Известны катоды-инструменты для электрохимической обработки, в частности катод-инструмент, требуемую геометрическую форму которого подбирают экспериментально с учетом гидравлических параметров течения электролита и различной напряженности электрического поля. Такие катоды не обеспечивают высокой точности электрохимической обработки.
Предлагаемый катод-инструмент отличается от известного тем, что его рабочий конец имеет плавные очертания и весь он помещен в воронкообразную полость с трубчатым наконечником, форма конца которого выбрана из условий наилучших гидродинамических характеристик образованного между концевой частью трубки и инструмента зазора, предгНазшачаемого для эвакуации П1осту1паюи1,е1-о сквозь катод-инструмент электролита при подаче с необходимой степенью раскрутки в воронкообразную полость жидкости, например электролита, выводимой из полости на слив.
Это обеспечивает эвакуацию электролита из рабочей зоны.
Предлагаемый катод-инструмент представлен на чертеже.
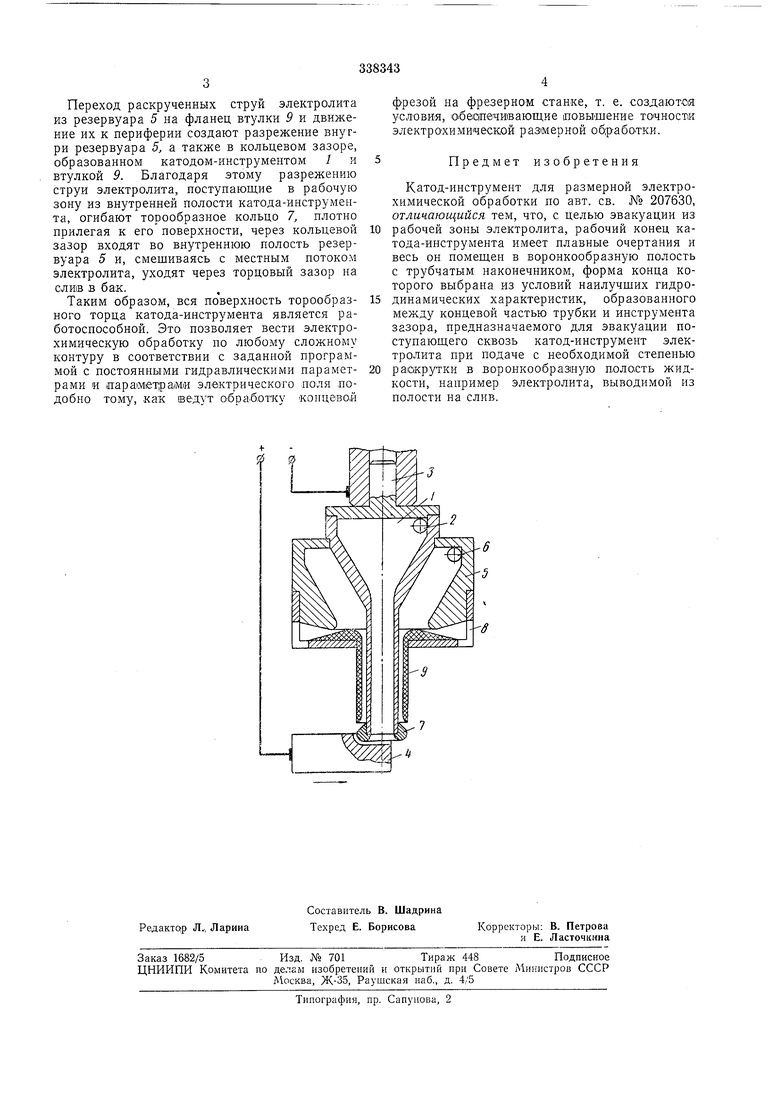
хвостовика 5 и подключен к отрицательному полюсу источника постоянного тока. Положительный полюс этого источника присоединен к обрабатываемой детали 4. На катоде-инструменте снаружи, соосно с ним, закреплен сужающийся полый резервуар 5 со смещенным относительно оси входным отверстием 6. Между рабочим торцом этого резервуара и торообразным кольцом 7 при помощи центрирующего стакана 8, имеющего на переходе от цилиндра к доныщку проходы для электролнта, установлена токонепроводящая втулка Р с фланцем, в результате чего между узким торцом этой втулки, торообразным кольцом 7 катода-инструмента, а также между фланцем этой втулки и рабочим торцом резервуара 5 образуются зазоры. Наружный диаметр кольца 7 больще или равен наружному диаметру втулки 9.
Перед началом обработки из бака с помощью насоса через входные отверстия 2 и 6 во внутренние полости катода-инструмента / и резервуар 5 подают электролит. Во внутренних полостях струи электролита
приходят в быстрое круговое движение и под действием центробежных сил поступают в зону обработки и на фланец токонепроводящей втулки 9, откуда через проходы, имеющиеся в центрирующем стакане 8, поступают на слив
Переход раскрученных струй электролита из резервуара 5 на фланец втулки 9 и движение их к периферии создают разрежение внутри резервуара 5, а также в кольцевом зазоре, образованном катодом-инструментом 1 и втулкой 9. Благодаря этому разрежению струи электролита, поступающие в рабочую зону из внутренней полости катода-инструмента, огибают торообразное кольцо 7, плотно прилегая к его поверхности, через кольцевой зазор входят во внутреннюю полость резервуара 5 и, смешиваясь с местным потоком электролита, уходят через торцовый зазор на слив в бак.
Таким образом, вся поверхность торообразного торца катода-инструмента является работоспособной. Это позволяет вести электрохимическую обработку по любому сложному контуру в соответствии с заданной программой с постоянными гидравлическими параметрами и параметра/ми электрического поля подобно тому, как ведут обра-ботку «оицевой
фрезой на фрезерном станке, т. е. создаются условия, обаопечиеающие иовышение точности электрохимической размерной обработки.
Предмет изобретения
Катод-инструмент для размерной электрохимической обработки по авт. св. № 207630, отличающийся тем, что, с целью эвакуации из
рабочей зоны электролита, рабочий конец катода-инструмента имеет плавные очертания и весь он помещен в воронкообразную полость с трубчатым наконечником, форма конца которого выбрана из условий наилучших гидродинамических характеристик, образованного между концевой частью трубки и инструмента зазора, предназначаемого для эвакуации поступающего сквозь катод-инструмент электролита при подаче с необходимой степенью
раюкрутки в воронкообразную полость жидкости, например электролита, выводимой из полости на слив.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОД-ИНСТРУМЕНТ ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1968 |
|
SU207630A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| УСТРОЙСТВО для ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ | 1969 |
|
SU257982A1 |
| СОСТАВНОЙ КАТОД-ИНСТРУМЕНТ | 1969 |
|
SU248412A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОСЦИЛЛИРУЮЩИМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2018 |
|
RU2679501C1 |
| Электрод-инструмент для электрохимического прошивания отверстий | 1980 |
|
SU973277A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПОДАЧИ ЭЛЕКТРОДА- ИНСТРУМЕНТА ПРИ ЭЛЕКТРОХИМИЧЕСКОМ СВЕРЛЕНИИ | 1969 |
|
SU240433A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| Электрод-инструмент для электрохимического маркирования | 1971 |
|
SU437597A1 |
| Инструмент для электрохимического прошивания | 1976 |
|
SU592560A2 |
