Известно устройство для пакетирования взрывных патронов, включающее механизм раскатки бумаги, нанесения клея и трафарета на бумагу н разрезки бумаги на заготовки, механизмы ориентации патронов, набора патронов и формирования пачки, карусель, меха. ннзмы завертывания пачки и выгрузки готовых пакетов, а также систему автоматической блокировки. Предлагаемое устройство значительно превосходит известное по производительности и может обеспечить пакетирование патронов, изготовляемых четырьмя-пятью натронировочными автоматами. В нем механизм формирования лачки выполнен в виде прямоугольных створок, которые шарнирно связаны с двумя рычагами, укрепленными на штоке. При подъеме штока после подачи на створки десяти патронов створки складываются, образуя пачку по пяти патронов в ряд. Для удержания пачек патронов в процессе пакетирования карусель снабжена кассетами, содержащими корпус, поршень со штоком и шарнирно укрепленные защемляющие рычаги. На фиг. 1 изображена общая схема устройства для пакетирования; на фиг. 2 - схема раскатки и разрезки бумаги на заготовки, нанесения клея и трафарета «а заготовку; на фиг. 3 - схема набора и формирования пачки патронов; на фиг. 4 - схема кассеты; на фиг. 5 - технологическая схема образования пакета; на фиг. 6 - схема узла завертки; на фиг. 7 - схема механизма выгрузки. Устройство для пакетирования (фиг. 1) состоит из транспортера ориентации /, механизма 2 набора патронов и формирования их Б пачки, механизма 3 раскатки и отрезки бумаги, нанесения клея и трафарета и подачи бумаж ной заготовки под кассету, привода редуктора 4, карусели с восемью кассетами 5, механизма 6 завертки пачки, поджимающих бортов 7, механизма 8 выгрузки готовых пакетов и электронных приборов, контролирующих набор патронов, подачу бумаги и наличие заготовок бумаги в кассете (на схеме не пока3aiHbi). Бумага из рулона 9 (фиг. 2) через тянущие валки 10, 11 и 12 поступает на обводные валки 13 и 14, проходит между тянущим валом 15 и валом 16, наносящим клей и трафарет на бумагу. Клей и краска находятся в отдельных ванночках 17. Валик 18 наносит их на промежуточный валик 19, который переносит тонкий слой клея и краски на вал 16. Толщину слоя краски и клея на валике 19 регулируют валиком 20. Бумага с наиесенными на нее клеем и трафаретом проходит между валиком 21 с вмонтированной в него резиновой подушкой 22 и валиком 23, в который вделан зубчатый нож 24, отрезающий бумажную заготовку 25, а отрывные валики 26 и 27, гзращающиеся вдвое быстрее валиков 21 и 23, подают бумажную заготовку под кассету.
Патроны, двигаясь по транспортеру 28 (фиг. 3), доходят до подвижного упора 29. Толкатель 30 подает с транспортера одновременио ПО десять патронов на створки 31 механизма формирования иачки. В этот момелг механизм 32 поднимает над лентой оставшиеся на транспортере патроны и остается в этом положении до возвращения толкателя 30 с упором 29 в исходное положение.
Механизм формирования пачки патронов, состоящий из двух прямоугольных створок 31, шарнирно связанных рычагами 33 со щтоком 34, закреплен консольно на оси 35. При движении штока 34 вверх створки с поступивщими на них десятью патронами складываются, образуя два вертикальных ряда по пяти патронов в каждом по форме пачки, и толкатель 36 переталкивает сформированную пачку в кассету 5 (фиг. 1).
Кассета состоит из корпуса 37 (фиг. 4), порщня 38 со штоком и шарнирно укрепленных на корпусе защемляющих рычагов 39. При заталкивании в кассету десяти патронов вместе с заготовкой б мажной укупорки, которая в этот момент поступает из механизма раскатки и разрезки бумаги, поршень поднимается и установленным на нем копиром отл имает верхнее плечо рычагов 39, которые нижним плечом, заканчивающимся лапкой, удерживают патроны до окончания процесса образования пакета. Порщень 38 со штоком удерживается в верхнем положении шариковым фиксатором 40.
Технологический процесс образования пакета включает щесть позиций (фиг. 5).
При заталкивании патронов в кассету бумажная заготовка принимает форму коробки (поз. 1), затем подгибается первый клапан («03. 2, второй клапан (поз. 3), четыре торцовых клапана (поз. 4), два торцовых передних продольных клапана (поз. 5) и, наконец, оставшиеся два торцовых задних клапана (поз. в).
Узел завертки пачки (фиг. 6) состоит из приводного вала 41, кулачкового вала 42, механизма нижнего подсекателя 43, мехацизма вертикальных подсекателей 44 и 45 и механизма бокового подсекателя 46.
Кулачок 47 приподнимает направляющую рейку 48, которая через шестерню 49 поворачивает на заданный угол вал 50. Последний через конические шестерни 51 и 52 поворачивает на такой же угол вертикальные валы 53, на которых закреплены боковые подсекатели 46. Движение нижнего подсекателя 43 обеспечивается промежуточным валом 54, коническими шестернями 55 и 55 и валом 57, на котором он закренлен.
Подгибка одного из двух нижних продольных клапанов осуществляется подсекателем 43 в первый момент движения кассеты с последующим наложением на него второго нижнего клапаиа встречным неподвижным копм ром.
Подгибка торцовых малых клапанов пачки (два снизу и два сверху) осуществляется следующим образом.
Кулачок 58 поднимает шток 59 н закрепленное на |Нем коромысло 60, которое передает движение двум нижним рычагам 61 и 62 с закрепленными на них подсекателями 63 и
которые подгибают два нижиих клапана, через зубчатые секторы 65 и 66 нижние рычаги 61 и 62 приводят в движение два верхних рычага 67 и 68 с закрепленными на них подсекателями 69 к 70, которые подгибают два
верхних клапана. Последние два торцовых клапана подгибаются неподвижными копирами при последующем продвижении кассеты.
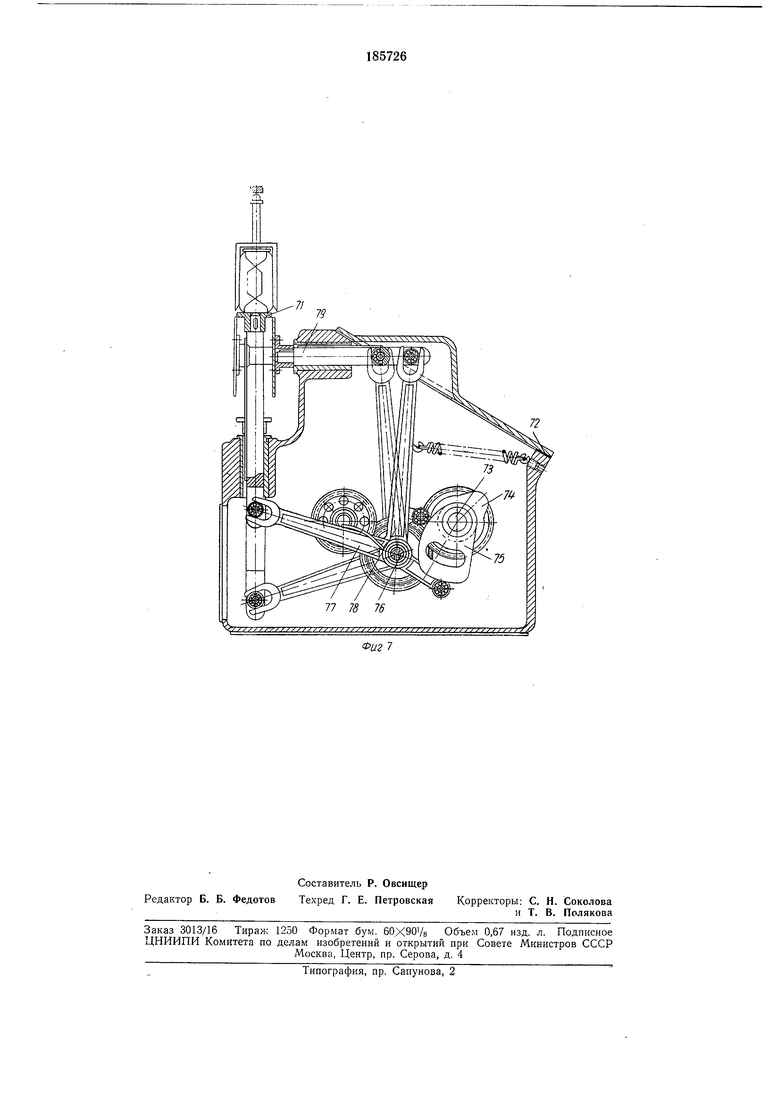
Готовая пачка патронов вместе с приемным столиком 71 механизма выгрузки (фиг. 7) оиускается из кассеты в нижнее положение и освобождается от удерживавших ее лапок.
Внутри герметичного корпуса 72 механизма выгрузки находится кулачковый вал 73 с кулачками 74 и 75 и вал 76 с насаженным на него рычагом 77, при помощи которого поднимается и опускается приемный столик 71, и рычагом 78, приводящим в действие толкатель 7.9.
Готовая пачка патронов с приемного столика 71 подается толкателем 79 на приемный лоток, откуда она поступает на конвейер технологической линии для последующих операций.
В случаях недобора патронов в пачку, обрыва бумаги в рулонах, непоступления заготовок бумаги в кассету при досылке в нее пачки патронов электронные приборы автоматически отключают привод и сигнализируют о случившемся.
В целях безопасности в электросхемах предусмотрены низкое напряжение и микротоки для датчиков, установленных на механизмах устройства.
Предмет изобретения
1. Устройство для пакетирования взрывных
патронов, включающее механизм раскатки бумаги, нанесения клея и трафарета на бумагу н разрезки бумаги на заготовки, механизмы ориентации патронов, набора патронов и формирования пачки, карусель, механизмы завертывания пачки и выгрузки готовых пакетов, а также систему автоматической блокировки, отличающееся тем, что, с целью повышения производительности процесса формирования пачки патронов, в нем механизм формирования пачки выполнен в виде прямоугольных створок, шарнирно связанных с двумя рычагами, укрепленными на штоке, и складывающихся при его подъеме после подачи на них десяти патронов, образуя из них пачку по 5, 2. Устройство по п. 1, отличающееся тем, что, с целью удержания пачек патронов в процессе пакетирования, в нем карусель снабже6на кассетами, содержащими корпус, поршень со штоком и шарнирно укрепленные заш,емляюш,ие рычаги.

/7
0.
39
39
Поз.П
us.5
72
