Известный способ Производства йаяных крупногабаритных ребристых волноводов из листового алюминия, основанный на формировании луженых волноводных заготовок, их сборке и пайке, не обеспечивает получения Достаточно надежных и коррозионно-стойких соединений йа участках стыка волноводных секций.
Предлагаемый способ повышает коррозионную стойкость и надежность пая-ных соединений за счет того, что «лоские- алюминиевые заготовки поджимают к нагретым плитам, подвергают их ступенчатому лужению по трафарету в зонах сочленения волноводных элементов под слоем коррозионно-стойкого, например, цинкового припоя при температуре 450°С с последовательным удалением окисных пленок с зеркала припоя щетками из стекловолокна до и после нанесения на облуженные участки более легкоплавкого припоя, например олово-свинец-кадмиевого, с температурой плавления ниже 200°С. Далее производят обжатие луженых заготовок, например прокаткой.
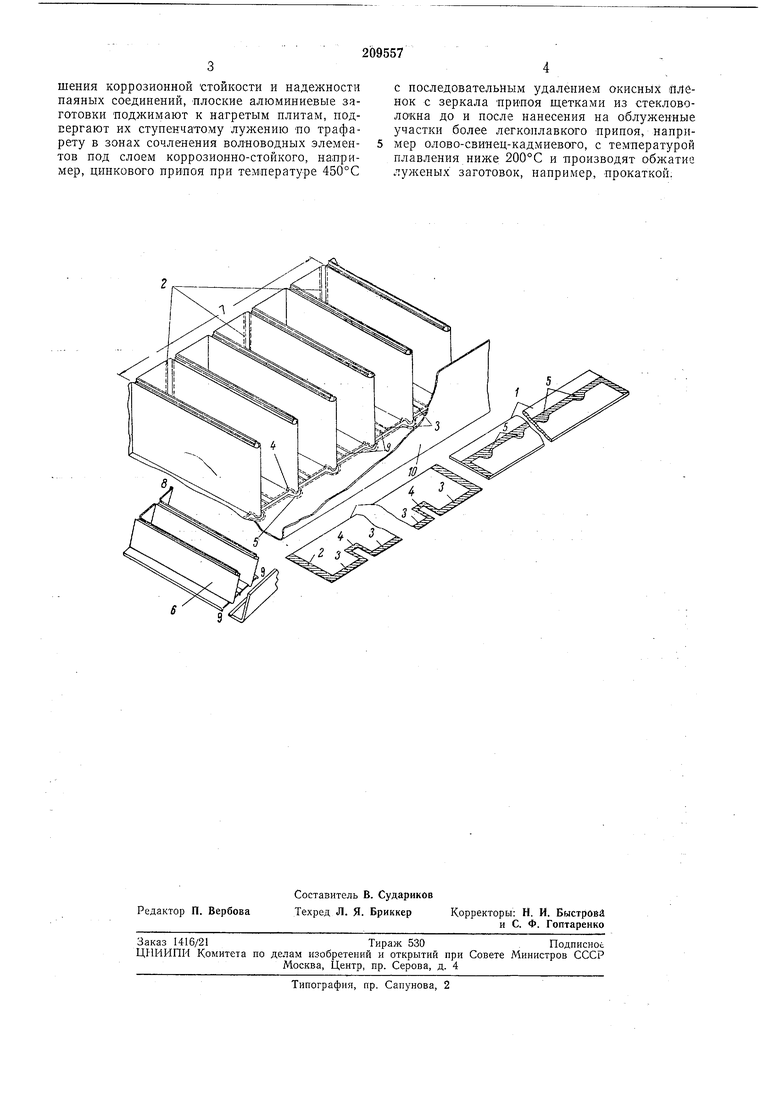
На чертеже показаны заготовки ребристого волновода и участок волновода в сборе для пояснения предлагаемого описываемого способа.
Плоские алюминиевые или плакированные алюминием заготовки 1 прижимают к снабл енным нагревателями плитам и производят их лужение в зонах 2, 3, 4 - 5 под слоем цинкового припоя при температуре до 450°С, удаляя окисные пленки с зеркала припоя щетками из стекловолокна. Для получения гладких поверхностей после лужения и повышения жесткости алюминиевые заготовки подвергают прокатке в гибочном приспособлении, формуя ячейки 6, собираемые клепкой в секциях 7, по угловым 8 и продольным 9 стыкам. Затем производят стапельную сборку набора секций 7 козырька 10 и плакируют стыки и сочленения по луженым зонам 2, 3, 4 5 токопроводящим металлом пайкой легкоплавким припоем, например олово-свинец-кадмий. На паяные секции наносят лакокрасочные покрытия и производят их сборку.
Предмет изобретения
Способ производства паяных крупногабаритных ребристых волноводов из листового алюминия, основанный на формировании луженых волноводных заготовок, их сборке и пайке, отличающийся тем, что, с целью повышения коррозионной стойкости и надежности паяных соединений, плоские алюминиевые заготовки -поджимают к нагретым плитам, подвергают их ступенчатому лужению по трафарету в зонах сочленения воляоводных элементов под слоем коррозионно-стойкого, наоример, цинкового припоя при температуре 450°С
с последовательным удалением окиснЫх пленок с зеркала припоя щетками из стекловолокна до и после нанесения на облуженные участки более легкоплавкого припоя, например олово-свинец-кадмиевого, с температурой плавления ниже 200°С и производят обжатие луженых заготовок, например, прокаткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСФЛЮСОВОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1970 |
|
SU270464A1 |
| ПАТЕНТНО- - rj ТЬХНИЧЕСиАЯ *"БИБМОТЁКА | 1970 |
|
SU271272A1 |
| Г в п | 1973 |
|
SU405674A1 |
| ФЛЮС ДЛЯ ПАЙКИ МЯГКИМИ ПРИПОЯМИ | 1972 |
|
SU358114A1 |
| КОНТАКТНО-РЕАКТИВНЫЙ СПОСОБ ПАЙКИ | 1969 |
|
SU247021A1 |
| Флюс для пайки низкотемпературными припоями | 1986 |
|
SU1342650A1 |
| ПАЙКИ И ЛУЖЕНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ•СЕСФЮЗНАЯ | 1972 |
|
SU324115A1 |
| Ю. Н. КРИВОЕ | 1968 |
|
SU217925A1 |
| ФЛЮС ДЛЯ ПАЙКИ И ЛУЖЕНИЯ АЛЮМИНИЯ | 1972 |
|
SU325141A1 |
| БНБЛИО^ ' | 1973 |
|
SU373103A1 |