Известны устройства для вспенивания изделий из газонаполненной пластмассы. Разъемную форму этих устройств с перфорированными стенками заполняют гранулами пластмассы, после чего помещают в камеру-емкость с теплоносителем.
Особенность предложенного устройства состоит в том, что перфорация формы выполнена в виде системы отверстий переменного шага и диаметра, проходное сечение и расположение которых устанавливают в зависимости от толщины элементов изделия таким образом, чтобы при размещении формы в камере-емкости было обеспечено попадание необходимого количества теплоносителя, потребного для вспенивания различного объема гранул при одновременном размещении в камере-емкости одного или нескольких изделий по установленному тепловому режиму.
Такое конструктивное выполнение устройства позволяет повысить его пропускную способность и получить крупногабаритные разностенные пенопластовые изделия с щироким диапазоном толщины, например для катеров и щлюпок.
Для экономии расхода горячей среды (теплоносителя) камера-емкость может быть выполнена по форме изделий с необходимым зазором, обеспечивающим вспенивание газонаполненной пластмассы в формах.
Чтобы сниз.ить трудоемкость вырезки отверстий под закладные части, форма может быть выполнена с приливами, служащими для получения вырезов и отверстий в процессе вспенивания.
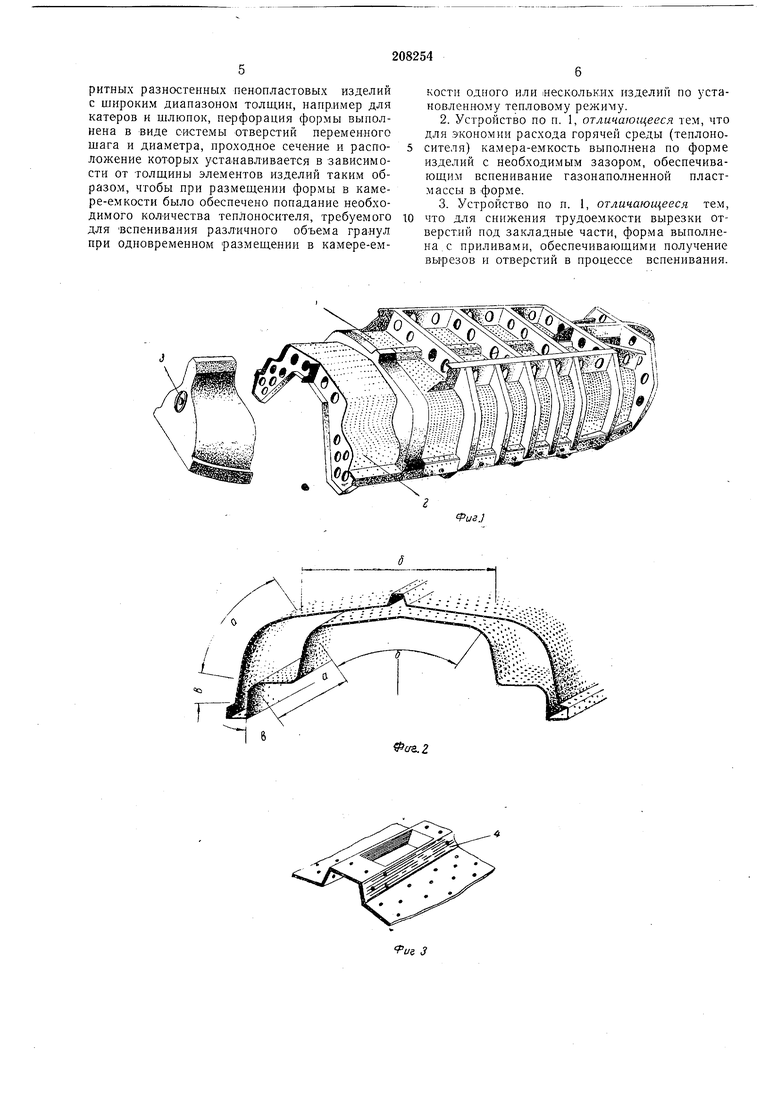
На фиг. 1 изображено устройство с формой для вспенивания пенопластового блока спасательной щлюпки, общий вид; на фиг. 2 -форма с перфорацией, разрез; на фиг. 3 -
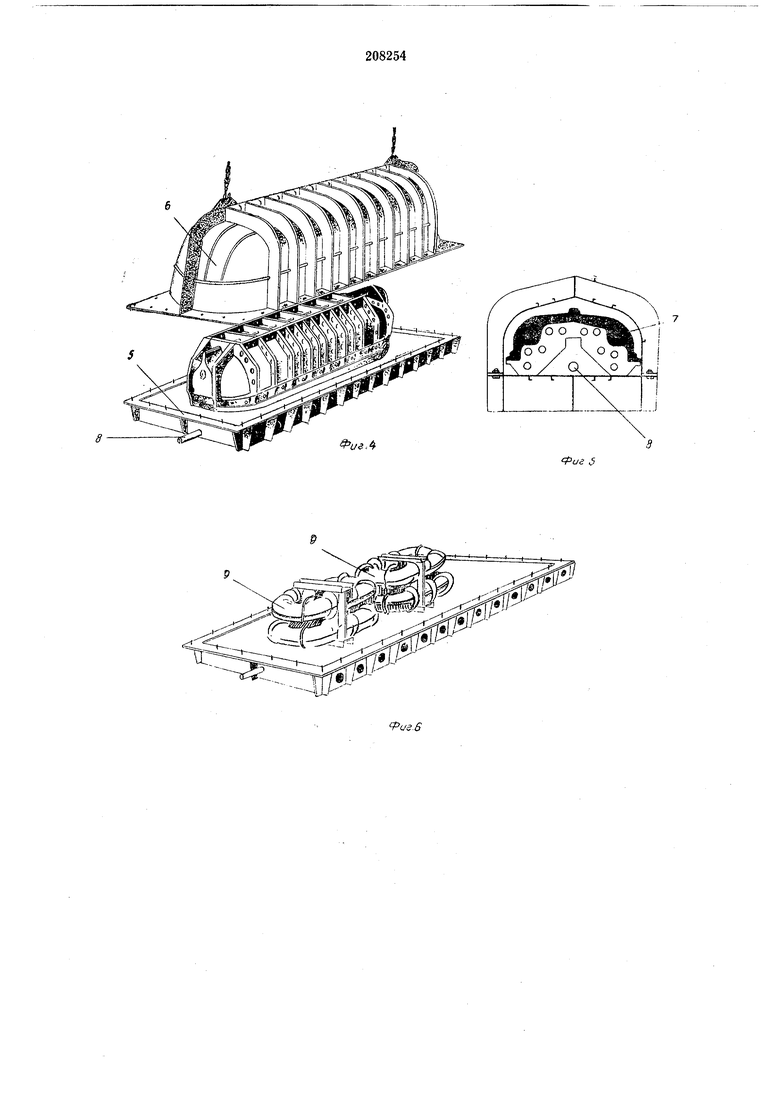
примерная конструкция прилива для получения отверстия под закладные части; на фиг. 4 - камера-емкость с установленной формой спасательной щлюпки, общий вид; на фиг. 5 - камера-емкость в собранном -виде, поперечный
разрез; на фиг. 6 - нижняя часть камеры-емкости с размещенными в ней формами для четырех плотов; на фиг. 7 - камера-емкость цилиндрической формы для одновременного вспенивания шлюпки и спасательных плотов, обЩий вид с разрезами по Л-А, Б-Б, В-В на фиг. 1,
Разъемная форма (см. фиг. 1) состоит из оболочки / наружного корпуса, оболочки 2, создающей внутренние очертания спасательной щлюпки, и загрузочного люка 3.
В свою очередь, оболочка наружного корпуса и оболочка, создающая внутренние очертания спасательной щлюпки, подкрепляются продольными и поперечными ребрами жесткоразъемными соединениями. Загрузочный люк служит для заполнения свободных объемов между обеими оболочками гранулами газонаполненной пластмассы.
Формы могут быть изготовлены из химически стойких к газонаполненной пластмассе материалов, легированной стали, легких сплавов и других материалов.
Обе оболочки выполнены с перфорацией в виде системы отверстий переменного шага и диаметра {см. фиг. 2). Переходное сечение этих отверстий устанавливается в зависимости от толщины элементов изделия, чтобы обеспечить попадание необходимого количества теплоносителя, потребного для вспенивания различного объема гранул при одновременном размещении в камере одного или несколько изделий по установленному тепловому режиму.
Так, например, для спасательной шлюпки, где в районе воздушных ящиков и пиков толщина пенопластового блока около 500 мм, принимаются отверстия диаметром 4 мм в цепном расположении с щагом 25 мм (см. участок а); для днища, где толщина меньше )Q мм, отверстия принимаются диаметром 3 мм с шахматным расположением при шаге 50/75 лл (см. участок б); на участке в отверстия диаметром 4 мм расположены с шагом 50/75 мм и т. д.
В форме устанавливаются приливы 4 (см. фиг. 3) под закладные части. Число приливов и их конструкция зависят от количества и конструкции закладных частей.
В формах также могут быть предусмотрены приспособления для установки закладных частей перед заполнением формы гранулами газонаполненной пластмассы с тем, чтобы указанные закладные части после вспенивания пенопластового блока оставались там в монолите с блоком.
На фиг. 4 и 5 камера-емкость выполнена по конфигурации форм, в которых будет производится вспенивание пенопластовых блоков, благодаря чему экономно расходуется теплоноситель.
Нижняя часть разъемной камеры-емкости выполнена в виде плиты 5, подкрепленной продольными и поперечными ребрами жесткости, а верхняя часть - в виде разъемной камеры б (стальной оболочки), подкрепленной ребрами жесткости; 7 - уплотнительная прокладка, 8 - патрубок для подвода теплоносителя. Обе части камеры соединяются между собой разъемными соединениями.
В зависимости от формы изделий, подлеж щих вспениванию, верхняя часть разъемной камеры может иметь разные геометрические формы.
В случае необходимости ввода и вывода формы изделия через торцовую стенку делается разъем камеры по указанной стенке. Для сохранения тепла в камере верхняя и нижняя часть ее теплоизолируются.
На фиг. 6 цифрой 9 обозначена форма для четырех плотов, размещенная в нижней части камеры-емкости.
В камере 10 цилиндрической формы (см. фиг. 7) может быть установлено для одновременного вспенивания четыре комплекта форм 11 спасательных плотов, один комплект формы 12 спасательной шлюпки длиной 4,5 м и один комплект формы 13 спасательной шлюпки длиной 3,5 м. Перфорация во всех формах выполнена по рассмотренному принципу.
Работа устройства и тепловой режим.
На нижнюю часть 5 разъемной камеры устанавливают оболочку 2 формы, затем на эту оболочку устанавливают и крепят разъемным соединением оболочку / формы наружного корпуса, причем внутренние поверхности форм обеих оболочек смазывают антиадгезионным составом.
Образующиеся между оболочками формы свободные объемы заполняют гранулами газонаполненной пластмассы (например, гранулами пенополистирола).
Верхняя часть камеры устанавливается и закрепляется паронепроницаемо. После этого иногда целесообразнее собрать форму и заполнить ее гранулами, а потом установить ее на нижнюю часть камеры.
Через магистраль подводится теплоноситель (пар) и устанавливается тепловой режим в зависимости от габаритов и толщин изделия.
Например, при одновременном вспенивании четырех спасательных плотов, одной щлюнки длиной 3,5 м и одной-спасательной шлюпки длиной 4,5 м может быть рекомендован следующий тепловой режим.
После подачи теплоносителя постепенно увеличивается давление в камере и через 4 мин достигает 0,6 кг/см, при этом температура соответствует 90°С.
Через б мин после подачи теплоносителя давление повыщается до 1,4 кг/см.
Рабочий режим вспенивания устанавливается при давлении 1,4 кг/см, температуре 106- 107°С в течение 35 мин, затем сбрасывается давление через специальную магистраль, и конденсат спускается в течение 8 мин. После этого выводится форма, блок охлаждается до 20-25°С, для ускорения процесса охлаждения может применяться водяное орошение или воздушная обдувка. После вывода формы производится ее разъем и съем пенопластового блока.
Для съема блока можно применить специальное отжимное устройство.
Предмет изобретения
1. Устройство для вспенивания изделий из газонаполненной пластмассы, содержащее разъемную перфорированную форму, заполняемую гранулами пластмассы и помещаемую в камере-емкости с теплоносителем, отличающееся тем, что, с целью повышения его пропускной способности и получения крупногабаритных разностенных пенопластовых изделий с широким диапазоном толщин, иапр.имер для катеров и шлюпок, перфорация формы выполнена в виде системы отверстий переменного шага и диаметра, проходное сечение и расположение которых устанавливается в зависимости от толщины элементов издел.ий таким образом, чтобы при размещении формы в камере-емкости было обеспечено попадание необходимого количества теплоносителя, требуемого для Вспенивания различного объема гранул при одновременном размещении в камере-емкости одного или нескольких изделий по установленному тепловому режиму.
2.Устройство по п. 1, отличающееся тем, что для экономии расхода горячей среды (теилоносителя) камера-емкость выполнена по форме изделий с необходимым зазором, обеспечивающим вспенивание газонаполненной пластмассы в форме.
3.Устройство по п. 1, отличающееся тем, что для снижения трудоемкости вырезки отверстий под закладные части, фор.ма выполнена, с приливами, обеспечивающими получение вырезов и отверстий в процессе вспенивания.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритных изделий слоистой структуры | 1960 |
|
SU131889A1 |
| Способ изготовления слоистых крупногабаритных изделий | 1979 |
|
SU895696A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU368054A1 |
| НАДУВНОЙ СПАСАТЕЛЬНЫЙ ПЛОТ | 1992 |
|
RU2092375C1 |
| БЕСПАЛУБНАЯ МОТОРНАЯ ПРОМЫСЛОВО-СПАСАТЕЛЬНАЯ ПЛАСТМАССОВАЯ ШЛЮПКА | 1966 |
|
SU188319A1 |
| Надувной спасательный плот | 2016 |
|
RU2642201C1 |
| НАДУВНОЙ СПАСАТЕЛЬНЫЙ ПЛОТ | 2015 |
|
RU2583030C1 |
| Судовое устройство для посадки людей в спасательные средства | 1986 |
|
SU1418185A1 |
| Индивидуальное теплозащитное средство | 2019 |
|
RU2720761C1 |
| ПЛОТ НАДУВНОЙ САМОВОССТАНАВЛИВАЮЩИЙСЯ | 2016 |
|
RU2634519C1 |

Фсг&.г
б ТО) юр
12
tr
to13
в / Й/ IPI п-Д.
1 пп SHi
;|-/з
5В
AJ
