника). В корпусе 2 размещены пяты 13 и 14 (опорные) под винты резцодержателя токарного станка. Шаровой палец 15 шаровой частью 16 фиксируется в пазу 17 салазок 18 и своим резьбовым концом вверо
00
ю Ј
Јь
нут в державку 1. При отпущенных винтах 19 и 20 и нажатии на палец 15 державка 1 может поворачиваться вокруг оси на определенный угол, допускаемый вырезом 21 корпуса 2.
Конструкция раскатникз выполнена копирующей с использованием пружины 22, которая настраивается на заданное усилие гайками 23.
На державке 1 имеется шкала для установки угла поворота державки в корпусе, а на корпусе - отметки для установки раскат- ника в положении работы с продольной подачей.
Раскатник устанавливают в.резцедержателе токарного станка так, что два винта резцодержателя своими концами попадают в центрирующие отверстия опорных пят 13 и 14, Затем производят регулировку раскат- ника по углам: для работы в режиме поперечной подачи углы контакта деформирующего элемента 6 (или элементов 7-9) с обрабатываемой поверхностью, например валом, угол а самоподачи и угол /3 формы отпечатка) устанавливают равным нулю, т.е. опорные пяты 13 и 14 касательны линии 0°; в этом положении зажимают винты резцодержателя станка. Угол самоподачи устанавливают в 0° поворотом шарового пальца 15 при отпущенных винтах 19 и 20, затем их зажимают.
Если раскатник использовать для работы с продольной подачей, то при этом также производят поворот шарового пальца 15 при отпущенных винтах 19 и 20. При этом державка 1 поворачивается на определенный угол относительно корпуса 2, затем винты 19 и 20 зажимают, а угол контакта деформирующего элемента, например элемента 6, устанавливают поворотом корпуса 2 относительно центра опорной пяты 13 в пределах зазора а. Таким образом, в контактной зоне с обрабатываемой поверхностью (вала) создается каплевидный отпечаток (оптимальная длина этого отпечатка может находиться в пределах 3-12 мм), Настройка каплевидного отпечатка имеет большое значение для качества поверхности, кроме того, допускается его использование при значительных значениях продольных подач токарного станка, так как длина каплевидного отпечатка многократно превышает величину подачи.
Процесс ППД осуществляется при вращающейся обрабатываемой детали на токарном станке. Раскатник может применяться и на строгальных станках, при этом обрабатываемая деталь не вращается. Наличие в раскатнике значительного диапазона деформирующих элементов с различными размерами позволяет производить тонкую регулировку для установления оптимальных соотношений между диаметром упрочняемой детали и размером деформирующего элемента. Для этого достаточно
отпустить винт 24 и повернуть сепаратор 5
на следующий размер деформирующего
элемента, после этого винт 24 зажимают,
Раскатник обеспечивает повышение качества обрабатываемой поверхности по всей длине. Это достигается за счет выполнения корпуса с боковым вырезом в централ: юй части для обеспечения регулировки одного из углов. Обработке по всей длине
способствует также и особенность выполнения гнезд сепаратора укороченными на величинурадиусаскруглениядеформирующих элементов, при этом торцовая стенка сепаратора находится под его
гнездом с переходом в центральной части в ось. На корпусе также выполнено фиксирующее отверстие, касательная к которому проходит через одну из граней паза, расширенного в сравнении с отверстием паза под
винты резцодержателя токарного станка. Формулаизобретения
1.Раскатник для обработки наружных , цилиндрических и торцовых поверхностей,
содержащий державку, сепаратор с деформирующими элементами качения различных размеров, опирающимися на смонтированный на оси упорный подшипник и выступающими за торцовую поверхность сепаратора, отличающийся тем, что, с целью повышения качества обрабатываемых деталей путем оптимизации углов установки деформирующих элементов, он снабжен корпусом с продольным отверстием и боковым вырезом, примыкающим к этому отверстию, а также дополнительным отверстием для крепления корпуса, державка смонтирована в продольном отверстии корпуса с возможностью углового поворота,
подпружинена относительно корпуса и снабжена шаровым пальцем, размещенным в боковом вырезе корпуса, а сепаратор и ось выполнены за одно целое.
2.Раскатник по п.1,отличающийся тем, что деформирующие элементы выполнены в виде роликов.
6
11
J5
4
Тл

| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатник | 1989 |
|
SU1682143A1 |
| Ротоционный раскатник для обработки торцовых поверхностей цилиндрических деталей | 1979 |
|
SU865637A1 |
| Инструмент для обработки отверстий пластическим деформированием | 1989 |
|
SU1706846A1 |
| СПОСОБ РАСКАТЫВАНИЯ ДЕТАЛЕЙ ШАРОВЫМ ИНСТРУМЕНТОМ | 2013 |
|
RU2542214C1 |
| Устройство для упрочнения поверхности цилиндрических деталей а.с. N1504075 | 1990 |
|
SU1719191A2 |
| Раскатник | 1980 |
|
SU891388A1 |
| Раскатник | 1981 |
|
SU965741A1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268135C1 |
| ПЛАВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268134C1 |
| ОХВАТЫВАЮЩИЙ ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2275288C1 |

Изобретение относится к инструменту для обработки металлов давлением, в частности для осуществления процесса поверхностного пластического деформирования. Цель - повышение качества обрабатываемых деталей путем оптимизации - углов установки деформирующих элементов. Раскатник содержит державку, деформирующие элементы - ролики различных размеров, сепаратор, корпус с боковым вырезом е центральной части, примыкающим к отверстию под державку. Сепаратор выполнен так, что длина гнезда под деформирующий элемент короче длины деформирующего элемента на величину скруг- ления его радиуса, при этом торцовая стенка сепаратора находится под его гнездом с переходом в центральной части в ось. На корпусе выполнено фиксирующее отверстие, касательная к которому проходит через одну из граней паза расширенного в сравнении с отверстием, паза под винты резцодержателя. В державке расположен шаровой палец с возможностью его взаимодействия с центральным пазом фиксирую- дцих салазок. Такое выполнение раскатника обеспечивает повышение качества поверхности и поверхностного слоя обрабатываемых-деталей. 1 с.п. ф-лы, 5 ил. (Л С
Щиг.1
2Mu
frHZ891
Фиг t
А-5-В
а
| Меннер А.Л | |||
| Инструмент к токарным станкам для бесштамповой обработки металлов давлением | |||
| Фрунзе: КиргИНТИ, 1983, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
