Одной из наиболее важных проблем современной металлургии является создание нового типа сталеплавильного агрегата, могущего заменить мартеновские печи. Периодичность работы мартеновской печи создает тем большие трудности, чем больше форсируется работа печи. Вследствие этого достижение на мартеновских печах производительности 100 т/час требует применения таких форсированных режимов работы, какие практически могут быть осугцествлены только в опытном порядке на отдельных печах.
Новый тип сталеплавильного агрегата, создаваемый взамен мартеновской печи, должен отличаться высокой производительностью и экономичностью, а также обеспечивать требуемое качество металла. Этим требованиям отвечает предлагаемый сталеплавильный агрегат непрерывного действия.
С целью непрерывного производства стали и жидкого чугуна и лома рабочее пространство агрегата разделено порогами на ванны, число которых соответствует технологическим операциям процесса.
Для обеспечения присадки материалов и лома, а также ухода за огнеупорной кладкой агрегат снабжен завалочными окнами.
Ванна, в которую заливают чугун, оборудована шлаковой леткой, расположенной на уровне зеркала металла. Это позволяет производить непрерывное удаление шлака.
Для непрерывного выпуска металла ванна доводки снабжена вьшускным отверстием, расположенным на границе шлак-металл.
С целью достижения оптимального температурного режима процесса агрегат имеет горелку, установленную под углом 8-15° к поверхности металла в торце ванны доводки.
Кроме того, агрегат оборудован емкостью для непрерывной заливки чугуна, установленной в его торце и соединенной с ним металлопроводом, а также воздухонагревателями, преимушественно рекуперативными.
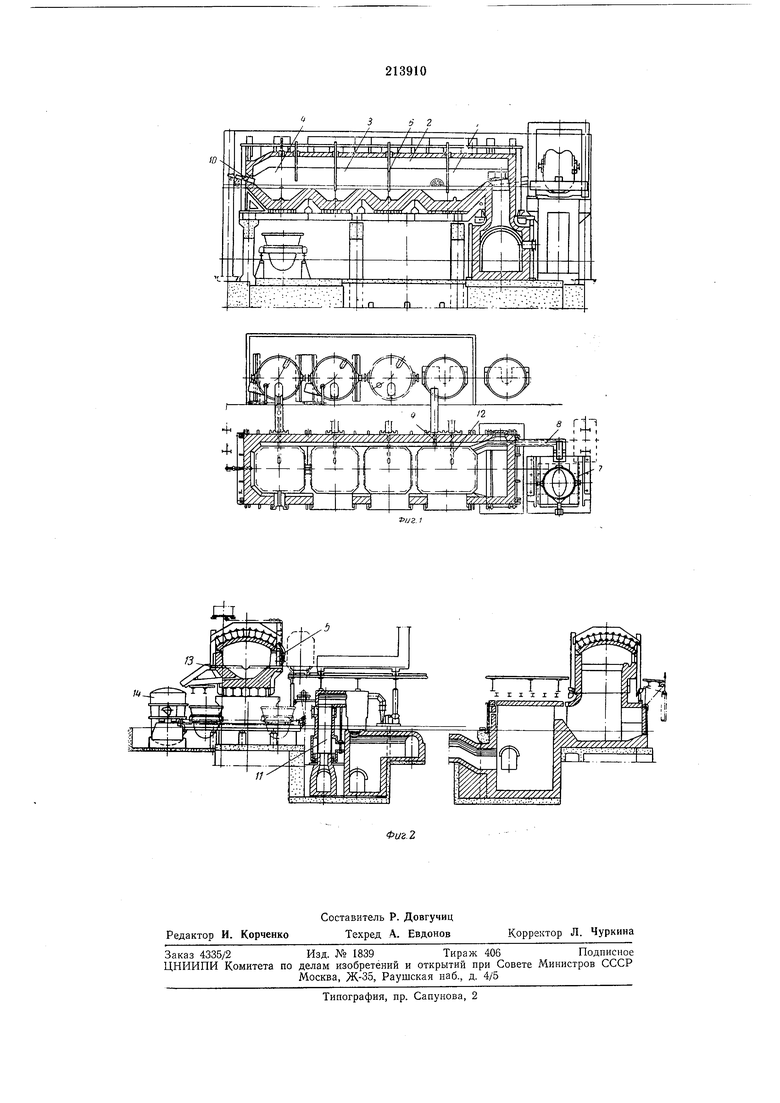
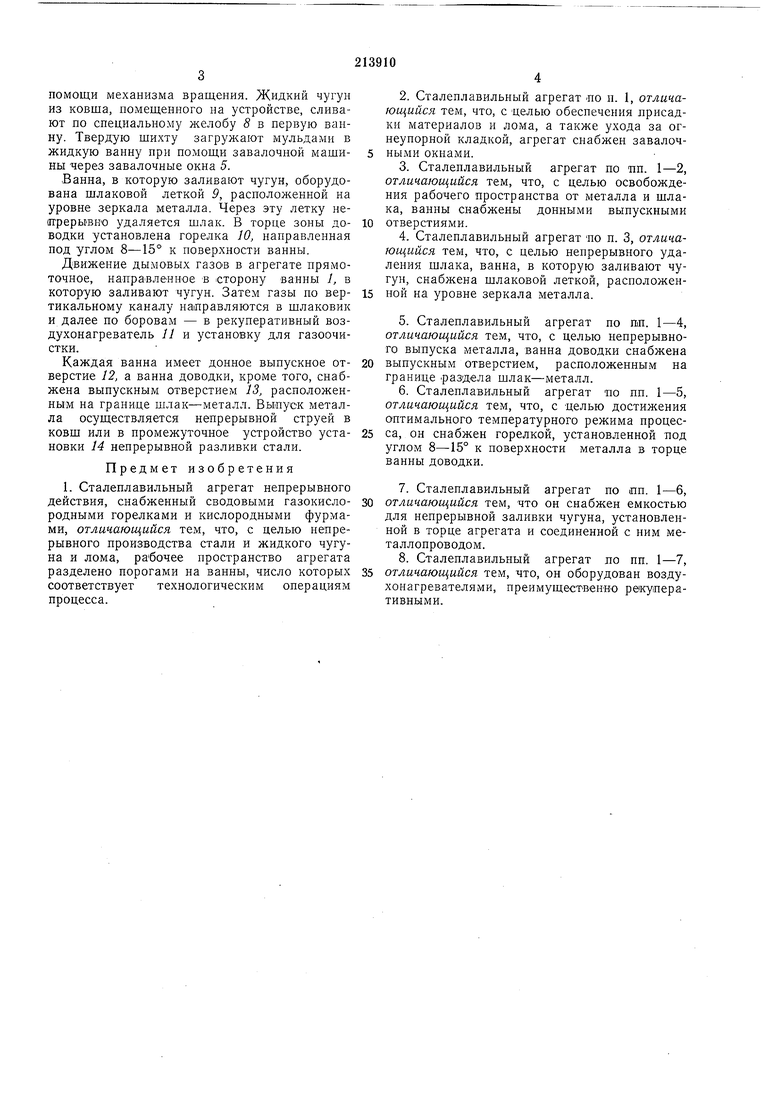
На фиг. 1 и 2 показан предлагаемый агрегат.
Рабочее пространство агрегата разделено порогами на последовательно расположенные ванны /-4, число которых соответствует технологическим операциям процесса. Каждая ванна имеет завалочные окна 5, через которые присаживают необходимые материалы и осун ествляют уход за огнеупорной кладкой, а также оборудована сводовыми газокислородными горелками и кислородными фурмами 6.
помощи механизма вращения. Жидкий чугун из ковща, помещенного на устройстве, слнвают по специальному желобу 8 в первую ванну. Твердую шихту загружают мульдами в жидкую ваину при помощи завалочной машины через завалочные окна 5.
Ванна, в которую заливают чугун, оборудована шлаковой леткой 9, расположенной на уровне зеркала металла. Через эту летку неогрерЫВНО удаляется шлак. В торце зоны доводки установлена горелка 0, направленная под углом 8-15° к поверхности ванны.
Движение дымовых газОВ в агрегате прямоточное, напра вленное в .сторону ванны 1, в которую заливают чугун. Затем газы по вертикальному каналу направляются в шлаковик и далее по боровам - в рекуперативный воздухонагреватель 11 и установку для газоочистки.
Каждая ванна имеет донное выпускное отверстие 12, а ванна доводки, кроме того, снабжена выпускным отверстием 13, расположенным на границе шлак-металл. Выпуск металла осуществляется непрерывной струей в ковш или в промежуточное устройство установки 14 непрерывной разливки стали.
Предмет изобретения
1. Сталеплавильный агрегат непрерывного действия, снабженный сводовыми газокислородными горелками и кислородными фурмами, отличающийся тем, что, с целью непрерывного производства стали и жидкого чугуна и лома, рабочее пространство агрегата разделено порогами на ванны, число которых соответствует технологическим операциям процесса.
2.Сталеплавильный агрегат по п. 1, отличающийся тем, что, с целью обеспечения присадки материалов и лома, а также ухода за огнеупорной кладкой, агрегат снабжен завалочными окнами.
3.Сталеплавильный агрегат по пп. 1-2, отличающийся тем, что, с целью освобождения рабочего пространства от металла и шлака, ванны снабжены донными выпускными
отверстиями.
4.Сталеплавильный агрегат по п. 3, отличающийся тем, что, с целью непрерывного удаления шлака, ванна, в которую заливают чугун, снабжена шлаковой леткой, расположенной на уровне зеркала металла.
5.Сталеплавильный агрегат по П|П. 1-4, отличающийся тем, что, с целью непрерывного выпуска металла, ванна доводки снабжена
выпускным отверстием, расположенным на границе раздела шлак-металл.
6.Сталеплавильный агрегат по пп. 1-5, отличающийся тем, что, с целью достижения оптимального температурного режима процесса, он снабжен горелкой, установленной под углом 8-15° к поверхности металла в торце ванны доводки.
7.Сталеплавильный агрегат по пп. 1-6, отличающийся тем, что он снабжен емкостью
для непрерывной заливки чугуна, установленной в торце агрегата н соединенной с ним металлопроводом.
8.Сталеплавильный агрегат по пп. 1-7, отличающийся тем, что, он оборудован воздухонагревателями, преимуществен-но рекуперативными.
Я/УЗ. J
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ И СПОСОБ ВЫПЛАВКИ СТАЛИ В ДВУХВАННОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 1999 |
|
RU2165462C2 |
| ПРЯМОТОЧНЫЙ ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 1990 |
|
RU2009419C1 |
| СПОСОБ ПЕРЕДЕЛА ВАНАДИЕВЫХ ЧУГУНОВ В СТАЛЕПЛАВИЛЬНЫХ АГРЕГАТАХ | 1999 |
|
RU2157414C1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 1990 |
|
RU2007674C1 |
| Способ выплавки стали | 1990 |
|
SU1813100A3 |
| СПОСОБ КОМБИНИРОВАННОГО ИСПОЛЬЗОВАНИЯ | 1966 |
|
SU180613A1 |
| Сводовая газокислородная горелка мартеновской печи | 1990 |
|
SU1822423A3 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
| СПОСОБ ПЕРЕДЕЛА ВАНАДИЕВЫХ ЧУГУНОВ В СТАЛЕПЛАВИЛЬНЫХ АГРЕГАТАХ | 1997 |
|
RU2122587C1 |