Известный способ поверки приборов, входным и выходным параметром которых является давление, например дифманометров (манометров) с пневматическими выходными сигналами, заключается в измерении посредством образцового манометра ряда дискретных значений выходного давления прибора, соответствуюодего заданному по другому образцовому манометру входному давлению, и сравнении измеренного значения выходного давления с расчетным. Этот способ поверки трудоемкий, а погрешность, ограниченная суммарной погрешностью двух -образцовых манометров, применяемых при поверке, соизмерима с погрешностью 1поверяемого прибора, что противоречит требованиям метрологии к соотношению классов точности образцового -и поверяемого приборов.
Для повышения точности поверки и автоматизации процесса предлагается входное и соответствуюшее ему выходное давление поверяемого прибора преобразовать в противоположно направленные усилия или моменты в отношении, равном коэффициенту преобразования поверяемого прибора, и по разности их значений судить о величине .погрешности.
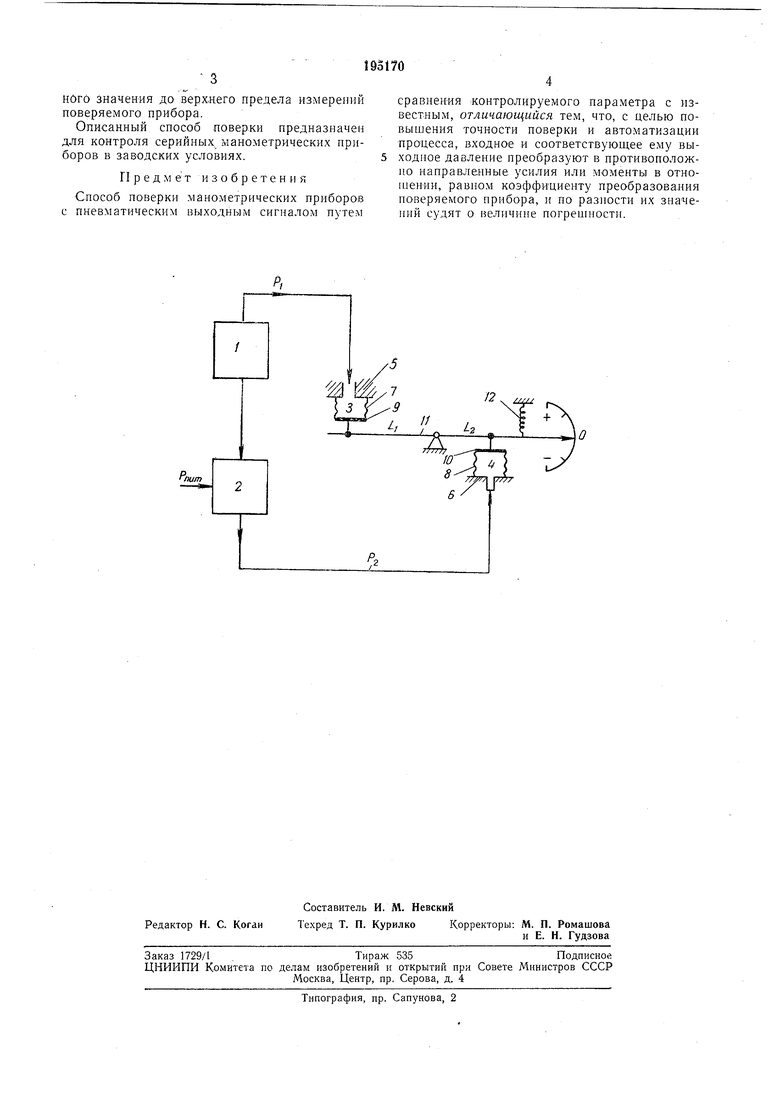
На чертеже изображена схема установки для осуодествления .предлагаемого способа поверки.
данному закону, например обычный пресс, поверяемый прибор 2, камеры 3 н 4, образованные соответственно корпусами 5 и 5 и чувствительными элементами 7 и 5 (сильфон, мембра.на, поршень, колокол и т. п.) со штоками 9 и W, которые связаны с уравновешенным в начальном ноложении рычагом 11 механизма 12 для измерения разности противоположно направленных сил или моментов, например пружинного.
Непосредственное определение абсолютной величины погрешиости обеспечивается благодаря тому, что отношение усилий, развиваемых чувствительными элементами, или моментов равно коэффициеиту преобразования поверяемого прибора.
Поверка производится следуюшнм образом.
Входное давление Р от генератора / .давлення нодают на вход поверяемого прибора 2 и в камеру 3, а соответствуюшее ему выходное давление Р-2 поверяемого прибора - в камеру 4. В камерах посредством чувствительных элелентов входное и выходное давления преобразуются в моменты, равнодействующую которых, равную величине погрешности, измеряют рычажно-пружинным механизмом.
НОгб значения до верхнего предела измерений поверяемого прибора.
Описанный способ поверки предназначен для контроля серийных манометрических приборов в заводских условиях.
Предмет изобретения
Способ поверки манометрических приборов с пневматическим выходным сигналом путем
сравнения контролируемого параметра с известным, отличающийся тем, что, с целью повышения точности поверки и автоматизации процесса, входное и соответствующее ему выходное давление преобразуют в противоположно направленные усилия или моменты в отношении, равном коэффициенту преобразования поверяемого прибора, и по разности их значений сулЧЯт о величине погренпюсти.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ПОВЕРКИ | 1971 |
|
SU301993A1 |
| СПОСОБ ПОВЕРКИ ДИФФЕРЕНЦИАЛЬНО-ИНДУКТИВНОГО ДАТЧИКА ИЗБЫТОЧНОГО ДАВЛЕНИЯ | 2016 |
|
RU2645799C1 |
| Устройство для автоматической поверки стрелочных приборов | 1991 |
|
SU1800262A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ МЕТРОЛОГИЧЕСКИХ | 1971 |
|
SU310205A1 |
| СТЕНД ДЛЯ ПОВЕРКИ И КАЛИБРОВКИ ДАТЧИКОВ ДАВЛЕНИЯ | 2014 |
|
RU2573452C2 |
| Способ динамической поверки манометров | 1988 |
|
SU1597638A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРКИ МАНОМЕТРОВ | 2004 |
|
RU2282166C1 |
| Способ воспроизведения образцовых значений давления | 1990 |
|
SU1817842A3 |
| УСТРОЙСТВО ДЛЯ ВОСПРОИЗВЕДЕНИЯ И ПЕРЕДАЧИ ЕДИНИЦ МАССОВОЙ КОНЦЕНТРАЦИИ ГАЗОВ В ЖИДКИХ И ГАЗОВЫХ СРЕДАХ | 2016 |
|
RU2626021C1 |
| Способ поверки измерительных приборов | 1985 |
|
SU1290217A1 |
