Известен способ электромагнитного перемешивания расплава сварочной ванны, состоящий в наложении созданных соленоидом управляющих продольных электромагнитных полей, пронизывающих расплав сварочной ванны. Наилучщие условия кристаллизации сварочной ванны возникают при наложении знакопеременного магнитного поля за счет реверса направления вращения расплава.
При сварке на постоянном токе знакопеременное магнитное поле создают при питании соленоида генераторами низкой частоты или механическими преобразователями постоянного тока в переменный.
При сварке на переменном токе знакопеременное магнитное поле возникает при питании соленоида сетевым наоряжением, но в этом случае не удается осуществить реверс на1правления вращения расплава, так как полярность поля изменяется соответственно изменению направления сварочного тока.
Согласно Предлагаемому способу соленоид питают -положительными дискретными импульсами, выделенными из синусоидального напряжения промышленной частоты однополупериодньш выпрямлением и разделенныл и на группы, обеспечивающие требуемую частоту реверсирования управляющего электромагнитного ПОЛЯ.
Питание соленоида однополупериодновыпрямленными импульсами определяет универсальность способа при питании дуги ка-к постоянным, так и переменным током. В последнем случае расплав разгоняется (или тормозится) возникающими пондермоторными силами, вовлекающими жидкий металл ванны во вращательное движение в период совпадения импульса управляющего
магнитного поля с Соответствующей полуволной синусоидального тока силовой пеюи.
Создание соленоидом знакопеременного магнитного поля требуемой частоты При питании предложенным способом позволяет
сообщать сварочной ванне вращательное, возвратно-вращательное и прерывисто-Вращательное движение.
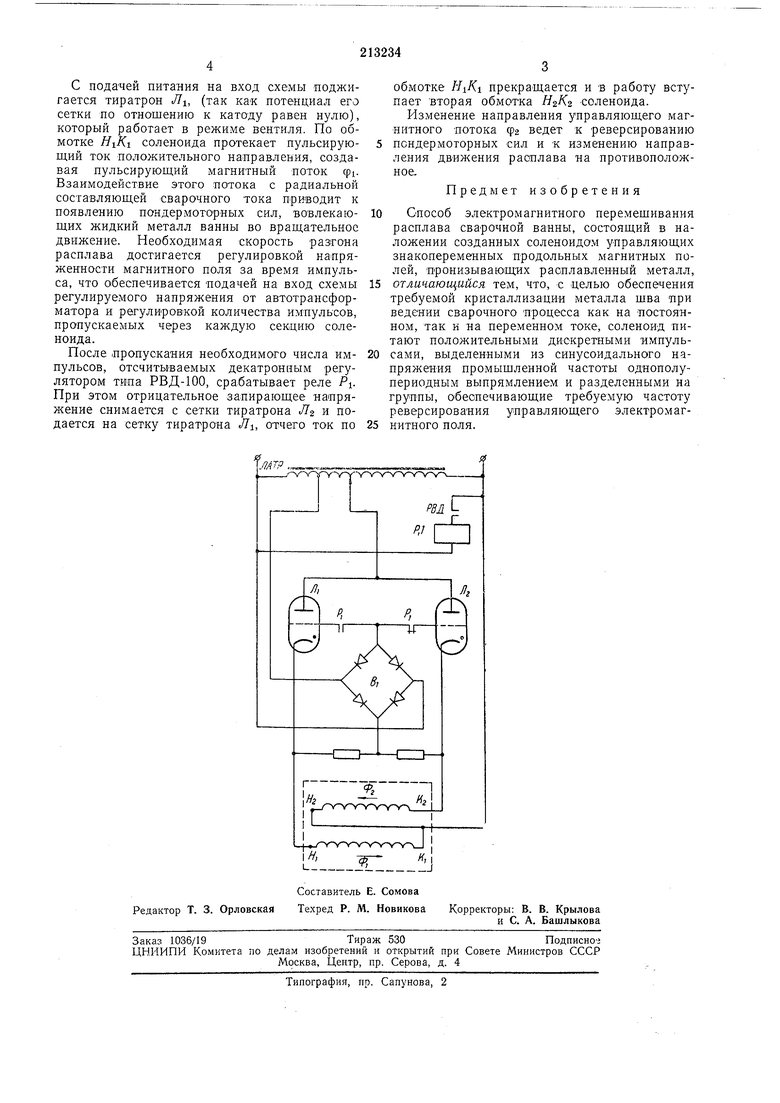
На чертеже представлено устройство для получения знакопеременного магнитного поля
предложенным способом.
Направление магнитного поля устройства изменяется поочередным включением двух идентичных встречно включенных секций управляющего соленоида. Обе секции намотаны на общий каркас, та-к что направление их витков совпадает, и расположены соосно с расходуемым электродом. В этом случае магнитные потоки, создаваемые соленоидом, нормальны ПО отношению к зеркалу свароч
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ РАСПЛАВА СВАРОЧНОЙ ВАННЫВТТГООТизН А Яг:т.н:и5-п.л;:л';Е::шь':Б;';ИО7ЕКА | 1971 |
|
SU305969A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ РАСПЛАВА СВАРОЧНОЙ ВАННЫBCFCOiO^NAf! | 1973 |
|
SU364398A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| Способ электромагнитного перемешивания расплавленного металла сварочной ванны | 1979 |
|
SU919818A1 |
| УСТРОЙСТВО для РЕВЕРСИВНОГО ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ РАСНЛАВА СВАРОЧНОЙ ВАННЫ | 1970 |
|
SU288192A1 |
| Способ сварки | 1981 |
|
SU1063556A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1703325A1 |
| Способ наплавки в электромагнитном поле и устройство для его осуществления | 1989 |
|
SU1697998A1 |
| Способ электродуговой сварки | 1978 |
|
SU742062A1 |
| Способ дуговой обработки металлов | 1973 |
|
SU585000A1 |
