1:
Изобретение предназначено для изготовления автокатодов для ряда электронных приборов: рентгеновских трубок, инжекторов - группирователей линейных ускорителей, а также для автоионных и автоэлектронных микроскопов.
Известны способы изготовления игольчатых автоэмиттеров путем удаления металла с участка проволочной заготовки до ее разрыва химическим или электрохимическим травлением. Однако при таком изготовлении эмиттеров на «х поверхности образуется устойчивая пленка, Которую не удается удалить нагревом эмиттера до высокой температуры. Кроме того, большинство материалов, обладающих малой адсорбционной способностью (Та, 1г, Pt, Rh), электрополируется только в расплавках NaNOg, NaCl, КОН при высокой температуре или в крайне токсично м растворе цианистого калия. При этом повышается коэффициент диффуз-ии, что приводит к сушественным объемным загрязнениям образца, сопровождающимся неконтролируемыми изменениями работы выхода.
Предлагаемый способ изготовления автоэмиттерав отличается от известных тем, что проволочную заготовку помешают перпендикулярно поверхности электропроводящей пластины внутри двух изолирующих цилиндров
с конусообразными раструбами на концах, обращенных друг к другу, и с кольцевым зазором между ними и прикладывают между заготовкой и пластиной разность потенциалов, достаточную для возникновения катодного распыления материала заготовки в области зазора между раструбами.
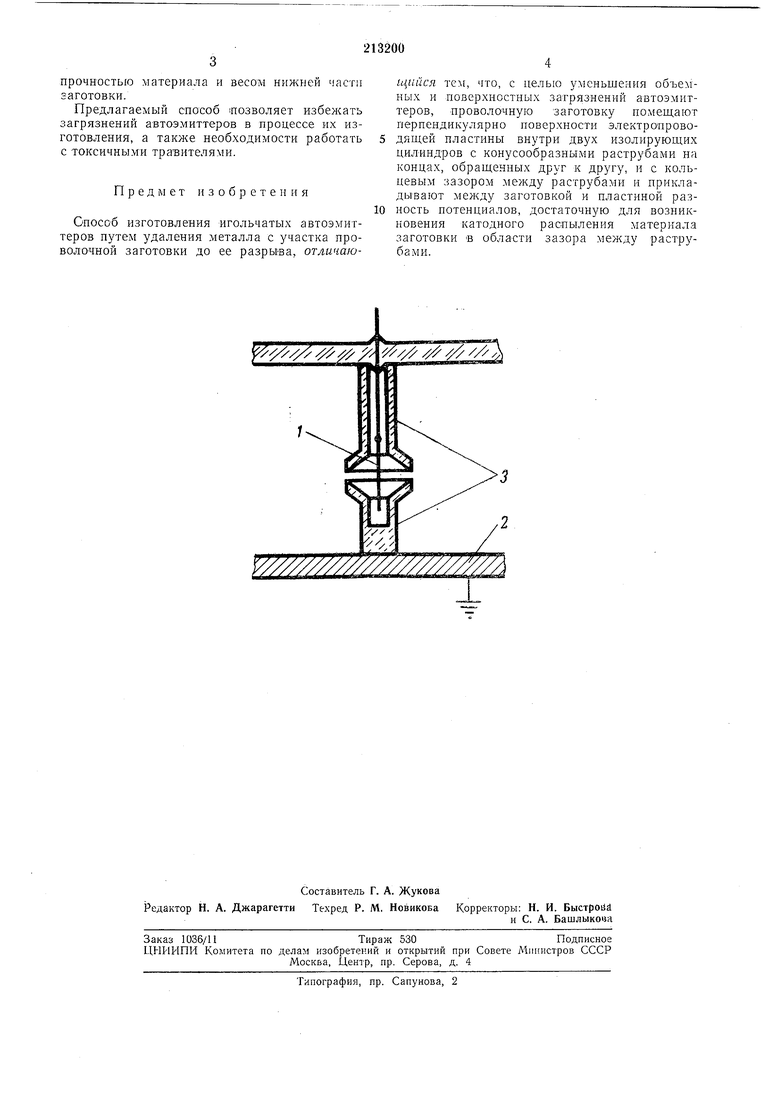
На чертеже представлено устройство для изготовления автоэмиттеров по предлагаемому способу.
Оно содержит проволочную заготовку /, электропроводящую пластину 2, изолирующие цилиндры 5 с раструбами. Заготовка в виде проволоки из необходимого материала распыляется ионами инертных газов при давлении последних мм рт. ст. Давление остаточных газов в системе-Ю в-10 мм рт. ст. Конусообразные изолирующие экраны позволяют получать распыление, неравномерное по длине
распыляемого участка проволоки и, таким
образом, получать острия-иголки с заданным
углом конуса при верщине.
В процессе распыления центральная часть
распыляемого участка становится настолько тонкой, что не выдерживает веса свисающей части проволоки и обрывается. Нижняя часть заготовки, падающая в специальный держатель, используется как автоэмиттер. Средний
прочностью материала и весом нижней части заготовки.
Предлагаемый способ позволяет избежать загрязнений автоэмиттеров в процессе их изготовления, а также необходимости работать с токсичными травителями.
Предмет изобретения
Оиособ изготовления игольчатых автоэмиттеров путем удаления металла с участка проволочной заготовки до ее разрыва, отличающийся тем, что, с целью уменьшения объемных и поверхностных загрязнений автоэмиттеров, проволочную заготовку помещают перпендикулярно поверхности электропроводящей пластины внутри двух изолирующих цилиндров с конусообразными раструбами на концах, обращенных друг к другу, и с кольцевым зазором между раструбами и прикладывают между заготовкой и пластиной разность потенциалов, достаточную для возникновеиия катодного распыления материала заготовки -в области зазора между раструбами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для травления автоэмиттеров | 1974 |
|
SU512505A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНО-СЕТОЧНОГО УЗЛА С АВТОЭМИССИОННЫМИ КАТОДАМИ | 2022 |
|
RU2792040C1 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТОВ ИЗ РАСПЫЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2608857C2 |
| КАТОДНО-СЕТОЧНЫЙ УЗЕЛ С УПРАВЛЯЮЩЕЙ СЕТКОЙ И АВТОЭМИССИОННЫМ КАТОДОМ, РАЗДЕЛЕННЫМ НА УПРАВЛЯЕМЫЕ ЭЛЕМЕНТЫ | 2022 |
|
RU2788495C1 |
| ПОКРЫТИЕ ИЗ ГЕТТЕРНОГО МЕТАЛЛИЧЕСКОГО СПЛАВА, А ТАКЖЕ УСТАНОВКА И СПОСОБ ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2003 |
|
RU2315819C2 |
| ИЗОЛИРУЮЩИЙ ДЫХАТЕЛЬНЫЙ АППАРАТ | 2010 |
|
RU2428231C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИГОЛЬЧАТЫХ АВТОЭЛЕКТРОННЫХЭМИТТЕРОВ | 1965 |
|
SU171929A1 |
| Способ изготовления игольчатых холодных эмиттеров | 1969 |
|
SU286793A1 |
| БАТАРЕЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ЭЛЕМЕНТОВ С ТОНКОСЛОЙНЫМ ЭЛЕКТРОЛИТОМ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА И УЗЕЛ СОЕДИНЕНИЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ЭЛЕМЕНТОВ В БАТАРЕЮ (ВАРИАНТЫ) | 2016 |
|
RU2655671C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОЭМИССИОННОГО КАТОДА | 2002 |
|
RU2225052C1 |
