Изобретение относится к электродуговой сварке металлов с электромагнитным перемешиванием расплава сварочной ванны и может быть использовано в различных отраслях промышленности при производстве сварных конструкций из алюминиевых сплавов.
Цель изобретения - повышение качества сварных соединений из алюминиемых сплавов путем разрушения и устранения окисных включений.
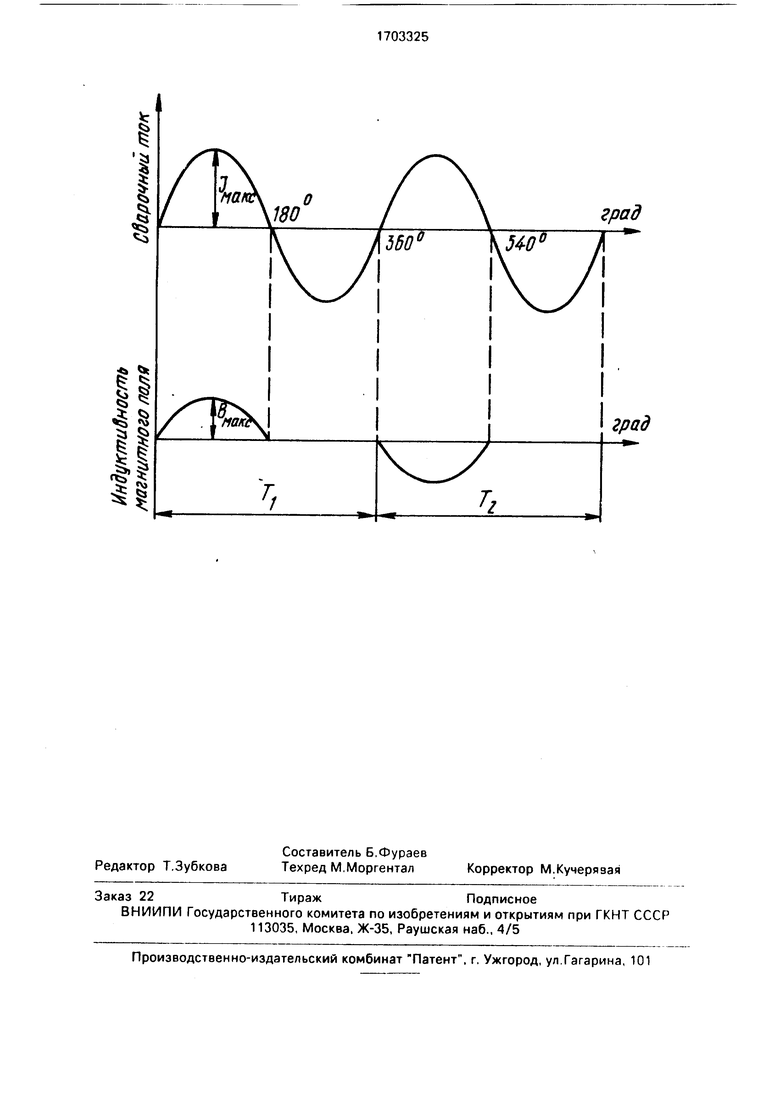
На чертеже приведена диаграмма изменения сварочного тока и индуктивности магнитного поля во времени.
Предлагаемый способ состоит в воздействии на сварочную дугу и металл сварочной ванны продольным знакопеременным электромагнитным полем, генерируемым переменным током, в моменты прямой полярности полупериодов сварочного тока. В первый период времени Ti индуктивность магнитного поля В генерируется током прямой полярности, а в период времени Тг полярность генерирующего тока меняется на обратную (см.чертеж).
Величина магнитной индукции определяется из выражения В 0,005 до 0,007 sin л где В - величина магнитной индукции. Тл;
а - текущее значение угла синусоиды сварочного тока.град.
В связи с тем, что рост толщины окисной пленки происходит пропорционально росту величины сварочного тока в полупериод
VJ
О СО
СО
ю
(Я
прямой полярности, изменение величины магнитной индукции осуществляют пропорционально синусу текущего угла синусоиды сварочного тока.
Пример, Осуществляли автоматическую аргонодуговую сварку вольфрамовым электродом пластин из алюминиевого сплава АМгб толщиной 4,5 мм. Пластины собирали встык с технологическим зазором между кромками 1,0 мм. Наличие технологического зазора в стыке величиной 1,0 мм способствует образованию окисных плен в шве, что облегчает выявление их рентгеновским методом контроля. Для осуществления способа использовали сопло-соленоид и тиристорный синхронный прерыватель тока в целях питания обмоток соленоида.
Влияние режимов сварки на качество соединений представлено в таблице.
На всех швах сваренных пластин определяли суммарную протяженность окисных .плен и дисперсность окисных включений.
Суммарную длину окисных плен на единицу длины сварного шва определяли рент геновским контролем. Дисперсность окисных плен определяли по изломам сг/ р- ных швов с помощью бинокулярного микроскопа.
Оценку герметичности сварных соединений проводили методом щупа по ОСТ 92- 1527-89; давление воздушно-гелиевой смеси 0,1 Мпа с содержанием гелия менее 40%. Течеискателем ПТИ-7А фиксировались течи до 1,3 10 Вт.
Для этого дополнительно осуществляли автоматическую аргонодуговую сварку вольфрамовым электродом пластин из алюминиевого сплава АМгб размером
-
мм и толщиной 4,5 мм с минимально возможными зазорами в стыке (80,2 мм).
Сварка выполнялась на режиме: Ice 210 A; VCB 12 м/ч; Bi 5 В2 4-10 3;Вз 8
.
10
15
20
25
30
35
40
После сварки фрезеровкой удаляли усиление и проплав сварных швов, после чего проводили проверку на герметичность.
В сварных швах, выполненных по предлагаемому способу, течи отсутствовали при Bi и имели место при Ва (1-2 течи) и Вз (3-4 течи). При Вз шов формируется неравномерно, количество дефектов превышает их количество по сравнению с Вг.
Предлагаемый способ прост в осуществлении и позволяет эффективно воздействовать на окисные включения, приводя к их разрушению при сварке алюминиевых сплавов. Способ позволяет получать вэкуумноп- лотные сварные соединения и повышает качество выпускаемых изделий.
Формула изобретения
Способ дуговой сварки алюминиевых сплавов неплавящимся электродом на переменном токе, при котором на дугу и металл сварочной ванны воздействуют продольным знакопеременным электромагнитным полем, отличающийся тем, что, с целью повышения качества сварных соединений, знакопеременное магнитное поле подают в моменты прямой полярности сварочного тока с частотой и длительностью импульсов прямой полярности полупериодов сварочного тока, при этом величину магнитной индукции определяют из выражения
В 0,005 до 0,007 sin a где В - величина магнитной индукции, Тл;
а - текущее значение угла синусоиды сварочного тока, град.
I
I
град
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки алюминиевых сплавов | 1990 |
|
SU1745453A1 |
| Способ дуговой сварки в защитных газах | 1991 |
|
SU1776516A1 |
| Способ дуговой точечной сварки | 1980 |
|
SU958053A1 |
| Способ дуговой сварки | 1983 |
|
SU1106612A1 |
| Способ сварки электрической дугой, управляемой поперечным магнитным полем | 1977 |
|
SU747643A1 |
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ дуговой сварки коллекторных крышек теплообменников с паяным пакетом | 1988 |
|
SU1671427A1 |
| Способ сварки алюминиевых сплавов | 1989 |
|
SU1655694A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
Изобретение относится к сварочному производству и может быть использовано для дуговой сварки неплавящимся электродом в среде защитных газов деталей из алюминиевых сплавов. Цель изобретения - повышение качества сварных соединений из алюминиевых сплавов путем разрушения и устранения окисных включений. При способе сварки неплавящимся электродом на переменном токе на дугу и металл сварочной ванны воздействуют продольным знакопеременным электромагнитным полем. Управляющее магнитное поле подают в момент прямой полярности полупериодов сварочного тока. Величину магнитной индукции определяют из выражения В 0,0005 sin «до 0,007 sin а где В - величина магнитной индукции, Тл; а- текущее значение угла синусоиды сварочного тока, град. Способ обеспечивает эффективное перемешивание расплава в сварочной ванне и позволяет получать вакуумноплогные сварные соединения за счет разрушения окисных включений. 1 табл., 1 ил. ел с
/14
Ti
#w
7i
«
| Способ сварки дугой,управляемойМАгНиТНыМ пОлЕМ | 1978 |
|
SU833388A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
