Изобретение относится к области пайки, в частности, .к способу пайки труб.
Известен способ пайки труб, при котором на торце одной трубы выполняют конические выступы, а на торце другой - конические пазы, в зазор закладывают припой и производят нагрев, преимущественно с внешней стороны.
Повышение качества паяного соединения обеспечивается тем, что в часть стыка, обращенную к источнику нагрева, в зазор помеН1ают припой с более высокой температурой плавления, а в другую часть - припой с более низкой температурой плавления, при этом используют припои, обладающие контактным плавлением.
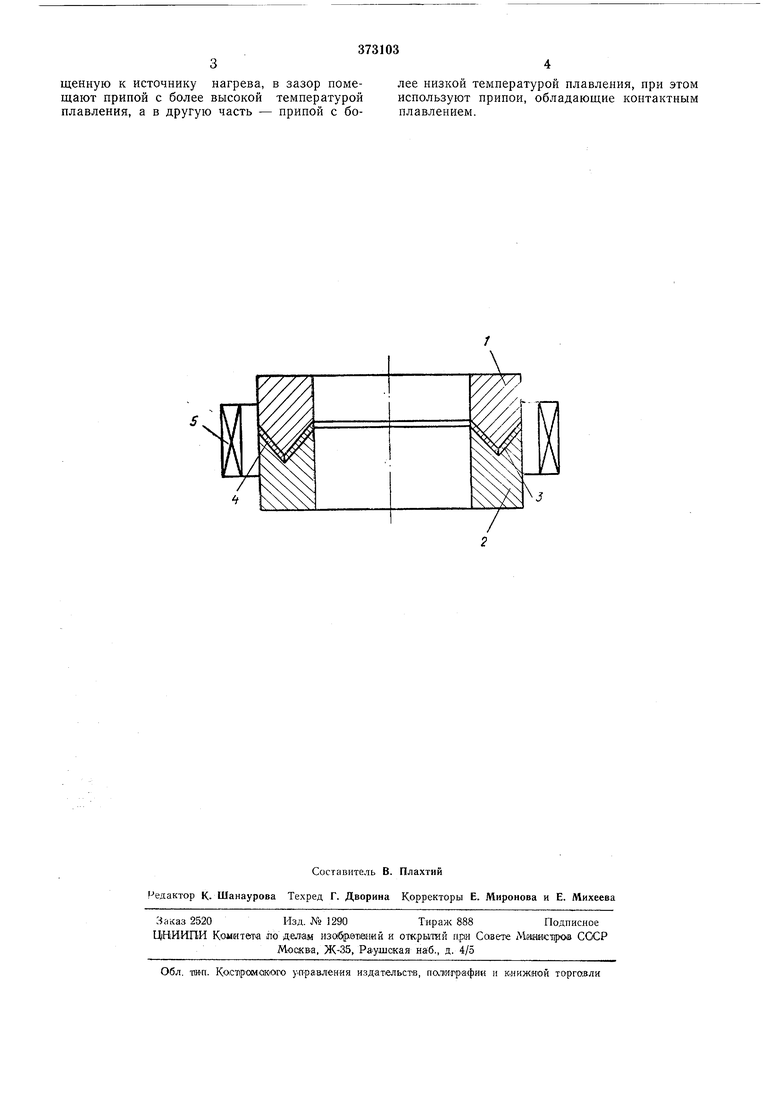
Предложенный способ поясняется чертежом.
Па трубе 1 выполняют конусный выступ, а на трубе 2 - ответный конусный паз, затем с внешней стороны труб в полученный стык закладьшают припой 3 с высокой температурой плавления, а с внутренней стороны - припой 4 с пониженной температурой плавления. Источник нагрева 5 располагается с внешней стороны труб 1 и 2. Затем трубы / и 2 спаивают.
В качестве примера можно привести использование в описываемом способе припоев ВПр-4 с температурой плавления 1000-
1050°С и ВЗМИ-87 с температурой плавления 1180-1200°С.
Припой 3 (ВЗМИ-87) имеет температуру плавления в интервале 1180-;-1200°С, а припой 4 ВПр-4-температуру плавления 10001050°С. При этом образование паяного соединения происходит по всей плоскости соединения деталей при ускоренном нагреве без дополнительной выдержки для выравнивания температуры по толщине стенки, что приводит к уменьшению времени нахождения паяемых материалов при высоких температурах и улучшению их механических свойств.
Предлагаемый способ позволяет выбрать такое сочетание припоев, при котором, например, при пайке толстостенных трубопроводов внутреннюю часть трубы можно паять припоем с повышенной коррозионной стойкостью
при работе в агрессивных средах.
Предмет изобретения
Способ пайки труб, при котором на торце ОДНОЙ трубы выполняют конические выступы, а на торце другой конические пазы, в зазор закладывают припой и производят нагрев, преимущественно с внешней стороны, отличающийся тем, что, с целью повышения качества паяного соединения, в часть стыка, обращениую к источнику нагрева, в зазор помещают припой с более высокой температурой плавления, а в другую часть - припой с более низкой температурой плавления, при этом используют припои, обладающие контактным плавлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТАКТНО-РЕАКТИВНЫЙ СПОСОБ ПАЙКИ | 1969 |
|
SU247021A1 |
| Способ пайки труб из металла с различными коэффициентами термического расширения | 1976 |
|
SU579110A1 |
| ПОРОШКОВЫЙ ПРИПОЙ для ПАЙКИ ЖАРОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ | 1972 |
|
SU351657A1 |
| ПАСТА ДЛЯ ПАЙКИ МЕТАЛЛОВВСЕСОЮЗНАЯп>&.т:н1НО-11ХШ':Е:шБИБЛИОТЕКА | 1972 |
|
SU339367A1 |
| СПОСОБ ПАЙКИ ТРУБ | 1998 |
|
RU2156183C2 |
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ МЕДИ И МЕДНЫХ СПЛАВОВ | 1967 |
|
SU203438A1 |
| СПОСОБ ПАЙКИ МЕТАЛЛОВ | 1972 |
|
SU428877A1 |
| СПОСОБ ПАЙКИ ТРУБ | 1970 |
|
SU413002A1 |
| СПОСОБ ПАЙКИ ТУГОПЛАВКИХ МЕТАЛЛОВ С КОРРОЗИОННО-СТОЙКИМИ, ЖАРОСТОЙКИМИ СТАЛЯМИ И НИКЕЛЕВЫМИ СПЛАВАМИ | 2007 |
|
RU2359792C2 |