Известны шаблоны для контроля профиля изделий, содержащие опоры, линейку, измерительную каретку, перемещающуюся вдоль линейки, и контактный подпружиненный калиброванный штифт, закрепленный на каретке.
Предложенный шаблон отличается от известных тем, что на нем дополнительно установлен ряд контактных штифтов, которые фрнкционно закреплены на линейке 1езависимо от каретки. В результате этого можно фиксировать контролируемый профиль и затем произвести его контроль, например, в лабораторных условиях, что повышает производительность.
Ма фиг. 1 изображен предлагаемый Н1аблон, общий вид; на фиг. 2 - каретка, продольный разрез по А-А на фиг. 1.
Шаблон для контроля .профиля изделий содержит опоры /, измерительную карегку 2 с отсчетным устройством 3, перемещающуюся вдоль линейки 4, и контактный штифт 5, закрепленный на каретке, отсчет положения которого производится по нониусу каретки.
ционно закрепленных на линейке 4 независимо от каретки. Прокладка 6 с иомощью металлической плаики 8 прижимает штифты 7 к линейке 4, создавая трение, препятствующее свободному перемеп ению штифтов.
С целью исключения параллакса в измерительной каретке 2 встроеиы два зиака 9 с визирными биссекторами. В исходном положеНИИ риска «О на шкале отсчетного устройства и каретки 2 должна совпадать с риской нониуса, а опорные повер.хпостн проходить в центре визирных биссекторов.
При получении «слеика сечения измерительная каретка 2 иереводится в крайнее правое или левое положение. Штифты 7 выдвигаются в крайнее (в сторону оиор) исходное положение. Затем шаблон нрикладывается к
контролируемому профнлю изделия 10. Пажимом на шаблон смещают штнфты 7 до тех пор, пока опоры не соприкоснутся с изделием. Снятый с профиля шаблон сохранит «слепок формы контролируемого профиля издеЛИЯ. Для определения величины отклоиений сечения профиля (высот штифтов от опоры) вдоль линейки 4, по направляющей, перемещают измерительиую каретку 2. Затем измеряют отклонение профнля изделия путем отПредмет изобретения
Шаблон для контроля профиля изделий, содержащий измерительную каретку, линейку, по которой перемещается каретка с контактным штифтом, отсчет положения которого производится по нониусу каретки, отличающийся тем, что, с целью увеличения производительности, на нем дополнительно установлен ряд контактных штифтов и все штифты фрикционно закреплены на линейке независимо от каретки.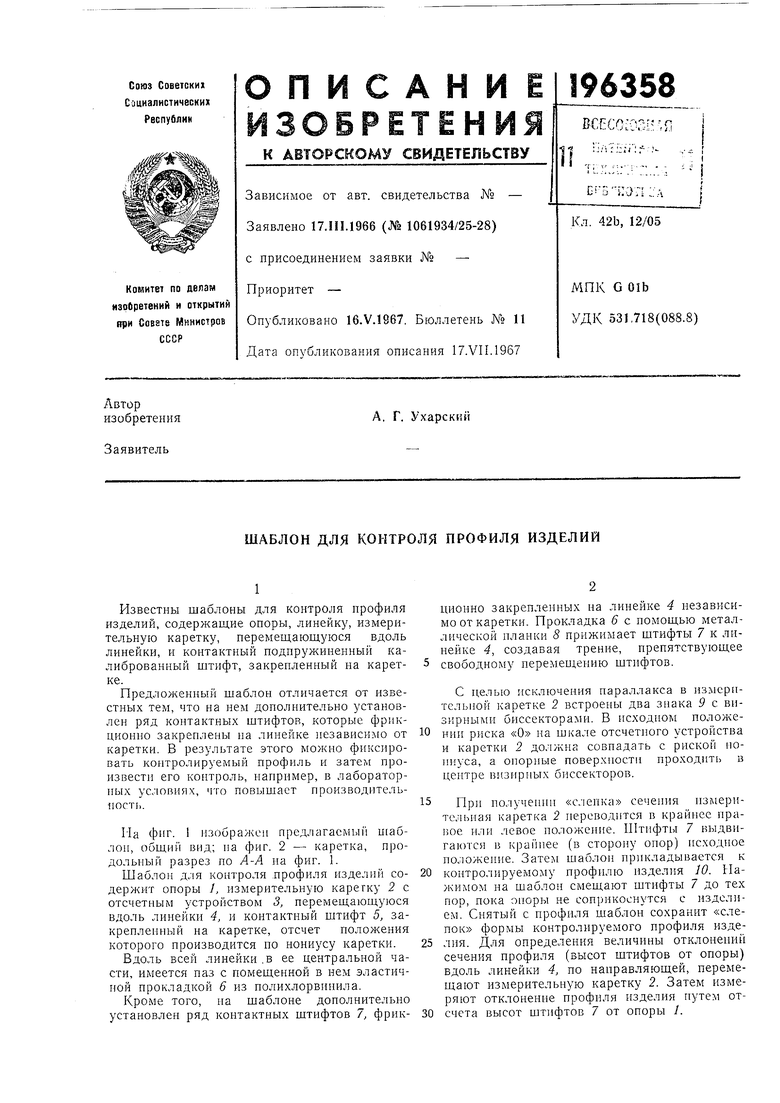
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный шаблон специалиста неразрушающего контроля | 2019 |
|
RU2714458C1 |
| Устройство для контроля геометрических параметров деталей | 1983 |
|
SU1211592A1 |
| Устройство для измерения угла между лопастями гидромашин | 1984 |
|
SU1245860A1 |
| ИНДИКАТОРНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ КОНТРОЛЯ ВЕЛИЧИНЫ ВЫСТУПАНИЯ ПОТАЙНЫХ ГОЛОВОК ЗАКЛЕПОК | 1991 |
|
RU2044260C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ | 1998 |
|
RU2187068C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2188388C2 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ФОРМЫ и РАСПОЛОЖЕНИЯ КОНТАКТНОЙ ЛИНИИ КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1972 |
|
SU356445A1 |
| Устройство для измерения изделий сложной формы | 1990 |
|
SU1758405A1 |
| КООРДИНАТНОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1985 |
|
SU1840370A1 |
| ИЗМЕРИТЕЛЬ ДИАМЕТРА КРУГА КАТАНИЯ БАНДАЖА КОЛЕСНОЙ ПАРЫ | 2005 |
|
RU2300732C1 |
JliLLUiuiiLiLlJ о I 2 3 5 6 7 MiMllmnl
