Известны устройства для регулирования сварочного тока, содержащие дроссель и выпрямитель переменного тока.
Отличительной чертой предлагаемого устройства является подключение в сварочную цепь коммутирующих тиристоров, управляемых с помощью электронного реле, собранного на полупроводниковых триодах и срабатывающего от сигнала с шунта, введенного в сварочную цепь.
Устройство позволит повысить к.п.д. при сварке от источника с жес1кой внешней характеристикой, панример от многопостового источника.
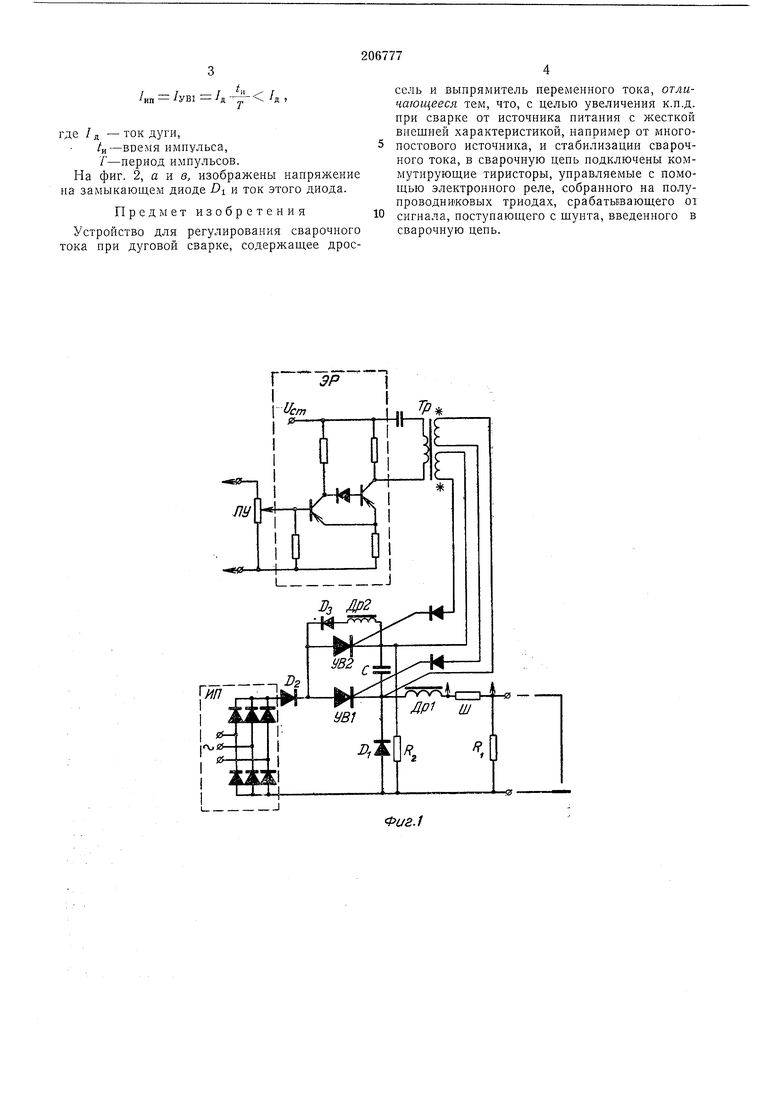
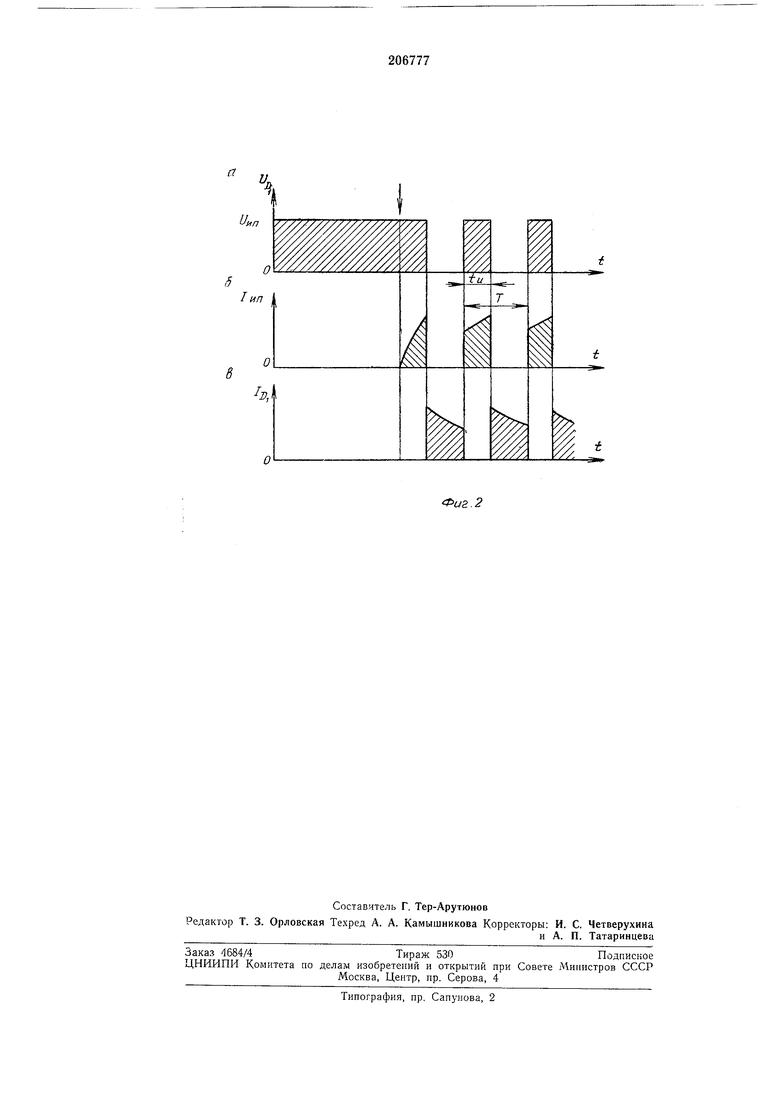
На фиг. 1 изображена электрическая схема устройства; на фиг. 2 - напряжение и ток на замыкающем диоде D.
Силовая цепь регулятора состоит из управляемого вептиля УВ1, дросселя Др1, шунта Ш и замыкающего диода D. Для освобождения регулятора от параллельных нагрузок в силовую цепь включен диод D.
Цепи управления регулятора включают цепь гасящего конденсатора С с коммутирующим вентилем УВ2, цепь перезаряда конденсатора с дросселем Др2 и диодом D, электронное реле ЭР с дифференцирующим трансформатором Тр на выходе, который питается от стабилизированного источника напряжения .
Вентиль УВ1 открывается нри подаче питания на электронное реле ЭР и остается открытым благодаря нагрузке Ri при отсутствии тока сварки.
Замыканием элекгрода на изделие начинается сварка. Когда нарастающий сварочный ток достигает такой величины, что напряжение на Я/ будет равно напряжению срабатывания реле ЭР (1 б), реле сработает и
Поступит поджигающий импульс на УВ2. Предварительно заряженный через сопротивление 2 конденсатор С перезаряжается и гасит УВ1. Наступает пауза. Энергия, накопленная во время импульса в
Др1, поддерживает сварочный ток, который замыкается через D. Когда сварочный ток спадет до такой величины, что напряжение на Ш будет равно напрял ению отпускания ЭР ( - 0,7 в), реле отпустит, и поступит импульс
на УВ}. УВ открывается и конденсатор С перезаряжается по цепи Др2-Оз-УВ1. Период закончился.
Таким образом, ток в сварочной цепи полностью определяется параметрами ЭР (Ucpas
и отп) и установкой (положением) движка
потенциометра управления ПУ, который делит
сигнал обратной связи по току, снятый с
1,г, ,,,
где /д - ток дуги,
4-время импульса, /-период импульсов.
На фиг. 2, а и в, изображены напряжение на замыкающем диоде DI и ток этого диода.
Предмет изобретения
стройство для регулирования сварочного тока при дуговой сварке, содержащее дроссель и выпрямитель переменного тока, отличающееся тем, что, с целью увеличения к.п.д. при сварке от источника питания с л есткой внешней характеристикой, например от многопостового источника, и стабилизации сварочного тока, в сварочную цепь подключены коммутирующие тиристоры, управляемые с помощью электронного реле, собранного на полупроводниковых триодах, срабатьввающего от сигнала, поступающего с щупта, введенного в сварочную цепь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор для дуговой сварки | 1987 |
|
SU1442344A1 |
| Регулятор сварочного тока | 1987 |
|
SU1504027A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Многопостовое устройство для электродуговой сварки | 1980 |
|
SU893441A1 |
| Устройство для сварки | 1985 |
|
SU1238919A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| УСТРОЙСТВО для АРГОНО-ДУГОВОЙ СВАРКИ | 1969 |
|
SU248115A1 |
v
и,.
ип
2
Фиг. 2
