Предметом изобретения является автоматическое устройство для укладки и упаковки в бумажные обертки швейных ниток на катушках, снабженное многоканальной направляющей для перевода поступающих от двух питателей катушек из вертикального в горизонтальное положение, и толкателем для подачи катушек в упаковочное приспособление.
Описываемое устройство обеспечивает более плотную упаковку катушек, чем известные устройства того же назначения.
Особенность устройства заключается в том, что толкатель выполнен в виде шибера, который периодически перекрывает устья каналов направляющей и задвигает краем по дну лотка, расположенного над толкателем катушки вдоль их осей последовательными рядами в П-образные заготовки-обертки, устанавливаемые на толкателе транспортером.
В устройстве применен мальтийский крест для привода транспортера и кривошипно-шатунная передача для привода толкателя, фиксируемого при перемещении транспортера.
В упаковочном приспособлении применены установленные на транспортере подпружиненные серповидные рычаги, взаимодействующие с коротким продольным краем П-образной заготовки, и неподвижные шины, взаимодействующие с ее длинным краем.
Для заделки торцов обертки в устройстве применены последовательно взаимодействующие с этими торцами и расположенные вдоль транспортера башмаки, подворачивающие внутрь обертки верхние края ее торцов, ролики, подгибающие углы торцов, клеевые диски, неподвижные фигурные пластины, взаимодействующие с концами обертки в торцах и окончательно обжимающие торцы оберток, и обогревательные элементы для подсушки клея.
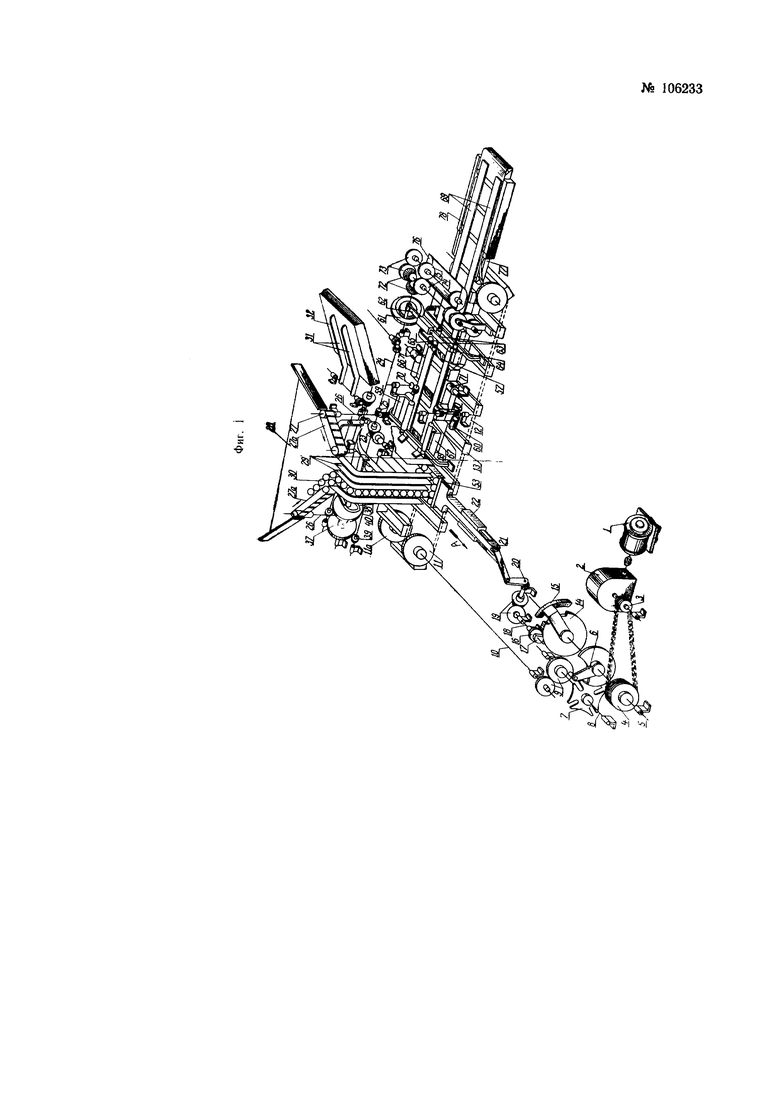
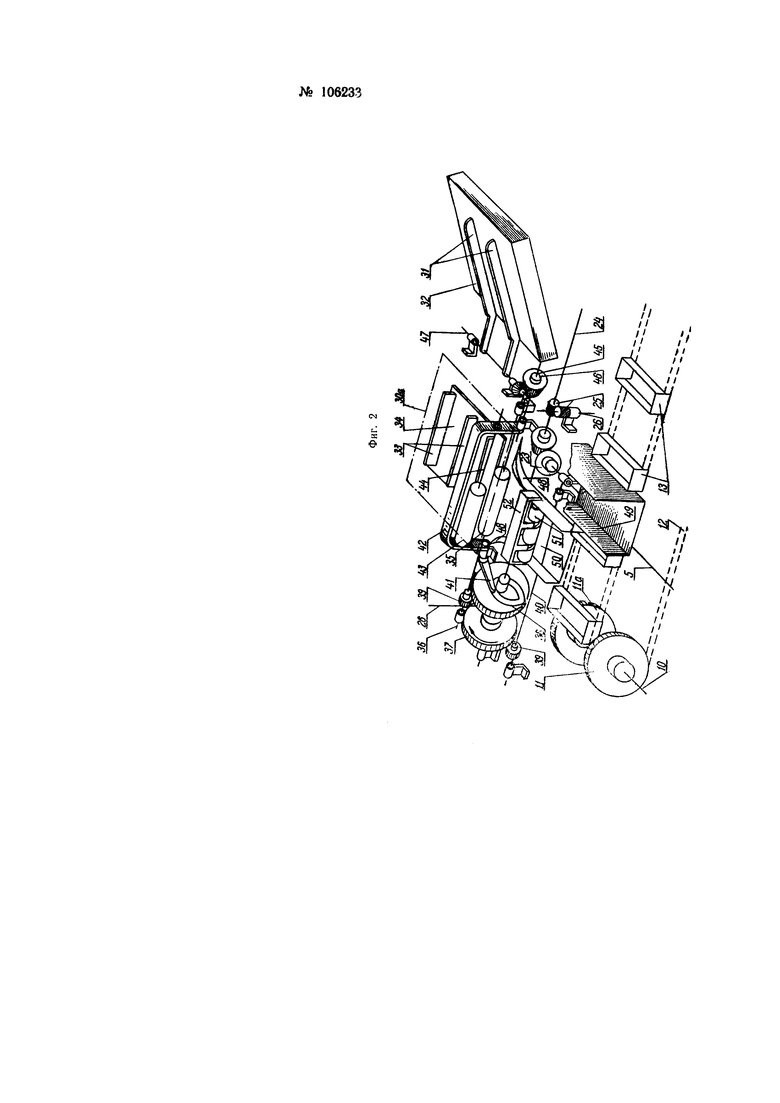
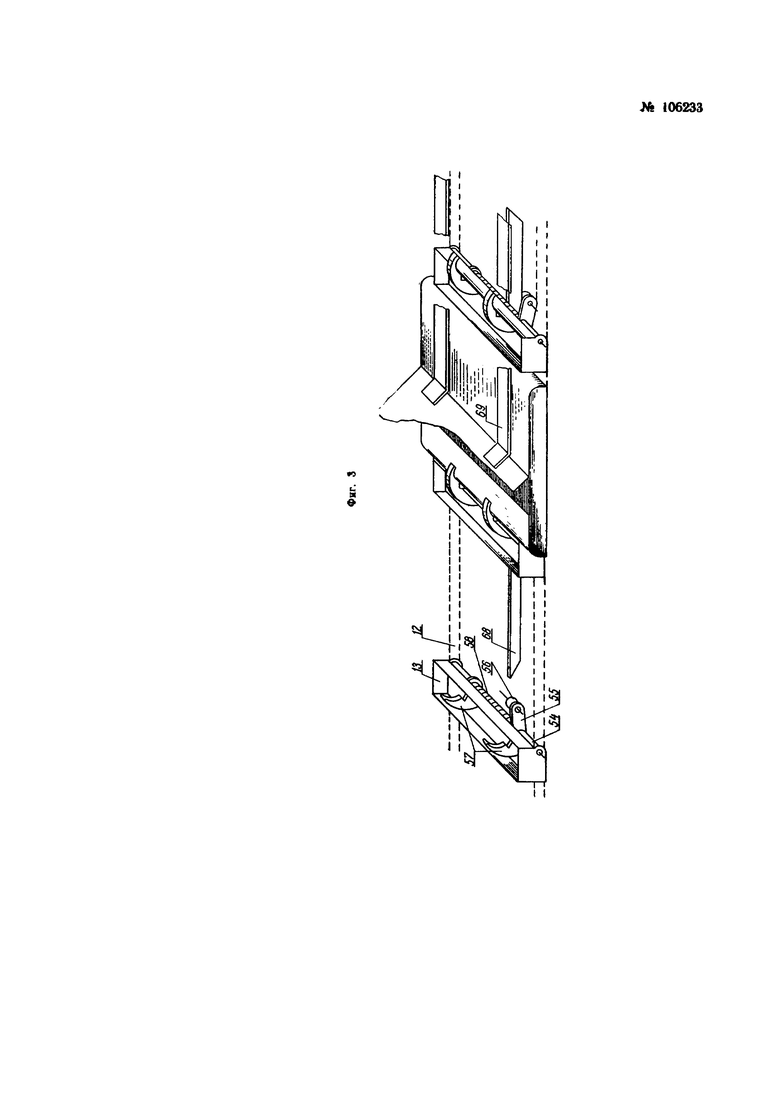
На фиг. 1 изображена кинематическая схема автоматического устройства; на фиг. 2 - схема узла устройства для подачи бумажных листов на формование обертки; на фиг. 3 - схема узла подпружиненных серповидных рычагов, установленных на транспортере устройства; на фиг. 4 - схема подачи катушек к автоматическому устройству; на фиг. 5 - технологическая схема образования П-образной заготовки обертки (восемь положений заготовки).
От двигателя 1 через червячный редуктор 2 и текстропную передачу 3 и 4 получает вращение главный вал 5 автоматического устройства.
На валу 5 жестко насажена шайба с поводком 6, вращающим мальтийский крест 7, жестко сидящий на валу 8, и шестерни 9.
На валу 10 насажены две цепные звездочки 11 и 11а, приводящие в движение цепной транспортер 12, на котором через определенный шаг прикреплены коробки 13.
На валу 5 насажена шестерня 14 с фиксирующим сектором 15, передающим вращение через шестерню 16 с фиксирующим кулачком 17 валику 18. Через коническую пару 19 движение передается кривошипу 20. Через тягу от кривошипа 20 получает возвратно-поступательное движение толкатель 21, скользящий в направляющих 22.
Через коническую пару 23 получает вращение вал 24, передающий движение через шестерни 25 и валики 26 блокам 27 питателей 27а, подающих с наклонного стола 28 катушки в каналы 29 направляющей.
Катушки 30 перемещаются по каналам 29 под действием своего веса.
Один лист бумаги 30а для обертки посредством двух планок 31 с вакуум-присосами отделяется от стопы 32 бумаги и при повороте планок укладывается на стойки 33, укрепленные на столике 34. Лист бумаги передним краем помещается на постоянно вращающийся валик 35, сидящий на валике 36.
На валу 24 посажены шестерня 37 и эксцентрик 38. Шестерня 37 через шестерни 39 передает вращение валикам 40 и 36. Эксцентрик 38 сообщает через ролик качательное движение рычагу 41.
От оси рычага 41 получает качательное движение рамка 40 и валик 43, свободно посаженный на валик 44 рамки 42.
От оси 45 рамки 42 через коническую пару 46 получает возвратно-качательное движение (вместе с рамкой 42) валик 47, с которым связаны планки 31.
При наклоне рамки 42 валик 43 прижимается к лежащей под ним на валике 35 бумаге, которая и перемещается к цепному транспортеру 12.
При перемещении листа бумаги его края на пути движения находят на профильные направляющие 48, которые загибают боковые стороны листа бумаги кверху, образуя П-образную заготовку обертки. Для фиксирования этого профиля заготовки при ее подаче на транспортер 12 лист бумаги проходит через П-образный лоток 49.
Через окно в лотке 49 выступает валик 50, получающий постоянное вращение от валика 40.
На валике 50 лежит и получает вращение грузовой валик 51, удерживаемый от продольного перемещения двумя вилками скобы 52.
Все технологические операции по укладке и упаковке в бумажные заготовки швейных ниток с катушками происходят в момент выстоя ленты транспортера 12.
После подачи П-образной заготовки она при последующем перемещении транспортера 12 на один шаг поступает на загрузку катушками.
Катушки, поступившие по каналам 29, в момент перемещения транспортера 12 из одного положения в другое находятся на верхней плоскости толкателя 21, который в это время находится в состоянии покоя. Толкатель 21 играет роль шибера, который периодически перекрывает устья каналов 29, а с другой стороны краем задвигает катушки последовательными рядами в заготовку по дну 49.
После пяти полных оборотов шестерни 16, за период которых толкатель 21 получает пять ходов, она выходит из зацепления с шестерней 14.
При начале своего пятого хода толкатель перемещается в направлении стрелки А, что дает возможность, например четырем катушкам упереться в упор 53 и, следовательно, удержаться от продольного перемещения, а затем упасть на заготовку, так как толкатель в это время уже переместится.
При перемещении толкателя четыре катушки подаются на заготовку, а остальные им отсекаются.
При последнем пятом ходе толкатель возвращается в начальное положение и останавливается, когда катушки отсечены и находятся на плоскости толкателя.
При следующем перемещении транспортера 12 на один шаг происходит загибание короткого продольного края, а затем и длинного края П-образной заготовки, огибающих уложенные катушки.
В каждой коробке 13 транспортера 12 свободно установлена ось 54, на которой закреплен поводок 55 с роликом 56, два серповидных рычага 57 и одним концом пружина 58, присоединенная другим концом к стенке коробки 13.
Благодаря действию пружины 58 два серповидных рычага 57 находятся в открытом положении.
Заделка торцов обертки происходит от воздействия на нее башмаков 59, а заделка ее углов от поворота и наката роликов 60.
На валу 24 жестко посажен пазовый эксцентрик 61, приводящий в возвратно-поступательное перемещение зубчатую рейку 62, от которой получают вращение шестерни 63, 64 и 65.
Шестерни 64 и 65 жестко насажены на валиках 66 и 67, на которых закреплены башмаки 59, поворачивающиеся на 90° и обжимающие торец обертки.
После загрузки катушек на заготовку в момент перемещения транспортера на один шаг ролик 56, соприкасаясь с копиром 68, заставляет повернуться ось 54 с серповидными рычагами 57 по часовой стрелке и загнуть короткий край заготовки. При дальнейшем перемещении транспортера 12 длинный край заготовки находит на неподвижные шины 69 и загибается.
При операциях по завертке торцов обертки, проходящих во время выстоя транспортера, пачка с катушками все время находится под шинами 69.
От валиков 66 и 67 через винтовые пары 70 на 90° поворачиваются ролики 60, которые подгибают один угол торцов обертки. Другие углы торцов обертки подгибаются при перемещении транспортера 12 при взаимодействии этого угла с роликами 71.
При выполнении последней операции на концы заделанных торцов обертки наносится клей. От вала 24 через коническую пару 72 получает вращение цилиндрическая зубчатая пара 73, а вместе с нею и валик 74 с клеевыми дисками 75, забирающими клей из ванны 76.
После нанесения клея дисками 75, в момент перемещения пачки вместе с транспортером 12 торцы обертки окончательно подгибаются неподвижными фигурными пластинами 77.
При последующем перемещении транспортера 12 пачки, подталкивая друг друга, проходят между двумя обогревательными элементами 78, подсушивающими клей.
Подача катушек в автоматическое устройство осуществляется одновременно с двух этикетно-клейных машин 79. С выпускных лотков этих машин катушки подаются на цепные транспортеры 80, снабженные через определенный шаг лапками-толкателями. Движение транспортеров 80 встречное, что обеспечивает подачу катушек по желобу 81 к вертикальным транспортерам 82.
Вал 83, получающий вращение от вала 24, передает движение валу 84, на котором посажены цепные звездочки транспортеров 82.
Катушки, поднятые транспортерами 82, отделительными барабанами 85, подаются по лотку на наклонный стол 28.
Катушки, отделяемые барабанами 85, при перемещении их в лотке переходят из горизонтального положения в вертикальное благодаря винтовой поверхности дна лотка.
В вертикальном положении катушки, как было указано вначале, питателями 27а подаются в каналы 29 автоматического устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для упаковки катушек с нитками в пачки | 1958 |
|
SU118015A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Машина для упаковки в бумагу штучных изделий, например, марлевых бинтов | 1956 |
|
SU107696A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Автомат для упаковывания сахара-рафинада | 1991 |
|
SU1822835A1 |
| УСТРОЙСТВО ДЛЯ ЗАВЕРТЫВАНИЯ В «НОСОК» ШТУЧНЫХ ИЗДЕЛИЙ | 1973 |
|
SU379460A1 |
| УСТАНОВКА ДЛЯ ГРУППОВОЙ УПАКОВКИ И ЗАКЛЕЙКИ В БУМАГУ ПРЯМОУГОЛЬНЫХ ИЗДЕЛИЙ | 1970 |
|
SU259689A1 |
| Автомат для упаковки катушек с нитками | 1956 |
|
SU110861A1 |
| Устройство для упаковывания цилиндрических изделий | 1984 |
|
SU1303496A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ БИНТОВ И ПОДОБНЫХ ШТУЧНЫХ ИЗДЕЛИЙ | 1969 |
|
SU256600A1 |


1. Автоматическое устройство для укладки и упаковки в бумажные обертки швейных ниток на катушках, снабженное многоканальной направляющей для перевода поступающих от двух питателей катушек из вертикального в горизонтальное положение, и толкателем для подачи катушек в упаковочное приспособление, отличающееся тем, что, с целью обеспечения плотности упаковки катушек, толкатель выполнен в виде шибера, который периодически перекрывает устья каналов направляющей и задвигает краем по дну лотка, расположенного под толкателем, катушки вдоль их осей последовательными рядами в П-образные заготовки обертки, устанавливаемые на толкателе транспортером.
2. Форма выполнения устройства по п. 1, отличающаяся применением механизма мальтийского креста для привода транспортера и кривошипно-шатунной передачи для привода толкателя, фиксируемого при перемещении транспортера.
3. Форма выполнения устройства по п. 1, отличающаяся применением в упаковочном приспособлении установленных на транспортере подпружиненных серповидных рычагов, взаимодействующих с коротким продольным краем П-образной заготовки, и неподвижных шин, взаимодействующих с ее длинным краем.
4. Устройство по п. 1, отличающееся применением для заделки торцов обертки последовательно взаимодействующих с этими торцами и расположенных вдоль транспортера башмаков, подворачивающих внутрь обертки верхние края ее торцов, роликов, подгибающих углы торцов, клеевых дисков, неподвижных фигурных пластин, взаимодействующих с концами обертки и окончательно обжимающих торцы оберток, и обогревательных элементов для подсушки клея.
