Известно устройство измерения уровня и скорости заполнения изложницы при разливке стали.
Предложенное устройство отличается тем, что в нем применен «овый датчик, представляющий собой графитовый электрод с термопарой внутри; оно позволяет при разливке стали одновременно контролировать, регистрировать и показывать относительную температуру поверхности металла и линейную скорость подъема уровня металла в изложнице.
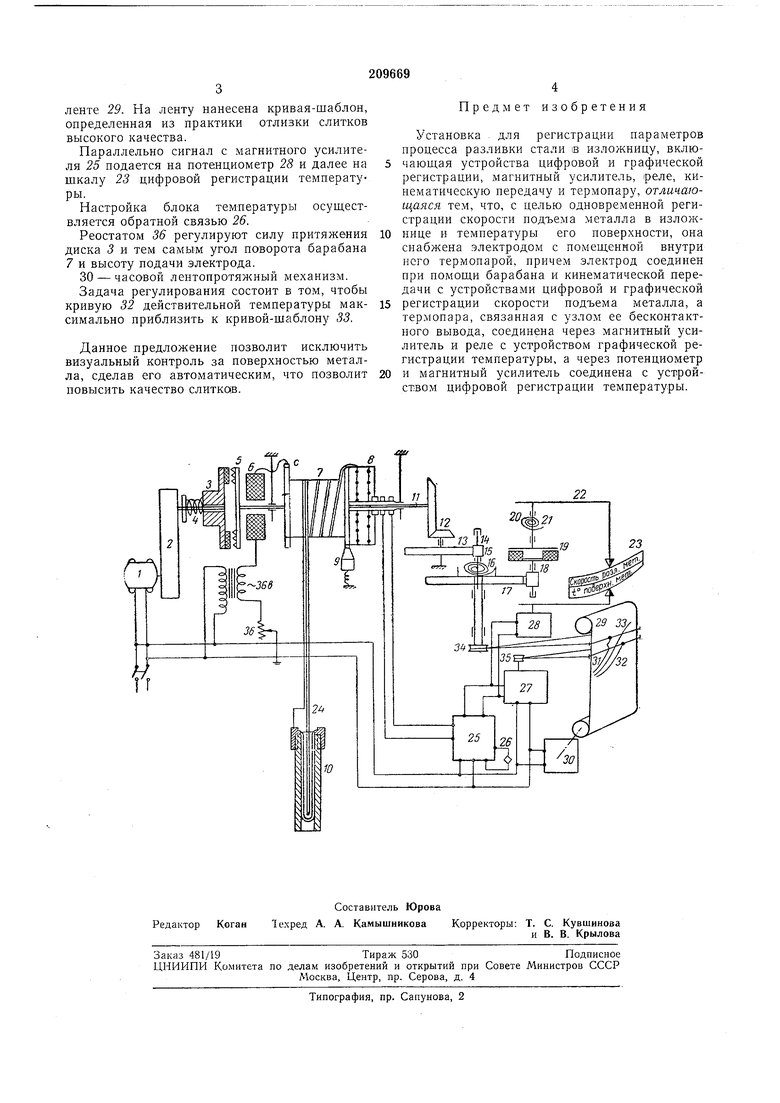
На чертеже представлена схема предложенного устройства.
Оно состоит из каналов измерения и регистрации одновременно по двум параметрам - линейной скорости подъема металла и относительной температуре поверхности металла.
Действие устройства состоит в следующем.
Вращение от двигателя / передается через редуктор 2 на вал 4 и диск 5 фрикционной пары. Пажимом храповика 9 освобождают барабан 7 и под действием электрод 10 опускается в изложницу, останавливаясь на определенном, зада-нном заранее, расстоянии от дна. Пзложница включена в цепь 36 в, и электрод, контактируя с поднимающимся металлом, замыкает цепь. Возникающее в катушке индуктивности 6 поле притягивает ведущий диск 3 фрикционной пары к ведомому диску 5, барабан 7 поворачивается, поднимая
электрод 10, и цепь 36 в разрывается. Пружина вала 4 возвращает диск 3 в исходное положение, храповик 9 удерживает барабан 7 от возвращения под тяжестью электрода 10 назад.
Поднимающийся металл снова «догоняет электрод, и цикл повторяется до конца разливки. Электрод как бы «следит за металлом.
Ось 11, жесткь связанная с барабаном 7, оказывается повернутой на определенный угол, и через кинематическую связь 12, 13, 14,
15, 16, 17 вращает блок записи 34, с которого производится запись кривой 31 скорости подъема металла на ленте 29. С другой стороны, через кинематическую связь 17, 18, 19, 20, 21, 22 скорость подъема металла регистрируется ,на цифровой щкале 23.
Канал измерения и показа температуры действует следующим образом.
Термопара расположена внутри графитового электрода 10 и имеет выводы, 24. Пмпульс от термопары поступает в узел бесконтактного вывода термопары 8, далее в магнитный усилитель 25, реле 27 и на блок записи 35
ленте 29. На ленту нанесена кривая-шаблон, определенная из практики отлизки слитков высокого качества.
Параллельно сигнал с магнитного усилителя 25 подается на потенциометр 28 и далее на шкалу 23 цифровой регистрации температуры.
Настройка блока температуры осуществляется обратной связью 26.
Реостатом 36 регулируют силу притяжения диска 3 и тем самым угол поворота барабана 7 и высоту подачи электрода.
30 - часовой лентопротяжный механизм.
Задача регулирования состоит в том, чтобы кривую 32 действительной температуры максимально приблизить к кривой-шаблону 55.
Данное .предложение позволит исключить визуальный контроль за поверхностью металла, сделав его автоматическим, что позволит повысить качество слитков.
Предмет изобретения
Установка для регистрации параметров процесса разливки стали в изложницу, включающая устройства цифровой и графической регистрации, магнитный усилитель, реле, кинематическую передачу и термопару, отличающаяся тем, что, с целью одновременной регистрации скорости подъема металла в изло}книце и температуры его поверхности, она снабжена электродом с помещенной внутри него термопарой, причем электрод соединен при помощи барабана и кинематической передачи с устройствами цифровой и графической регистрации скорости подъема металла, а термопара, связанная с узлом ее бесконтактного вывода, соединена через магнитный усилитель и реле с устройством графической регистрации температуры, а через потенциометр и магнитный усилитель соединена с устройством цифровой регистрации температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ПОВЕРХНОСТИ НАГРЕТЫХ ТЕЛ | 2003 |
|
RU2238529C1 |
| АВТОМАТИЧЕСКОЕ РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО | 1934 |
|
SU45663A1 |
| Способ оценки склонности литых металлов и сплавов к образованию горячих трещин | 1984 |
|
SU1241083A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОГО БЕСКОНТАКТНОГО ТЕМПЕРАТУРНОГО КОНТРОЛЯ ВРАЩАЮЩИХСЯ ОБЪЕКТОВ | 1997 |
|
RU2125718C1 |
| АВТОНОМНЫЙ ПРИБОР ДЛЯ ПРОМЫСЛОВО-ГЕОФИЗИЧЕСКОГО ИССЛЕДОВАНИЯ СКВАЖИН | 1967 |
|
SU215158A1 |
| Ковш для разливки металла | 1938 |
|
SU54175A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ КРИСТАЛЛИЗАЦИИ И СЕГРЕГАЦИИ В СЛИТКАХ | 1993 |
|
RU2095493C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК | 2015 |
|
RU2638604C2 |
| Эксцентриковый кривошипно-шатунный механизм с регулируемым ходом ползуна | 1987 |
|
SU1645607A1 |
| Устройство для изготовления покрышек пневматических шин | 1974 |
|
SU540559A3 |
