Известен прибор для определения плотности намотки нити на вращающейся цилиндрической паковке, содержащий квадрант со шкалой, тарированной в единицах текущего диаметра намотки, и неподвижную стрелку.
Предлагаемый прибор позволяет непрерывно контролировать текущий диаметр намотки. Для этого прибор снабжен жестко связанным со шкалой квадранта реохордом, движок которого закреплен на неподвижной стрелке, включенным в измерительную схему с выходом на щлейфовый осциллограф, и контактным датчиком числа оборотов, представляющим собой неподвижный нормально открытый контакт, взаимодействующий с бойком, закрепленным на фланце паковки, включенным в индикаторную схему с выходом на шлейфовый осциллограф.
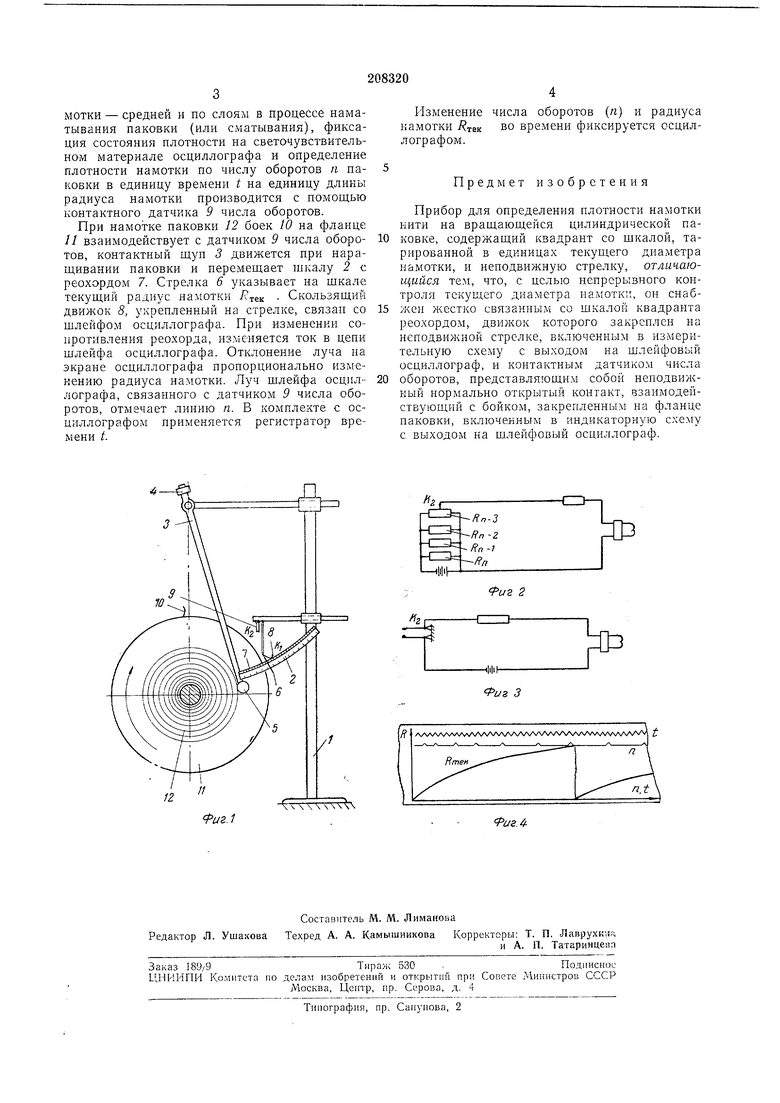
На фиг. 1 схематично изображен предлагаемый прибор, общий вид; на фиг. 2 - электрическая схема записи изменения диаметра намотки во времени; на фиг. 3 - электрическая схема регистрации числа оборотов; на фиг. 4 - запись показаний прибора на светочувствительном материале осциллографа.
ления контактного ролика 5 на намотку и неподвил ную стрелку 6. Со шкалой 2 жестко связан реохорд 7 со скользящим вдоль шкалы движком 8 (контакт Al), который закреплен на стрелке 6, указывающей на шкале текущий радиус намотки тек Реохорд 7 является датчиком, фиксирующим перемещение контрольного щупа 3, включенным в измерительную схему с выходом на шлейфовый
осциллограф (на чертеже не показан).
Кроме того, в приборе имеется контактный датчик 9 числа оборотов (витков намотки), представляющий нормально открытый контакт /Сз, взаимодействующий с бойком 10, который закреплен на фланце // паковки 12. Датчик 9 числа оборотов включен последовательно в индикаторную схему с выходом на шлейфовый осциллограф. Сонротивления реохордного датчика 7 д ,
Rn-i , Rn-2 , Rn- включены параллельно по схеме потенциометра. Прибор работает следующим образом. Ось контрольного щупа 3 устанавливают так, чтобы вертикальная ось паковки 12 проходила через центр оси противовеса 4, а продольные оси паковки и ролика 5 были параллельны. Ролик 5 вводится в соприкосновение с паковкой 12. Сила прижима регулируется установкой противовеса 4.
мотки - средней и по слоям в процессе наматывания паковки (или сматывания), фиксация состояния плотности на светочувствительном материале осциллографа и определение плотности намотки по числу оборотов п паковки в единицу времени t на единицу длины радиуса намотки производится с помощью контактного датчика 9 числа оборотов.
При намотке паковки 12 боек 10 на флаице 11 взаимодействует с датчиком 9 числа оборотов, контактный щуп 3 движется при наращивании паковки и перемещает шкалу 2 с реохордом 7. Стрелка 6 указывает на шкале текущий радиус намотки Скользящий движок 8, укрепленный на стрелке, связан со шлейфом осциллографа. При изменении сопротивления реохорда, изменяется ток в цепи шлейфа осциллографа. Отклонение луча на экране осциллографа пропорционально изменению радиуса намотки. Луч шлейфа осциллографа, связанного с датчиком 9 числа оборотов, отмечает линию я. В комплекте с осциллографом применяется регистратор времени /.
Изменение числа оборотов (п и радиуса иамотки во времени фиксируется осциллографом.
Предмет изобретения
Прибор для определения плотности намотки кити на вращающейся цилиндрической паковке, содержащий квадрант со шкалой, тарированной в единицах текущего диаметра иамотки, и неподвижную стрелку, отличающийся тем, что, с целью непрерывного контроля текущего диаметра иамотки, ои снабжен л :естко связанным со шкалой квадранта реохордом, движок которого закреплен на неподвижной стрелке, включенным в измерительную схему с выходом на шлейфовый осциллограф, и контактным датчиком числа
оборотов, представляющим собой неподвижный нормально открытый контакт, взаимодействующий с бойком, закрепленным на фланце паковки, включенным в индикаторную схему с выходом на шлейфовый осциллограф.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования постоянства температур в ряде точек | 1934 |
|
SU49383A1 |
| Способ контроля длины длинномерного материала и устройство для его осуществления | 1990 |
|
SU1791700A1 |
| Датчик локальной толщины жидкостной пленки | 1982 |
|
SU1019229A1 |
| Установка для исследования образования отклонений формы деталей при шлифовании | 1980 |
|
SU921821A1 |
| ДАТЧИК УРОВНЯ ТЯЖЕЛЫХ ФРАКЦИЙ ДЛЯ ОТСАДОЧНЫХМАШИН | 1966 |
|
SU187664A1 |
| БИБЛИОТЕКА J | 1973 |
|
SU371454A1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАЦКИХ НАВОЕВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2278913C2 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА ДЕТАЛИ | 1968 |
|
SU231846A1 |
| Электротермометр | 1958 |
|
SU119699A2 |
| БИБЛИО1 ::^КА | 1973 |
|
SU390960A1 |
12
Rn-2
Rn
fuz 2
иг 3
