Изобретение относится к размерной обработке металлов и может быть использовано при внешней обработке вращающимся инструментом, например, при плоском и профильном электрохимическом щлифовании.
Точность и производительность электрохимического шлифования во многом зависят от толщины пленки электролита на границе круг - деталь и от равномерности ее распределения по рабочей части круга.
Известны способы шлифования, при которых электролит подают в зону обработки сформированным в виде тонкой плоской струи.
Недостатком таких способов является то, что лри скорости вращения инструмента 20- 30 м/сек электролит сбрасывается с его поверхности под воздействием центробежных сил, и на инструменте остается тонкая пленка, удерживающаяся только за счет смачивания. При большом съеме на выходе инструмента электролита не хватает, что приводит к нарушению процесса электрохимического шлифования и, как следствие, к нарушению точки обработки.
сжатого воздуха, давление которой можно регулировать, что позволяет получить в зоне обработки пленку электролита необходимой толщины, равномерно распределенную по рабочей части инструмента.
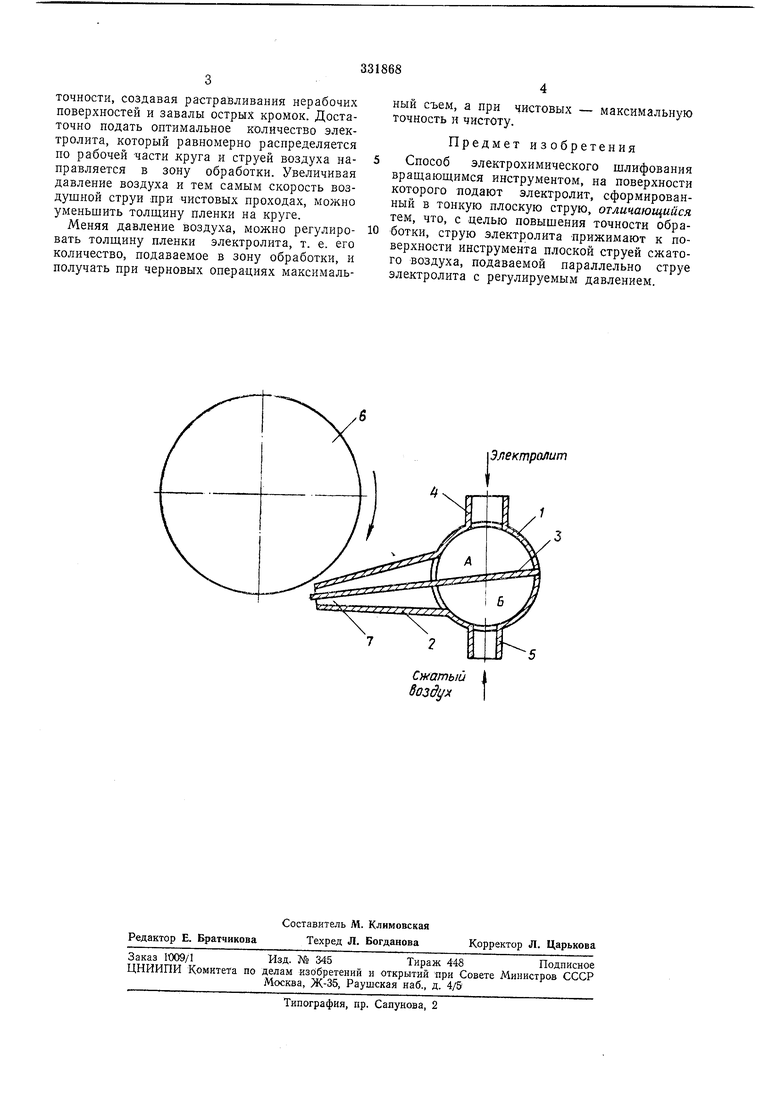
На чертеже схематично показано устройство для осуществления предлагаемого способа.
Устройство включает цилиндрический накопитель / с плоским патрубком 2, которые разделены по всей длине перегородкой 3. В накопителе / и патрубке 2 образуются две плоскости Л и Б, в которые через штуцеры 4 и
5 подаются электролит и сжатый воздух.
Устройство работает следующим образом. При электрохимическом шлифовании электролит из полости А подается на шлифовальный круг 6. Сжатый воздух из полости Б через щель 7 шириной 0,,5 мм подается параллельной поддерживающей электролит струей. При этом скорость сжатого воздуха зависит от давления, значительно выше скорости струи электролита и близка к скорости
вращения круга. Воздух, прижимая струю электролита к кругу, создает наиболее благоприятные условия для его подачи в зону обработки. При этом для увеличения съема не требуется подавать электролит мощным поточности, создавая растравливания нерабочих поверхностей и завалы острых кромок. Достаточно подать оптимальное количество электролита, который равномерно распределяется по рабочей -части круга и струей воздуха направляется в зону обработки. Увеличивая давление воздуха и тем самым скорость воздушной струи при чистовых проходах, можно уменьшить толшину пленки на круге.
Меняя давление воздуха, можно регулировать толшину пленки электролита, т. е. его количество, подаваемое в зону обработки, и получать при черновых операциях максимальный съем, а при чистовых
- максимальную точность и чистоту.
Предмет изобретения
Способ электрохимического шлифования врашаюшимся инструментом, на поверхности которого подают электролит, сформированный в тонкую плоскую струю, отличающийся тем, что, с целью повышения точности обработки, струю электролита прижимают к поверхности инструмента плоской струей сжатого воздуха, подаваемой параллельно струе электролита с регулируемым давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроабразивной обработки и металлоабразивный инструмент для осуществления способа | 2020 |
|
RU2740682C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОЛИТА | 1971 |
|
SU293668A1 |
| СПОСОБ ЗАЩИТЫ ОТ РАСТРАВЛИВАНИЯ | 1971 |
|
SU294700A1 |
| Устройство для размерной электрохимической обработки | 1983 |
|
SU1134335A1 |
| СПОСОБ ШЛИФОВАНИЯ ТОКОПРОВОДЯЩИМ КРУГОМ | 2002 |
|
RU2224626C2 |
| Способ чистового глубинного шлифования | 1976 |
|
SU1115876A1 |
| СПОСОБ ЗАЩИТЫ НЕОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 1972 |
|
SU344954A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий | 2022 |
|
RU2796389C1 |
Электролит
сжатый боздуж
