Извёсте: спосо:б футеровМ деталей фурменного прибора доменной печи огнеупорным бетоном путем нагнетания последнего в зазор между опалубкой и внутренней поверхностью футеруемой дегали. Данный способ не обеспечивает подачи и уплотнения вязких огнеупорных масс. Футеровка из вязких масс набивается вручную. С целью механизапии работы по футеровке деталей фурменного прибора доменной печи набивку огнеупорной массы осуществляют вибросердечниками, форма и размеры которых соответствуют форме и размерам футеруемой детали.
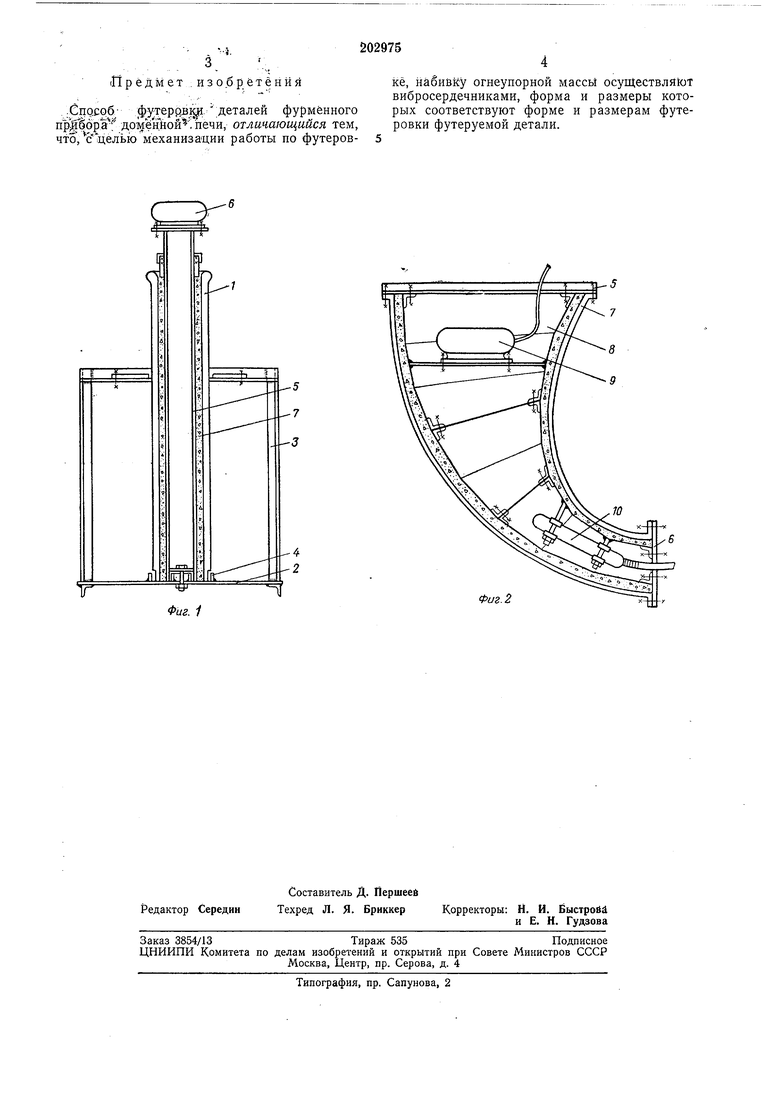
На фиг. 1 схематически изображено расположение цилиндрических деталей при набивке футеровки предлагаемым способом; на фиг. 2 -расположение колена.
Для выполнепия способа металлическая отлизка сопла 1 (цилиндрического патрубка или фурмы) устанавливается на поддон 2 в вертикальное положение. Сопло в вертикальном положении удерживается рамой 3. Цилиндрический патрубок или фурма удерживается болтами, пропущенными через лоддон 2 и отверстия во фланцах деталей (на черт, не показано). В кольцо 4, прикреплепное к поддону 2, вставляется футеруемая деталь. Это предохраняет ее от горизонтальных смещений при вибрировании. После этого внутрь футеруемой Детали встайляют вибросердечникн, поверхность которых покрывается техническим церезином.
Вибросердечник для футеровки цилиндрических деталей состоит из трубы 5 соответствующего диаметра и длины и вибратора 6. Заданная толщина футеровки детали обеспечивается поперечными разрлерами сердечника.
Металлическая отливка колена 7 устанавливается в оснастку так, чтобы основание большего диаметра занимало горизонтальное положение. Вибросердечник 8, соответствующий конфигурации внутренней поверхности детали, состоит из трех блоков.
В верхний и нижний блоки устанавливаются вибраторы 9 и 10. Укладка и уплотнение огнеупорной массы производятся вибросердечниками. После футеровки детали выдерживаются в воздушно-сухих условиях при температуре 20-25°С в течение 4-5 час. Затем вибраторы снимаются. Внутрь вибросердечников вставляется электронагреватель, с помощью которого плавится церизин, что способствует удалению сердечника. Футерованная деталь выдерживается в воздушно-сухих условиях 2-3 суток, затем футеровка сушится при температуре 100-110°С в течение 32 час (условия сушки приведены при футе(Предмет .изобретения .Спо.соб; футеррвр деталей фурменного пр бора доменйой печи, отличающийся тем, что , с целью механизации работы по футеров- 5 кё, набивку огнеупорной массы осуществляют вибросердечниками, форма и размеры которых соответствуют форме и размерам футеровки футеруемой детали, 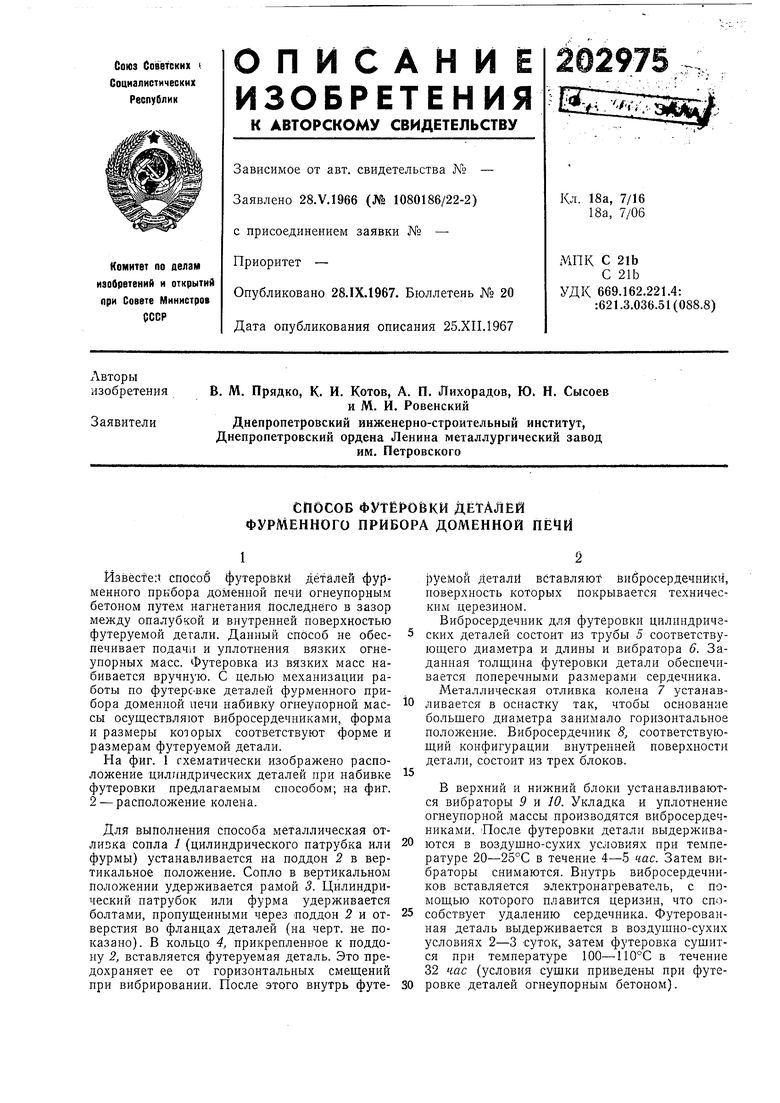
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для футеровки деталей фурменного прибора доменной печи | 1985 |
|
SU1252343A1 |
| ДОМЕННАЯ ПЕЧЬ | 2007 |
|
RU2365628C1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2692390C1 |
| Бетонная смесь | 1985 |
|
SU1335548A1 |
| ФУРМЕННЫЙ ПРИБОР ДЛЯ ПОДАЧИ ДУТЬЯ В ДОМЕННУЮ ПЕЧЬ | 1991 |
|
RU2039838C1 |
| СОПЛО ФУРМЕННОГО ПРИБОРА ДОМЕННОЙ ПЕЧИ | 1992 |
|
RU2048528C1 |
| Устройство фурменного прибора шахтной печи | 1973 |
|
SU537633A3 |
| Сопло фурменного прибора доменной печи | 1982 |
|
SU1073285A1 |
| Шахта доменной печи | 1985 |
|
SU1257090A1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2138559C1 |
Ш i Е
Фиг. 1
Фиг. 2
