(5) СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ КРУПНОГАБАРИТНЫХ Изобретение относится к области переработки пластмасс и может быть использовано для изготовления шлюпок катеров, плотов и других изделий многослойной конструкции в судостроении и других отраслях промышленности. Известен способ изготовления крупногабаритных изделий многослойной конструкции из пластмассы, заключающийся в формовании наружных оболочек (обшивок) в формах, установке закладных элементов, сочленении форм с незаполимеризовавшимися оболочками, заполнении пространства между оболочками предварительно вспененными грану лами пенополистирола, помещении сочлененной формы в термокамеру, в которой при заданном тепловом режиме производят вспенивание заполнителя из пенополистирола и полимеризацию связующего стеклопластиковых оболочек 1 . К недостаткам этого способа относятся;
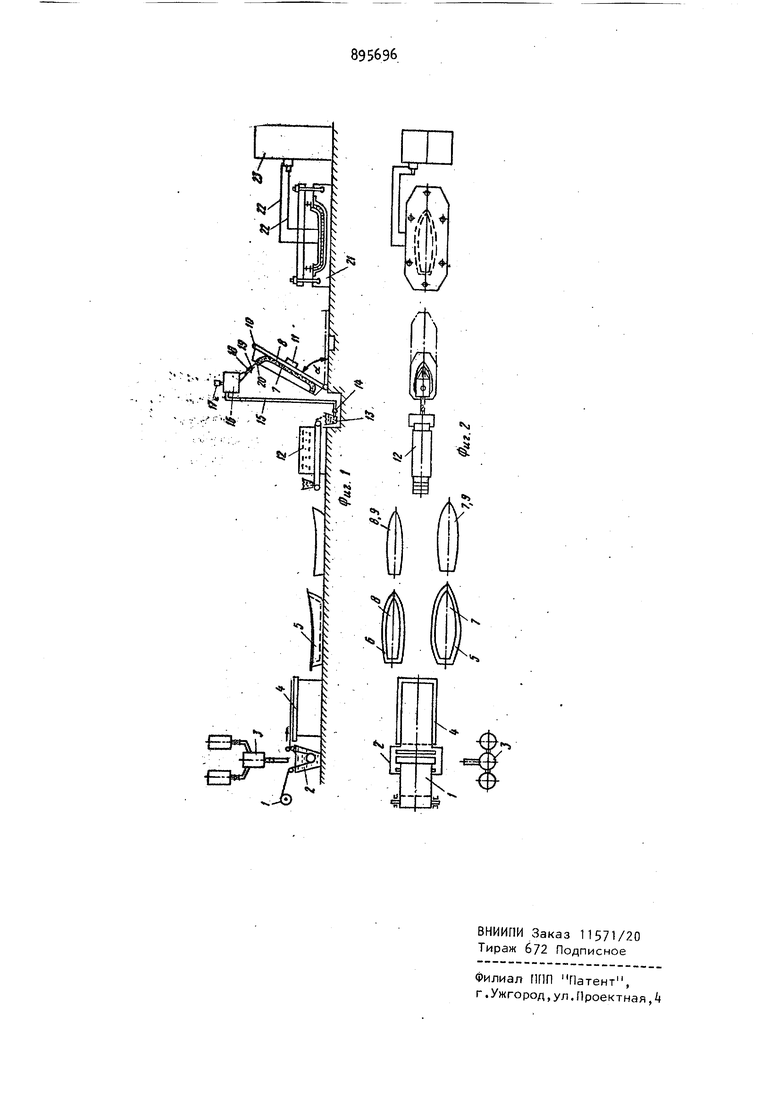
ИЗДЕЛИЙ . -СДВИГ слоев стеклонаполнителя друг относительно друга и сползание оболочек с бортов формы на днище,образование складок и других дефектов, поскольку заполнение гранул пенополистирола производится в форму с незаполимеризовавшимися оболочками; -исключение возможности засыпки гранул в форму в наклонном положении с использованием минимального количества загрузочных отверстий; -образование воздушных пузырей, между слоями стеклонаполнителя при контакте незаполимеризовавшегося стеклопластика оболочек с паром,конденсатором и газом при вспенивании пенополистирола в термокамере, снижающих физико-механические характеристики стеклопластика. Известен также способ изготовления слоистых крупногабаритных изделий, заключающийся в формовании наружной и внутренней оболочек из пластмассы, нанесении клея на оболочки, соединении 38 оболочек между собой, заполнении пространства между оболочками предварительно вспененными гранулами пенополи стирольного заполнителя, смоченными поверхностно-активным веществом, и вспенивании пенополистирольного заполнителя в монолитный блок с помощью токов высокой частоты с одновременным совместным формованием оболочек и заполнителя 21. Данный способ является наиболее близким по технической сущности и достигаемому результату к изобретению. Однако при вспенивании смоченных поверхностно-активным веществом пред(варительно вспененных гранул пенополистирола образующиеся на поверхности гранул и пар, существенно ухудшают качество приклейки пенополистирола к оболочкам. Кроме того, при вспенивании расширяющиеся гранулы выдавливают клей с поверхности оболочек, а пар и конденсам смывают его. При этом загрязняется поверхность технологической оснаст ки , образуется облой по поверхности формы, затрудняется объем изделия, существенно снижается качество склейЦелью изобретения является повыше ние качества изделий. Указанная цель достигается тем, что в способе изготовления слоистых крупногабаритных изделий, заключающемся в формовании наружной и внутренней оболочек из пластмассы, нанесении клея на оболочки, соединении оболочек между собой , заполнении пространства между оболочками предварительно вспененными гранулами пенополистирольного заполнителя, смоченными поверхностно-активным веществом и вспенивании пенополистироль.ного заполнителя в монолитный блок с помощью токов высокой частоты с одн временным совместным формованием обо лочек и заполнителя, согласна изобретению, перед соединением оболочек между собой и заполнением пространст ва между ними предварительно вспенен ными гранулами пенополистирольного заполнителя, смоченными поверхностно активным веществом, на поверхность покрытых клеем оболочек наносят слой предварительно вспененных сухих гран пенополистирола с последующим отверж дением клея. Кроме того, соединенные оболочки устанавливают под углом 60-85° к горизонту. На фиг. 1 изображена схема технологического процесса изготовления слоистого изделия, например, шлюпки; на фиг. 2 - то же, вид сверху. Способ заключается в следующем. Рулон стеклоармирующего материала 1, например стеклоткани, пропитывают связующим, например полиэфиром, в пропиточной ванне 2 (допускается одновременная пропитка нескольких слоев стеклоармирующего материала). Связуодее приготавливают в установке 3 путем смещения химических компонентов, например полиэфирной смолы с инициатором и ускорителем. Пропитанную стеклоткань с рулона 1 на резметочном столе k разрезают и в матрицах 5 и 6 формуют соответственно наружную 7 и внутреннюю 8 обрлочки. Рабочие поверхности матрицы предварительно покрывают разделительным слоем - антиадгезивом. Перед формованием пропитанной связующим стеклоткани допускается нанесение на матрицы декоративного окрашенного покрытия. .Для ускорения реакции полимеризации стеклопластиковых оболочек возможно применение обогревательных устройств (электрических или паровых). После отверждения оболочек их извлекают из матриц и на внутренние поверхности оболочек йаносят клей, который покрывают слоем 9 предварительно вспененных гранул пенополистирола. После отверждения клея оболочки соединяют и устанавливают на подъемную траверсу 10, оснащенную вибратором 11. Гранулы пенополистирола получают путем предварительного вспенивания бисера суспензионного полистирола на установке 12 инфракрасного излучения. Гранулы ссыпают в накопительный бункер 13, из которого часть гранул расходуют для нанесения на внутренние поверхности оболочек 7 и 8, покрытых клеем, а основную массу гранул с помощью воздушного эжектора k по пневмотранспорту 15 подают в смеситель 16, в котором гранулы смачиваются поверхностно-активным раствором, например водно-мыльной эмульсией 0, концентрации, поступающей из дозатора 17 в количестве 3-10 г раствора на 1 дм гранул пенополистирола. 5 В описываемом способе производится заполнение пространства между обо лочками за два раза Сначала на оболочки шлюпок, покрытые клеем (на сы рой клей), наносят тонкий-слой сухи гранул и только после высыхания (пол меризации) клея и, следовательно, по ле приклейки тонкого слоя сухих гранул и последующего соединения оболочек производят заполнение всего пространства между оболочками гранулами предварительно вспененного полистирола, смоченными поверхностно-активным веществом. Заполнение производят с помощью воздушного эжектора 18 и направляющего шланга 19, откуда смоченные гра нулы через загрузочное отверстие 20 поступают в пространство между соединенными оболочками 7 и 8 с одновре менным уплотнением при помощи вибратора 11. Для удобства засыпки травер су 10 с сочленёнными оболочками уста навливают под углом 60-85° к горизонту . Затем соединенные оболочки с гранулами пенополистирола помещают в установку 21 для вспенивания заполни теля, которую с помощью токопровода 22 подключают к генератору 23 тока высокой частоты. Отсутствие влаги в прилегающем к клею слое гранул способствует качественной приклейке гранул к оболоч кам. При помещении изделия в установ ку токов высокой частоты происходит вспенивание как основного слоя заполнителя , так и прилегающего к оболочке тонкого слоя, спекание всего з полнителя в монолит с качественной приклейкой среднего слоя к оболочкам с одновременным образованием жесткой трехслойной конструкции. Технологические режимы вспенивания гранул пенополистирола токами вы сокой частоты для шлюпок с толщиной заполнителя 60-НО мМ: Частота тока 1,76-13,57 мГц Анодное напряжение 7-12 кВ Время вспенивания 3-10 мин 96 После охлаждения изделие извлекают из установки и производят дальнейшую его обработку. Применение изобретения позволяет значительно повысить качество изделий за счет качественной приклейки заполнителя к отвержденным оболочкам с получением жесткой трехслойной конструкции с монолитным заполнителем. Формула изобретения 1. Способ изготовления слоистых крупногабаритных изделий,заключающийся в формовании наружной и внутренней оболочек из пластмассы, нанесения клея на оболочки, соединении оболочек между собой, заполнении пространства между оболочками предварительно вспененными гранулами пенополистирольного заполнителя, смоченными поверхностно-активным веществом и вспенивании пенополистирольного заполнителя в монолитный блок с помощью токов высокой частоты с одновременным совместным формованием оболочек и заполнителя, о т л и чающийся тем, что, -с целью повышения качества изделий, перед соединением оболочек между собой и заполнением пространства между ними предварительно вспененными гранулами пенополистирольного заполнителя, смоченными поверхностно-активным веществом, на поверхность покрытых клеем оболочек наносят слой пр едварительно вспененных сухих гранул пенополистирола с последующим отверждением клея. 2, Способ по п„1, о т л и ч а ю щ и и с я тем, что соединенные оболочки устанавливают под углом 60-85 к горизонту. Источники информации, ринятые во внимание при экспертизе 1.Авторское свидетельство СССР , кл. В 63 В 5М, 1967. 2.Годило По В, и др. Беспрессовые енопласты в строительных конструкиях, Стройиздат, М., 1969, 0. прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из полимерных материалов | 1981 |
|
SU1006255A1 |
| Установка для формования пластмассовых изделий | 1970 |
|
SU352517A1 |
| КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКОЛОГИЧЕСКИ ЧИСТЫЙ ПОЛИСТИРОЛБЕТОН, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ И СПОСОБ ВОЗВЕДЕНИЯ ИЗ НИХ ТЕПЛОЭФФЕКТИВНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ ПО СИСТЕМЕ "ЮНИКОН" | 2002 |
|
RU2230717C1 |
| СУХАЯ ТЕПЛОИЗОЛИРУЮЩАЯ ГИПСОПЕНОПОЛИСТИРОЛЬНАЯ СТРОИТЕЛЬНАЯ СМЕСЬ ДЛЯ ПОКРЫТИЙ, ИЗДЕЛИЙ И КОНСТРУКЦИЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2338724C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ | 2005 |
|
RU2286249C2 |
| АРМИРОВАННАЯ ПОЛИСТИРОЛБЕТОННАЯ СМЕСЬ, СПОСОБ ПРИГОТОВЛЕНИЯ СМЕСИ, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ, ПАНЕЛЬ И БЛОК (ВАРИАНТЫ) | 2006 |
|
RU2309134C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ МОДИФИЦИРОВАННОГО ПОЛИСТИРОЛБЕТОНА | 2004 |
|
RU2297402C2 |
| СПОСОБ СУХОГО ФОРМОВАНИЯ НЕПРЕРЫВНОЙ ЛЕНТЫ ПЕНОПОЛИСТИРОЛА | 1996 |
|
RU2157319C2 |
| СПОСОБ СУХОГО ВСПЕНИВАНИЯ ПОЛИСТИРОЛА | 2011 |
|
RU2466018C2 |
| У ТЕХНИЧЕСКАЯ i | 1968 |
|
SU208254A1 |