Известны катоды-инструменты для размерной электрохимической обработки, у которых внутренняя поверхность имеет винтовую нарезку для сообщения струе электролита вращательного движения.
Существенно новым в предложенном катоде-инструменте является выполнение внутренней полости с постоянным сужением к рабочему торцу, а его верхней части - в виде коноидального насадка со смещением от вертикалькой оси таким образом, что струя электролита перемещается по касательной к внутренней конической поверхности и приходит в круговое движение под действием возникающей при этом центробежной силы.
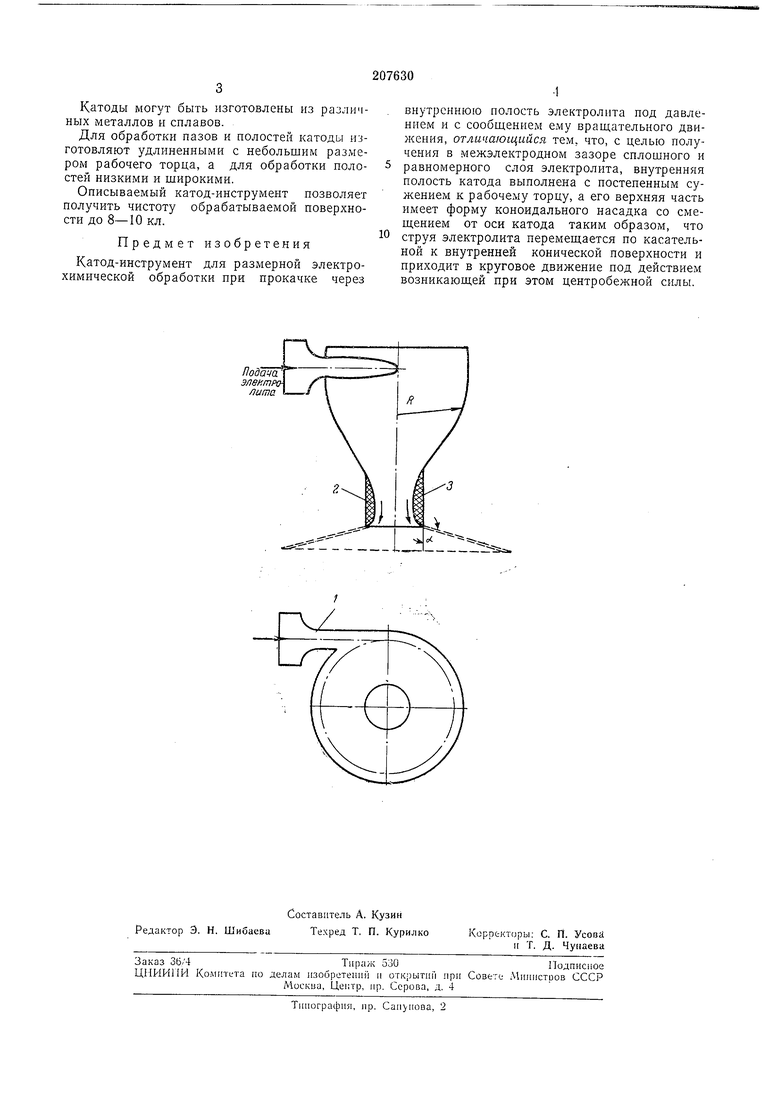
На чертеже представлен катод-инструмент.
Патрубок /, выполненный в виде коноидального насадка, через который во внутреннюю полость катода-инструмента подают под давлением электролит, смещен от оси катодаинструмента так, что струя электролита с больщой скоростью поступает к катоду по касательной к его внутренней, цилиндрической поверхности и приходит в быстрое круговое движение.
да-инструмента, благодаря сужению катода достигают увеличения окружной скорости электролита,так как
VOKP К const,
где R - радиус вращения электролита,
VOKP - окружная скорость электролита. Следовательно, получается значительное увеличение центробежной силы, так как
, R
где F - центробежная сила,
т - масса электролита в единице объема.
При относительно небольщом давлении внутри патрубка /, около 2,5-3 ати, на электролит действует центробежная сила перед выходом из катода, в десятки тысяч раз превосходящая центробежную силу известных катодов.
Для получения большего угла разворота струи электролита а делают плавный переход от внутренней поверхности катода к его рабочему торцу 2 с электроизоляционным покрытием 3.
Катоды могут быть изготовлены из различных металлов н сплавов.
Для обработки пазов и полостей катоды изготовляют удлиненными с небольшим размером рабочего торца, а для обработки полостей низкими и широкими.
Описываемый катод-инструмент позволяет получить чистоту обрабатываемой поверхности до 8-10 кл.
Предмет изобретения
Катод-инструмент для размерной электрохимической обработки при прокачке через
внутреннюю полость электролита под давлением и с сообщением ему враодательного движения, отличающийся тем. что, с целью получения в межэлектродном зазоре сплошного и равномерного слоя электролита, внутренняя полость катода выполнена с постепенным сужением к рабочему торцу, а его верхняя часть имеет форму коноидального насадка со смеш,ением от оси катода таким образом, что струя электролита перемещается по касательной к внутренней конической поверхности и приходит в круговое движение под действием возникающей при этом центробежной силы.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОД-ИНСТРУМЕНТВСЕСОЮЗНАЯП-'! i^b.'T'H;'! V'."s'''.--'!r''-fJ,tj >&'••' i.\,',i K(j- , ,.ЛГ(Л 'iElllilЬнБЛ^'^07;г.;гГД | 1972 |
|
SU338343A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗРЕЗКИЗАГОТОВОК | 1971 |
|
SU420427A1 |
| Устройство для смешения газа с электролитом при размерной электрохимической обработке | 1976 |
|
SU580078A2 |
| В П ТБ | 1973 |
|
SU399337A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ | 1972 |
|
SU331868A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1036486A2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| УСТРОЙСТВО для ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ | 1969 |
|
SU257982A1 |
| ВОДОПОДЪЕМНОЕ УСТРОЙСТВО | 2006 |
|
RU2329408C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
