о 1 0.2
t / ff 4
0.
fut.1
Изобретение относится к электродуговой сварке металлов и сплавав на постоянном токе прямой полярности неплавящимся электродом.
Известен способ электродуговой сварки, позволяющий вести сварку с глубоким проплавлением,Способ дуговой сварки с использованием газодинамического эффекта позволяет существенно повысить проплавляемую способность дуги за счет давлния потока защитного газа, направлного сконцентрированно вдоль элекг трода на расплавленный металл под дугой flj.
Однако недостатком известного способа является то, что он требует повышенного расхода дорогостоящего защитного газа.
Известен способ электродуговой сварки, при котором используется управляющее продольное переменное электромагнитное поле частоты для создания,периодического движения расплава сварочной ванны перед фронтом кристаллизации,. Использование низкочастотных переменных электромагнитных полей {с частотой .до 10 Гц) позволяет измельчать структуру сварных швов C2J.
Для обеспечения качественного формирования сварного шва при низк частотах индукция продольного магнитного поля не должна превышать значений 0,03 Тл , Использование индукций больше 0,03 Тл при низких частотах реверса объемных электромагнитных сил в расплаве приводит к чрезмерному возрастанию центробежных сил инерции вращающегося в сварочной ванне расплава, выброс его из ванны и ухудшению качества ,шва Использование значений индукции порядка 0,03 Тл не позволяет получить большую глубину проплавлени я,.
Наиболее близким по технической сущности к предлагаемому является способ сварки дугой, управляемой постоянным продольным магнитным полем, при котором сварку ведут на прямой полярности, Этот способ позволяет получать сварные швы без провисания сварного шва при сварке на весу за счб;т перераспределения и выравдивания газодинамического давления; дуги по ее сечению ЗД.
Однако недостатком этого способа является то, что глубина проплавления не увеличивается (по сравнению со Сваркой без управляющего магнитного поля). Невозможность увеличения глубины проплавления не позволяет повысить производтельность процесса сварки.
Цель изобретения - повышение производительности процесса сварки и экономии основного и присадочного металла путем повышения проплляющей способности дуги л
Поставленная цель достигается тем, что согласно способу сварки дугой, управляемой продольным магнитным полем, при котором сварку вдут на прямой полярности, управление осуществляют переменным -магнитным полем прогалшленной частоты с индукцией 0,3-0,5 Тл
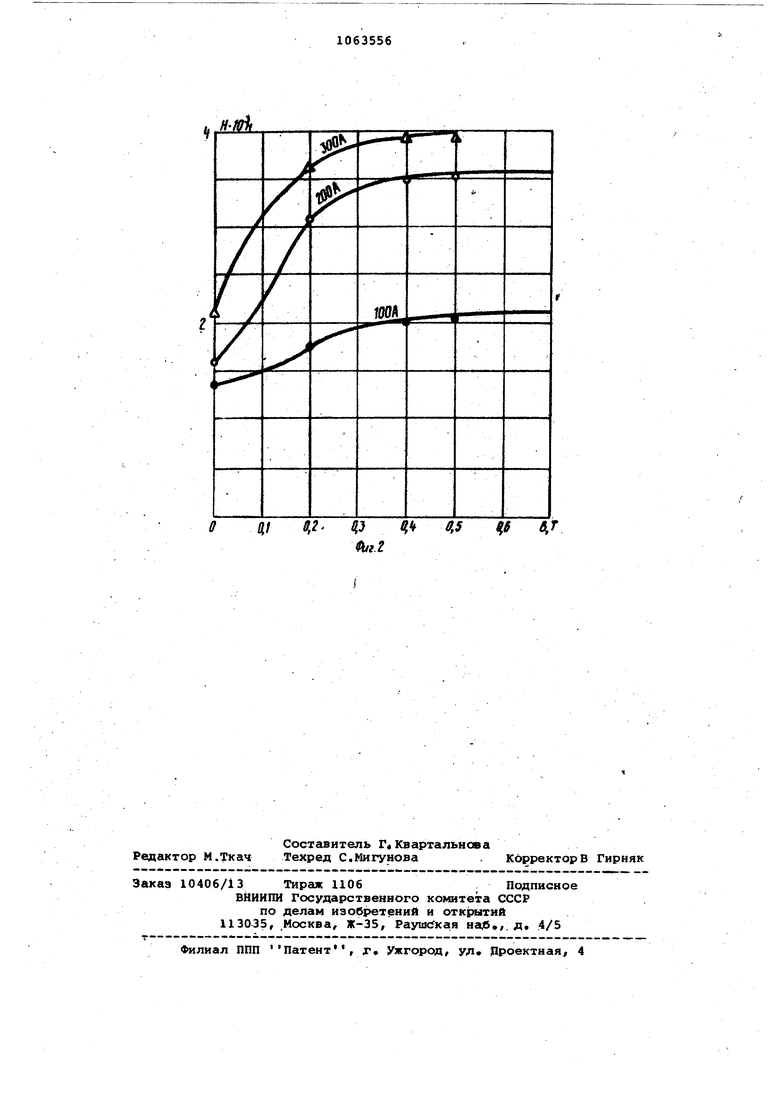
На фиг.1. показано изменение радиуса столба дуги в зависимости от величины инд.укции продольного переменного магнитного поля промышленной частоты; на фиг,2 - зависимость изменения глубины проплавления основного металла при сварке жаропрочного сплава на никел2зой основе с использованием управляющего продольного переменного магнитного поля промышленной частоты.
Экспериментальные и теоретические исследования показывают, что для повышения проплавляющей способности сварочной дуги прямой полярности необходимо воздействовать на дугу продо й ным магнитным полем с индукциями больше Тл. Это связано с тем, что при значениях индукции больше 0,3 дуга под действием электромагнитны сил устойчиво сжимается к своей оси, при этом диаметр дуги вбли- . зи пятна нагрева уменьшается более чем в два раза. Одновременно электромагнитное сжатие столба дуги при указанных значениях индукции магнитного поля приводит к возрастанию газодинамического давления дуги на расплав сварочной ванны более, чем в 5 раз,- Эти данные указывают на то, что при значени ях индукции магнитного поля больше 0,3 Тл наиболее резко проявляются главные факторы повьшения проплавляющей способности сварочной дуги прямой полярности; повышение плотности тепловой энергии в пятне нагрева более чем в 4 раза за счет уменьшения диаметра дуги, а также заглубления дуги в основной металл и уменьшение толщины теплоизолирующей жидкой прослойки на дне ванны вследствие возрастания газодинамического давления дуги. Подтверждением этого служат экспериментальные данные изменения радиуса дуги в продольном магнитном поле (фиг«1
С другой .стороны, для обеспечения качественного процесса; сварки при отмеченных значениях индукции необходимо применять переменное продольное магнитное поле. Это обусловлено .тем, что в продольном магнитном поле расплав
сварочной ванны приходит во вращение под действием электромагнитнык сил, возникающих в расплавег Однонаправленное вращение расплава сварочной ванны в одном направ-; лениив постоянном магнитном поле при индукциях больше 0,1 Тл происходит с такой скоростью, что возникающие в расплаве вследствие его вращения центробежные силы инерц1ии приводят к выбросу расп-, лава из ванны и нарушению стабильности процесса сварки. Избежать этого можно при использова- -,
НИИ переменного продольного магнитноГО поля,позволяющего, за счет реверса электромагнитных сил в сварочной вайне снизить скорость вращения расплава Как показывают расчетные оценки, нaимeньiяaя частота пере- . медного продольного магнитного поля, устраняющая выброс расплава из сварочной ванны за счет его вращения при индукциях магнитного поля, не превьшающих 0,5 Тл, являетсй прромышленная-частота 50 Гц. Для устранения выброса расплава из сварочной ванны мсйсно использовать также более высокие частоты переменного магнитногр поля.. Однако это экономически не выгодно, так.как требуется применение специальных источников питания электромагнита, создающего магнитное поле в зоне сварки.
Экспериментальные исследования глубины пропл вления при сварке в переменном продольном магнитнсял поле 50 Гц дугой прямой полярности показывают (фигл.2 ) , что глубина проплавления значительно увеличи- : вается с ростом магнитного поля и при индукциях поля порядка 0,3 Тл В 2 раза больше, чем при сварке : магнитного поля. Дальнейшее увеличение индукции магнитного поля (больше 0,5 Тл) не приводит к скояьнибудь существенному изменению глубины проплавления
При частоте переменного продольного магнитного поля 50 Гц как показывают экспериментальные исследования, формирование сварных швов в магнитном поле, превышение индукций магнитного поля 0,5 Тл приводит к нарушению качественного формирования сварного шва вследствие возрастания скоростей вращения расплава сварочной ванны в продольном магнитном поле
Таким образом,для сварки дугой . прямой полярности в продольном магнитном поле промышленной частоты 50 Гц диапазон оптимальных значений индукций составляет 0,3-0,5 Тл, в котором реализуется максимальное увеличение глубины йроплавления
0 Возможность оруществления сварки изделий большой толщины за один проход без разделки кромок позволяет экономить дорогостоящий основной металл, идущий при разделке
5 кромок в отходы, а также электродную проволоку, необходимую для заполнения разделки, За счет экономии основного металла и присадочной проволоки предлагаемый способ
Q позволяет уменьшить затрат;ы на сварку одного погонного метра шва по сравнению со сваркой соединений с разделкой кромок более чем на 30%..
5 Способ может быть использован практически для всех типов соединений, получаемых при использсва- . НИИ неплавящегося электрода
Предла гаемым способом али соединения из жаропрочного
0
сплава на никелевой основе толщиной 5 за один проход без /разделки кромок,. Рекомендуемый режим аргоно-дуговой сварки на прямой полярности с неПлавящимся
электродом в переменном продольном магнитном поле промьлиленной частоты: сварочный ток 240 А, напряжение на дуге 20-25 В, индукция управляющего продольногб маг0 нитногс поля промышленной частоты 0,35 Тл, скорость сварки 10 м/ч
Предлагаемый способ сварки с глубоким проплавлением позволяет при неизменной эффективной мощ5 ности дуги прямой полярности увеличить глубину проплавления основного металла, а также позв оляет устранить использование при сварке химически активных флюсог0 и повышенный расход дорогостоящего защитного газа по сравнению с базовым объектом, в качестве которого выбран способ аргоно-дуговой сварки на прямой полярности неплавящимся электродом rf
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| Способ двухдуговой сварки | 1985 |
|
SU1442345A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1703325A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ дуговой сварки | 1987 |
|
SU1496944A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146583C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 2004 |
|
RU2281193C2 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
СПОСОБ СВАРКИ ДУГОЙ, управляемой продольным магнитным 11олем, при котором сварку ведут на прямой полярности, отличающий с я тем, что, с целью повхллення производительности процесса сварки и экономии основного и присадочного металла путем повышения проплавлякадей способности дуги, управление осуществляют перемённьм магнитным полем промышленной Частоты с индукцией 0,3-0,5 Тл, о У ОО СП ел д
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Земпевский Л .А« Лесков Г, Н | |||
| Проплавлякяцее действие дуги при сварке в газовой смеси с использованием газодинамичес шго эффекта, Автсм атическая сварка, 1977, 7, с.26-29- | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бардокин Б.В.и да | |||
| Структура и свойства металла шва при сварке в продольном электромагнитном поле низкой частоты.- Сварочное, щ оиэводство, 1975, 1, с.12-14 3, | |||
| Селяненков В..Н , и др. | |||
| О формировании сварочного шва в продольном магнитном поле при аргоно-дуговойусварке - сварочное произв дство, 1975, -11, с,5-7 (прототип) . | |||
