Известны автоматы для сортировки деталей по коэрцитивной силе, содержащие бункер, наклонный ЛОТОК, па котором установлены намагничиваюише, размагничивающая и измерительная катущки.
Предлагаемый автомат отличается от известных тем, что он содержит две размагничивающие катушки, создающие магнитные поля неравной напряженности и расположенные одна за другой по ходу движения коптролпруемой детали, две пары измерительных катушек, схему, формирующую прямоугольные имиульсы, и три датчика положения детали. Один датчик положения детали служит для включения намагничивающего тока, а два других - ДЛЯ запуска схемы, формирующей прямоугольные имнульсы онределенной полярности. Логическая схема сравнивает полярности прямоугольных импульсов и сигнала, снятого с измерительных катушек.
Это повышает производительность и точность контроля.
На чертеже изобрал ена блок-схема устройства,
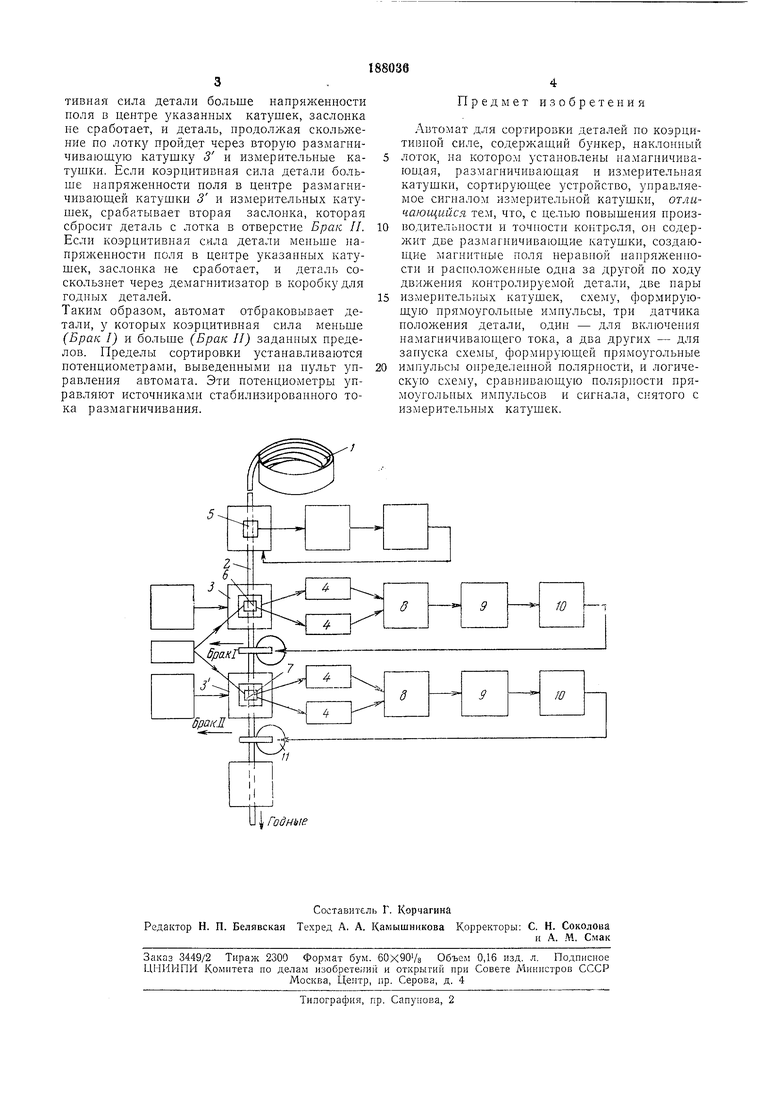
Автомат состоит из бункера 1, наклонного лотка 2, размагничивающих катущек 3, 3, создающих магнитные поля неравной напряженности и расположенных одна за другой по ходу движения контролируемой детали, двух пар измерительных катущек (на чертеже не показаны), схемы 4 формирования прямоугольных импульсов.
Датчик 5 для включения намагничивающего тока, датчики 5 и 7 - для запуска схемы, формирующей прямоугольные импульсы определенной полярности. Логическая схема 5 сравнивает полярности прямоугольных имнульсов и сигнала, снятого с измерительных катушек. Сортирующее устройство содержит схему формирования 9, вырабатывающую импульс длительностью 0,2-0,8 сек, когда на вход ее постунает сигнал с выхода логической схемы 8.
Сформированиый сигнал усиливается усилителем 10 и постунает на реле-заслонку 11.
Заслонка включается на время, достаточное ДЛЯ скидывания проконтролированной детали с наклонного лотка.
Детали навалом загрул-саются в бункер и ориентируются вдоль оси. Из бункера детаЛИ одна за другой падают на наклонный лоток с интервалом в 150 мм. Скользя по наклонному лотку, каждая деталь последовательно проходит через намагничивающую катущку (на чертеже не показана), в которой
она импульсно намагничивается до насыщения на глубину 1,0 мм.
Ксли коэрци.riii.iiaji: сила детЯЛИ меньше напряжеиности поля в центре размагничивающей катушк 3 и измерительных катушек, срабатывает заслонка, которая сбрасывает деталь с лотка Б отверстие Брак I. Если коэрцитивная сила детали больше напряженности поля в центре указанных катушек, заслонка не сработает, и деталь, продолжая сколъжсние но лотку пройдет через вторзЮ размагничивающую катушку 3 и измерительные катушки. Если коэрцитивная сила детали больше напряженности ноля в центре размагничиваюш,ей катушки и измерительных катушек, срабатывает вторая заслонка, которая сбросит деталь с лотка в отверстие Брак II. Если козрцитивная сила детали меньше напряженностн ноля в центре указаикых катушек, заслонка не сработает, и деталь соскользнет через демагнитизатор в коробку для годных деталей.
Таким образом, автомат отбраковывает детали, у которых коэрцитивная сила меньше (Брак I) и больше (Брак II) заданных пределов. Пределы сортировки устанавливаются потенциометрами, выведенными на пульт управления автомата. Эти потенциометры управляют источниками стабилизированного тока размагничивания.
I
Предмет изобретения
Автомат для сортировки деталей по коэрцитивной силе, содержаший бункер, наклонный лоток, на котором установлены намагничиваюпдая, размагничивающая н измерительная катушки, сортирующее устройство, управляемое сигналом измерительной катушки, отличающийся тем, что, с целью повышения нроизводительности и точности контроля, он содержит две размагничивающие катушки, создающие магнитиые ноля неравной напряжениости и расположенные одна за другой по ходу движения контролируемой детали, две пары
измерительных катушек, схему, формирующую прямоугольные импульсы, три датчика положения детали, один - для включения намагиичнваюшего тока, а два других - для зануска схемы, формирующей прямоугольные
импульсы онределенной полярности, и логическую схему, сравнивающую ноляр юсти нрямоугольпых импульсов и сигнала, снятого с измерительных катущек.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ | 1973 |
|
SU385634A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ ПО КОЭРЦИТИВНОЙСИЛЕ | 1970 |
|
SU264751A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯи | 1964 |
|
SU166069A1 |
| ВИНТОВОЙ ЛИМИИ ЗЛЕКТРОПРОВОДИЬ!Х ИЗДЕЛИЙ | 1973 |
|
SU390349A1 |
| Электромагнитный сепаратор | 1976 |
|
SU825154A1 |
| АВТОМАТ для СОРТИРОВКИ И КОНТРОЛЯ ТВЕРДОСТИ СТАЛЬНЫХ ШАРИКОВ ПО КОЭРЦИТИВНОЙ | 1973 |
|
SU381965A1 |
| Размагничивающее устройство | 1983 |
|
SU1312651A1 |
| Устройство для сортировки ферромагнитных деталей | 1989 |
|
SU1743653A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ | 1968 |
|
SU221319A1 |
| Прибор для определения качества термообработки изделий | 1943 |
|
SU72825A1 |
