Известны контактные отл игательные устройства для отжига проволоки нанрохо-д. Однако они не обеспечивают равномерного отлси-га но нричине ненадежиого переходного контакта, а донускают механическое нагружение проволоки на участках отжига.
В предлагаемом устройстве для разгрузки проволоки па участках отжига все токоподводящие ролики .выполнены одинакового диаметра и посажены на одном приводном валу, что позволяет синхронизировать входную и выходную скорость проволоки. Для сохранения постоянного значения переходного сопротивления на участке ролик - ороволока, последняя прижимается к ролику специальной лентой, обеспечивая постоянную длину контакта и предохраняя проволоку на этом участке от вибраций и возможного отделения от контактного ролика.
Для предохранения проволоки от электроэрозии к торцам ленты подведен через специальное сопло сл :атый воздух или пар, который ликвидирует ионизированные паровоздушные мешки, предотвращая возможный искровой пробой на этих участках.
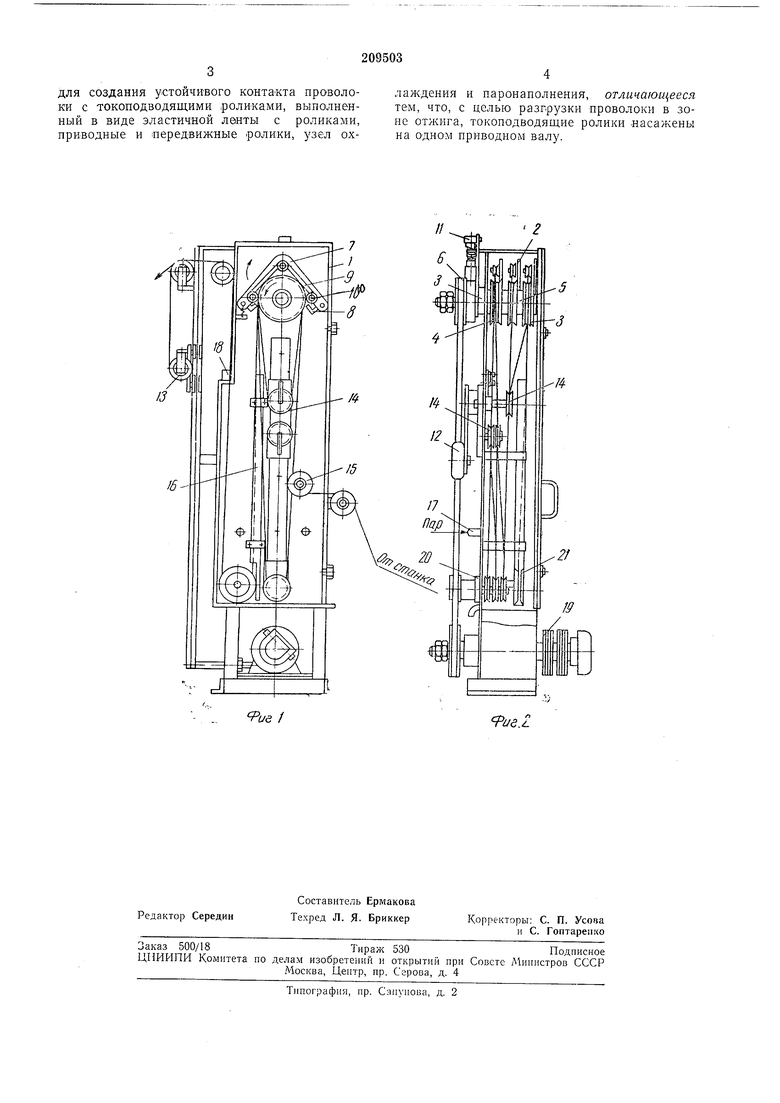
Устройство, изображенное на фиг. 1 и фиг. 2, состоит из сварного корпуса 1, одного центрального плюсового токоподводящего ролика 2 и двух крайних минусовых массовых 3 и 4, вала 5, шкива 6, кронштейна 7, на котором размещены воздухонроводящие трубки с регулируемыми сопла1ми 8, эластичной жаропрочной ленты 9 и поддерживающих ее роликов 10, узла токоподводящих щеток 11, натялшого устройства 12, компенсатора 13, узла роликов 14, направляющих роликов 15, пароподводящей трубки 16, паропроводо1В 17, узла сдува и протирки 18, вариатора подстройки 19.I Работа устройства происходит следующим образом.
Проволока от волочильного станка через ролики 15 направляется к массовому ролику 4 и через систему промелсуточных роликов 20, передвижных неприводных установленных на корундовых иглах роликов 14 попадает на токоподводящий ролик 4, откуда через .передвижной ролик 14 попадает на второй массовый ролик 3 и через пароподводящую трубку 16, приводной ролик 21, узел сдува и протирки 18 попадает па компенсатор 13 и к приемной катушке станка. Подстройка отжигательного устройства в режим волочильного станка производится вариатором 19.
Предмет изобретения
для создания устойчивого контакта проволоки с токоподводящими роликами, выполненный в виде эластичной ленты с роликами, приводные и передвижные ролики, узел охлаждения и паронаполнения, отличающееся тем, что, с целью разгрузки проволоки в зоне отжига, токоподводящие ролики насажены на одном приводном валу.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВЕТЛОГО ОТЖИГА и ПОДОГРЕВА ПРОВОЛОКИ ПАПРОХОД | 1969 |
|
SU245816A1 |
| УСТРОЙСТВО для ОТЖИГА ИЗДЕЛИЙ, СОВМЕЩЕННОГО | 1969 |
|
SU255960A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОПЛАСТИЧЕСКОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1991 |
|
RU2030233C1 |
| УСТРОЙСТВО ДЛЯ ОТЖИГА ПРОВОЛОКИ | 1973 |
|
SU365386A1 |
| Агрегат для непрерывного производства порошковой проволоки волочением | 1977 |
|
SU855089A1 |
| Устройство для разматывания | 1975 |
|
SU517347A1 |
| Устройство для очистки заготовки при волочении от металлической пыли | 1972 |
|
SU438469A1 |
| УСТРОЙСТВО для ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА И ОХЛАЖДЕНИЯ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 1969 |
|
SU253833A1 |
| Устройство для непрерывного отжига медной проволоки | 1959 |
|
SU128626A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |