Известна установка для металлизации, содержащая распылительную головку, кассету для проволоки и механизм подачи проволоки, работающая по автоматическому циклу. Однако конструкция ее не обеспечивает безаварийного пуска и вывода на рабочий режим.
Предложенная установка позволяет автоматизировать процесс нанесения металлических покрытий. Она отличается от известной наличием устройства для подачи «пусковой и «рабочей смеси газов, выполненного в виде трех самостоятельных групп электромагнитных газовых клапанов, установленных на линиях сжатого воздуха, горючего газа и кислорода, причем выходные щтуцера клапана, установленного на линии кислорода и клапана, установленного на линии горючего газа, снабжены расходными дюзами с калиброванными отверстиями.
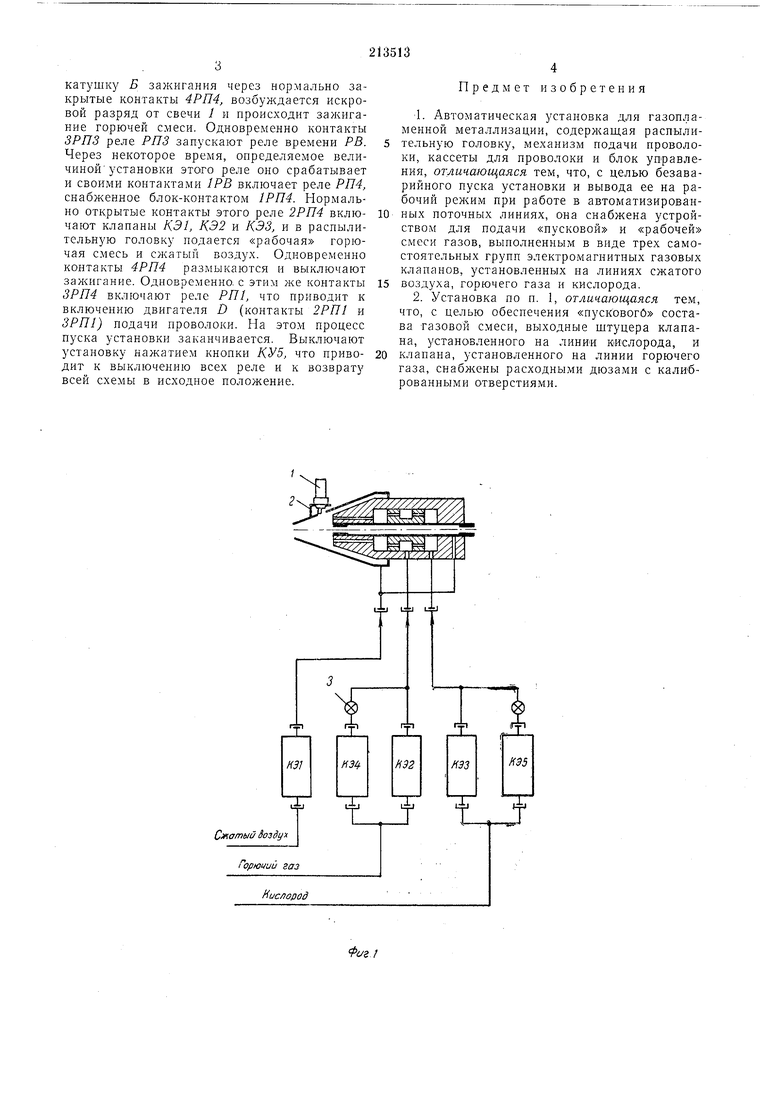
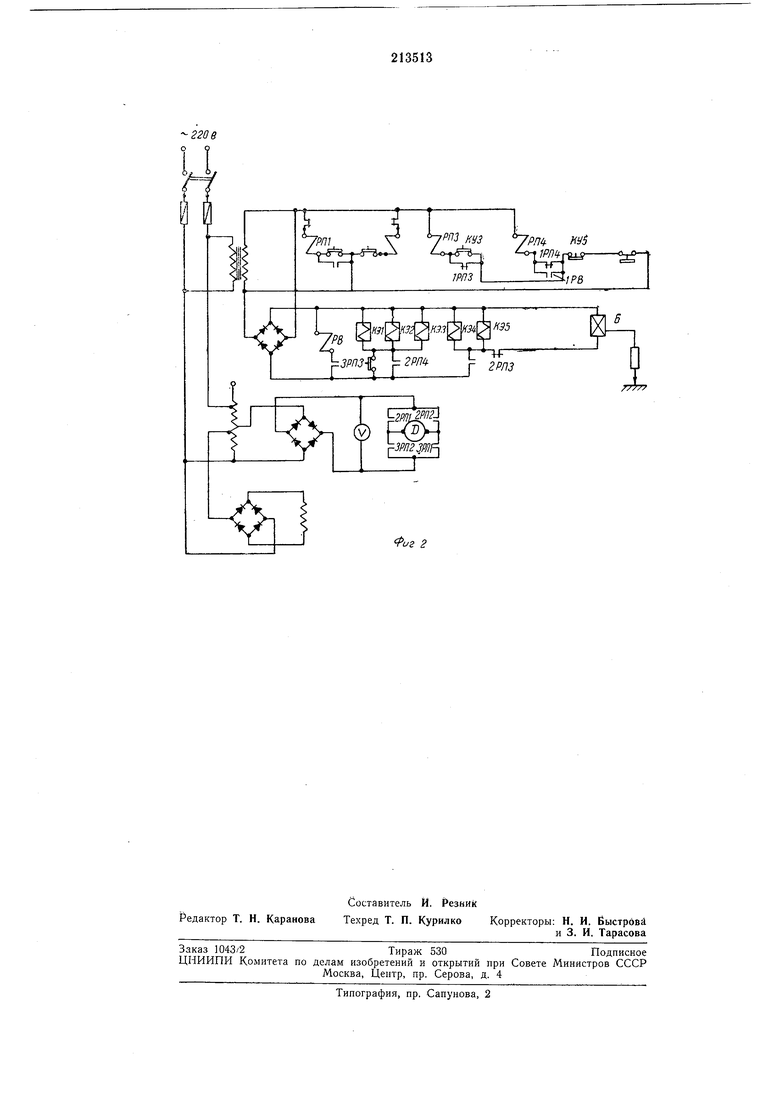
На фиг. 1 схематически представлена в общем виде распылительная головка и схема .расположения электромагнитных газовых клапанов; на фиг. 2 - электрическая схема управления установкОй.
Распылительная головка оборудована свечей / зажигания (внутрисопловое зажигание горючей смеси от искрового разряда). Для надежности зажигания и сохранности электродов свечи, последние расположены в специальной запальной камере 2.
Блок управления установлен на тележке. Он состоит из шкафа электрооборудования и блока электромагнитных газовых клапанов, которые включены в систему газопитания распылительной головки согласно схеме на фиг. 1.
Выходные штуцера клапанов КЭ4 и К.Э5 снабжены расходными дюзами 3 с калиброванными отверстиями, подобранными так, чтобы при включении этих клапанов в распылительную головку поступала газовая смесь (горючий газ-кислород) «пускового состава и надежно без взрыва зажигалась электроискровым разрядом в камере 2 от свечи 1.
Таким образом, на линиях горючего газа и кислорода установлено по два клапана КЭ2, КЭ4 (горючий газ) и КЭЗ, КЭ5 (кислород), а на линии сжатого воздуха - один клапан КЭ1. Эти клапаны образуют три самостоятельные группы, что позволяет управлять подачей газов в распылительную головку в необходимой последовательности при двух составах горючей смеси - «пусковой и «рабочей.
При нажатии кнопки КУЗ (фиг. 2) происходит срабатывание реле РПЗ с самоблокировкой его блок-контактом / РПЗ. Контакты этого реле 2РПЗ включают клапаны К.Э4 и КЭ5, снабженные дюзами. В распылительную головку аппарата подается «пусковая горючая смесь. Одновременно подается напряжение на
катушку Б зажигания через нормально закрытые контакты 4РП4, возбуждается искровой разряд от свечи 1 и происходит зажигание горючей смеси. Одновременно контакты ЗРПЗ реле РПЗ запускают реле времени РВ. Через некоторое время, определяемое величиной установки этого реле оно срабатывает и своими контактами 1РВ включает реле РП4, снабженное блок-контактом 1РП4. Нормально открытые контакты этого реле 2РП4 включают клапаны К.Э1, К.Э2 и КЭЗ, и в распылительную головку подается «рабочая горючая смесь и сжатый воздух. Одновременно контакты 4РП4 размыкаются и выключают зажигание. Одновременно- с этим же контакты ЗРП4 включают реле РП1, что приводит к включению двигателя D (контакты 2РП1 и ЗРП1) подачи проволоки. На этом процесс пуска установки заканчивается. Выключают установку нажатием кнопки КУ5, что приводит к выключению всех реле и к возврату всей схемы в исходное положение.
Предмет изобретения
1.Автоматическая установка для газопламенной металлизации, содержащая распылительную головку, механизм подачи проволоки, кассеты для проволоки и блок управления, отличающаяся тем, что, с целью безаварийного пуска установки и вывода ее на рабочий релсим при работе в автоматизированных поточных линиях, она снабжена устройством для подачи «пусковой и «рабочей смеси газов, выполненным в виде трех самостоятельных групп электромагнитных газовых клапанов, установленных па линиях сжатого
5 воздуха, горючего газа и кислорода.
2.Установка по п. 1, отличающаяся тем, что, с целью обеспечения «пусковогб состава газовой смеси, выходные штуцера клапана, устано вленного на линии кислорода, и
0 клапана, установленного на линии горючего газа, снабжены расходными дюзами с калиброванными отверстиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПУСКА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2116498C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ "2-ЭКО" | 1991 |
|
RU2075610C1 |
| Реактор производства синтез-газа | 2024 |
|
RU2839358C1 |
| Установка для детонационного нанесения покрытий | 1974 |
|
SU548177A1 |
| ЖИДКОСТНЫЙ РАКЕТНЫЙ ДВИГАТЕЛЬ | 2014 |
|
RU2545613C1 |
| Горелка для резания металлов ацетеленово-кислородным пламенем | 1924 |
|
SU1575A1 |
| Электроагрегат газопоршневой | 2023 |
|
RU2798400C1 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕАКТИВНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2363856C2 |
| СПОСОБ ГАЗОПЛАЗМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2128106C1 |
| Двухкамерный пульсирующий газогенератор | 1975 |
|
SU727669A1 |
дозду
РПЗ нуз М5
-o- ПJ гiJ 1РПЗ
иг г
