Изобретение относится к обработке металлов давлением, в частности к волочению проволоки с использованием электропластического эффекта.
Известны устройства волочения проволоки с электроконтактным нагревом, содержащие волоку и контакты для подвода тока к проволоке.
Эти устройства используются для реализации процессов горячей деформации. При применении токов высокой плотности, необходимых для реализации электропластического эффекта, наблюдается пережог проволоки, перегрев инструмента и контактов, выгорание смазки.
Наиболее близким техническим решением, выбранным в качестве прототипа, является устройство для электроплас- тического волочения проволоки, содержащее корпус-ванну с отверстиями для пропускания изделия, подачи и слива СОЖ, причем одна из стенок ванны выполнена в виде изоляционной плиты с расположенными на ней волокодержателем и роликовым токоподводящими контактами, обеспечивающими подвод электрического тока в зону деформации. Подвод тока на вращающиеся ролики производится с помощью меднографитовых щеточных контактов. Охлаждение проволоки с целью устранения рекристаллизационных процессов, а также волоки и роликовых контактов производится подачей водной эмульсии (СОЖ) в корпус-ванну.
Недостатком данного известного устройства является малая надежность его, низкая эффективность и качество реализуемого техпроцесса вследствие интенсивного износа скользящих контактов (ось ролика - щетка), их сравнительно высокого сопротивления и, следовательно, низкого коэффициента использования энергии источника тока, а также вследствие охлаждения изделия в большом объеме СОЖ, плохой ориентации проволоки на ролике при угле охвата его более 360о, невозможности изменения схемы подвода тока в зону деформации в зависимости от свойств применяемого инструмента (электропроводности волоки).
Целью изобретения является повышение надежности устройства, эффективности и качества реализуемого техпроцесса (электропластического волочения проволоки, особенно твердой).
Указанная цель достигается тем, что устройство для электропластического волочения проволоки, содержащее корпус-ванну с отверстиями для пропускания изделия, подачи и слива СОЖ, причем одна из стенок выполнена в виде изоляционной плиты с расположенными на ней волокодержателем и роликовыми токоподводящими контактами, оснащено двумя щелевыми струйными насадками подачи СОЖ, которые закреплены неподвижно на откидной крышке корпуса-ванны и служат для охлаждения роликовых токоподводящих контактов и изделия, и струйной насадкой подачи СОЖ, которая зафиксирована подвижно в волокодержателе перед волокой для охлаждения и смазки изделия в зоне деформации, при этом волокодержатель имеет отверстия для свободного слива отраженной от волоки струи СОЖ, а корпус-ванна имеет два отверстия для удаления отработанной СОЖ, причем верхнее отверстие, предназначенное для ограничения уровня СОЖ, расположено ниже горизонтальной оси, проходящей через центр роликовых токопроводящих контактов, но выше нижнего края корпуса этих контактов, а верхний край роликовых токоподводящих контактов расположен ниже нижнего края отверстий для пропускания изделия.
При таком расположении роликовых токоподводящих контактов относительно отверстий в корпусе-ванне для пропускания изделия угол охвата роликов проволокой будет менее 360о, благодаря чему пересечение противоположных концов петли изделия будет происходить вне поверхности ролика, что позволит исключить перехлестывание и повысить надежность ориентации изделия в устройстве.
Подвод тока к вращающемуся электроду (ролику) с целью повышения надежности устройства производится через слой токопроводящей жидкой эвтектики, расположенной в герметичной полости корпуса роликового токоподводящего контакта.
Корпус волокодержателя выполнен токопроводящим и имеет постоянную электрическую связь с корпусом роликового токоподводящего контакта, расположенного за волокодержателем, что позволяет в случае использования токопроводящих волок (например из синтетических алмазов) уменьшить потери энергии источника тока, выделяемой в проволоке за волокой в виде тепла.
Так как надежная работа предлагаемого устройства возможна лишь при закрытой крышке, то устройство оснащено дискретным электрическим элементом, который закреплен на корпусе-ванне так, что контактирует с откидной крышкой лишь в закрытом состоянии.
Для предотвращения разлива СОЖ струйная насадка, которая подвижно фиксируется на волокодержателе перед волокой, оснащена отражающем экраном, а корпус-ванна образует лабиринтное уплотнение с откидной крышкой в закрытом состоянии.
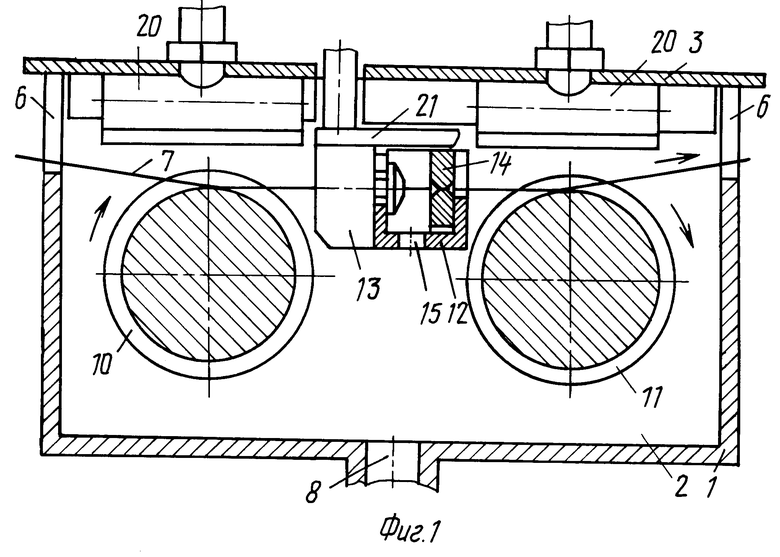
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 и 4 - схемы возможного построения устройства при двухкратном волочении для получения проволоки с заданными оптимальными механическими свойствами.
Устройство для электропластического волочения проволоки включает в себя корпус-ванну 1, одна из стенок которой выполнена из изоляционной плиты 2, откидную крышку 3, защитный кожух 4 и резьбовой фиксатор 5. В корпусе-ванне 1 имеются щелевые отверстия 6 для пропускания проволоки 7 и отверстия 8 и 9 для слива СОЖ и ограничения ее максимального уровня. На плите 2 установлены роликовые токоподводящие контакты 10 и 11 и волокодержатель 12, в прорезях которого фиксируются струйная насадка 13 для смазки проволоки 7 и волоки 14. Волокодержатель 12 имеет отверстия 15 для свободного слива СОЖ и электрически связан с корпусом 16 роликового токоподводящего контакта 11. Шины 17 соединяют корпуса 16 контактов 10 и 11 с источником тока. Токопроводящая эвтектика 18 заполняет герметичную полость, образованную стенками корпуса 16 и валом 19 контактного ролика. На откидной крышке 3 закреплены щелевые струйные насадки 20. Для предотвращения разлива СОЖ крышка 3 в закрытом состоянии образует со стенками корпуса-ванны 1 лабиринтное уплотнение, а струйная насадка 13 имеет отражающий экран 21. В защитном кожухе 4 на корпусе-ванне 1 установлен дискретный электрический элемент (например концевой выключатель) 22.
При работе устройства откидная крышка 3 удерживается в закрытом состоянии резьбовым фиксатором 5. Дискретный электрический элемент 22 дает разрешающий сигнал на волочильную установку. Под действием тянущего усилия проволока 7 через щелевые отверстия 6 протягивается через корпус-ванну 1, охватывая без скольжения вращающиеся ролики токоподводящих контактов 10 и 11 и проходя через струйную насадку 13 и волоку 14. Ток от источника питания поступает в зону деформации по цепи, образованной шинами 17, корпусами 16, слоями эвтектики 18, валами 19, роликами токоподводящих контактов 10 и 11, участками проволоки до и после волоки 14. В случае использования токопроводящей волоки участок проволоки, расположенный за волокой, шунтируется цепью: корпус 16 роликового токоподводящего контакта 11 - волокодержатель 12 - волока 14. Струйная насадка 13 формирует круглую струю СОЖ, действующую вдоль проволоки, для охлаждения и смазки волоки 14 и проволоки 7 перед зоной деформации. Отраженная от волоки СОЖ свободно удаляется из волокодержателя 12 через отверстия 15 и зазор между отражающим экраном 21 и волокодержателем 12. Щелевые струйные насадки 20 формируют плоские струи поперек направления движения проволоки так, что участок проволоки 7 до и после зоны деформации и ролики токоподводящих контактов 10 и 11 оказываются в плоскости струй. Через отверстия 8 и 9 отработанная СОЖ удаляется из корпуса-ванны 1. При этом с помощью отверстия 9 поддерживается уровень СОЖ в корпусе-ванне 1 так, что ролики токоподводящих контактов 10 и 11 частично погружены в СОЖ, что обеспечивает их дополнительное охлаждение, а также смазку наружного уплотнения подшипниковых узлов.
Щелевые отверстия 6 уплотняются тканевыми салфетками, одновременно осуществляющими протирку проволоки 7.
Если при работе устройства приоткрыть крышку 3, то дискретный электрический элемент 22, закрепленный на защитном кожухе 3, выдает на волочильную установку запрещающий сигнал, и процесс волочения прекращается.
Так как в основе процесса получения проволоки с заданными оптимальными механическими свойствами лежит повторная электропластическая деформация при воздействии тока определенной полярности, то при малых единичных обжатиях целесообразно в одном устройстве совместить два процесса. На фиг. 3 представлена схема устройства, позволяющая наиболее полно реализовать различные варианты двухкратного электропластического волочения. Устройство по данной схеме отличается от устройства, изображенного на фиг. 1 и 2, количеством волокодержателей 12, струйных насадок 13 и 20, роликовых токоподводящих контактов 11 (контакты 10 и 11 по конструкции аналогичны). Источники тока Е1 и Е2 включены встречно. В этом случае через все токоподводящие контакты проходит ток. Наибольший ток проходит через средний роликовый токоподводящий контакт 11 при работе с волоками из натуральных алмазов
I = I1 + I2.
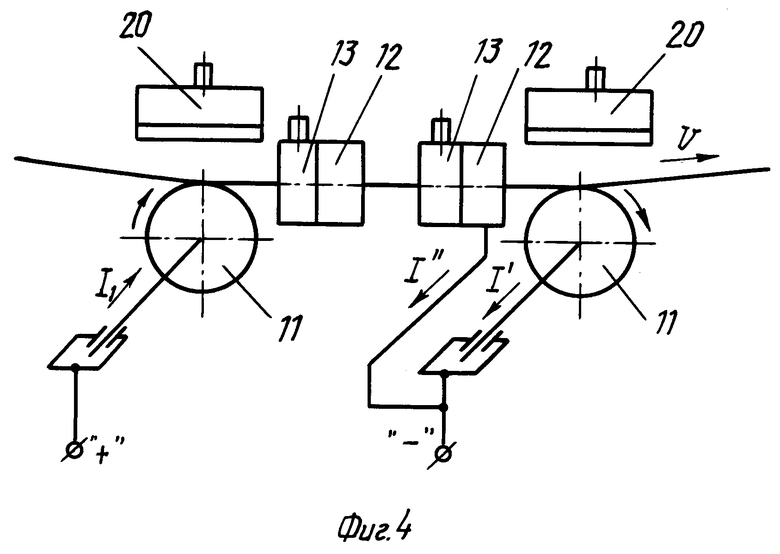
При последовательном включении источников Е1 и Е2 ток через средний роликовый токоподводящий контакт 11 равен разности токов I1 и I2. Если принять, что I1 = = I2, то тогда схема устройства, в которой обе зоны деформации последовательно подвергаются действию одного и того же тока, принимает упрощенный вид, изображенный на фиг. 4. В этом случае для реализации устройства достаточно по два следующих элемента: роликовый токоподводящий контакт 11, волокодержатель 12, струйная насадка 20. В случае токопроводящих волок ток, текущий через второй ролик токоподводящего контакта 11, равен
I' = I - I''. При использовании второй волоки из натурального алмаза
I' = I.
Использование изобретения позволяет повысить надежность устройства, эффективность и качество электропластического волочения проволоки.
Повышение надежности происходит за счет применения роликовых токоподводящих контактов с углом охвата их проволокой менее 360о и использованием жидкой токопроводящей эвтектики, охлаждения контактов поливом из струйной насадки, способствующим уменьшению эрозии поверхности роликов, контактирующей с проволокой, а также дискретного электрического элемента.
Повышение эффективности и качества реализуемого устройством процесса происходит за счет комбинированного охлаждения проволоки струйными насадками, улучшения условий смазки и охлаждения зоны деформации, наиболее рационального использования схемы волочения в зависимости от электропроводности волок, улучшения ориентации проволоки в зоне деформации. При использовании токопроводящих волок в данном устройстве повышается коэффициент использования энергии источника тока. Кроме того, использование изобретения позволяет выбрать наиболее оптимальную схему устройства для двухпроходного волочения, когда обрабатываемой проволоке необходимо придать оптимальные механические свойства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроконтактного нагрева изделий в процессе волочения | 1989 |
|
SU1722645A1 |
| Способ многократного волочения изделий с электроконтактным нагревом и изделие, изготовленное таким способом | 2019 |
|
RU2707054C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| Способ многократного волочения проволоки с электроконтактным нагревом | 1989 |
|
SU1731327A1 |
| Устройство для плющения проволоки с использованием ультразвуковой энергии | 1991 |
|
SU1780906A1 |
| Способ изготовления проволоки с покрытием | 1991 |
|
SU1801644A1 |
| Устройство для контроля качества волок | 1987 |
|
SU1419785A1 |
| Устройство для теплого волочения проволоки из малопластичных цветных металлов и сплавов | 1986 |
|
SU1384352A1 |
| СПОСОБ МНОГОКРАТНОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1993 |
|
RU2043800C1 |


Сущность изобретения: в корпусе-ванне, одна из стенок которой выполнена в виде электроизоляционной плиты, установлены две сидящие на приводных осях тяговые шайбы с токоподводом и расположенный между ними волокодержатель с волокой. корпус-ванна имеет откидную крышку, на которой закреплены по числу шайб щелевые струйные насадки подачи СОЖ. В волокодержателе подвижно соосно волоке перед ней установлена струйная насадка подачи СОЖ. В дне волокодержателя и в дне ванны выполнены отверстия. Кроме того, выполнено отверстие в стенке ванны. Тяговые шайбы установлены с расположением нижнего края ниже отверстия в стенке, а оси - выше отверстия в стенке, и с расположением верхнего края ниже направляющих отверстий. Токоподвод к шайбам выполнен в виде жидкометаллического контакта между приводной осью и корпусом шайбы. Волокодержатель выполнен токопроводящим и имеет электрическую связь с корпусом тяговой шайбы, расположенной за волокодержателем. Струйная насадка имеет отражающий экран. Корпус снабжен дискретным электрическим элементом с возможностью взаимодействия с откидной крышкой в закрытом состоянии. Устройство снабжено дополнительными тяговыми шайбами, волокодержателями и струйными насадками. 5 з.п. ф-лы, 4 ил.
| Спицын В.И | |||
| и др | |||
| Электропластическая деформация металлов | |||
| М.: Наука, 1985. |
