Известен способ автоматического регулирования процесса точечной сварки по электрическим параметрам.
Предлагается в качестве регулирующего параметра использовать электрическое сопротивление на участке электрод - изделие. При этом отключение сварочного тока осуществляют при минимальном значении указанного электрического сопротивления. Реализация предложенного способа позволяет стабилизировать качество сварочного соединения за счет одинакового количества тепла за цикл сварки в каждой точке.
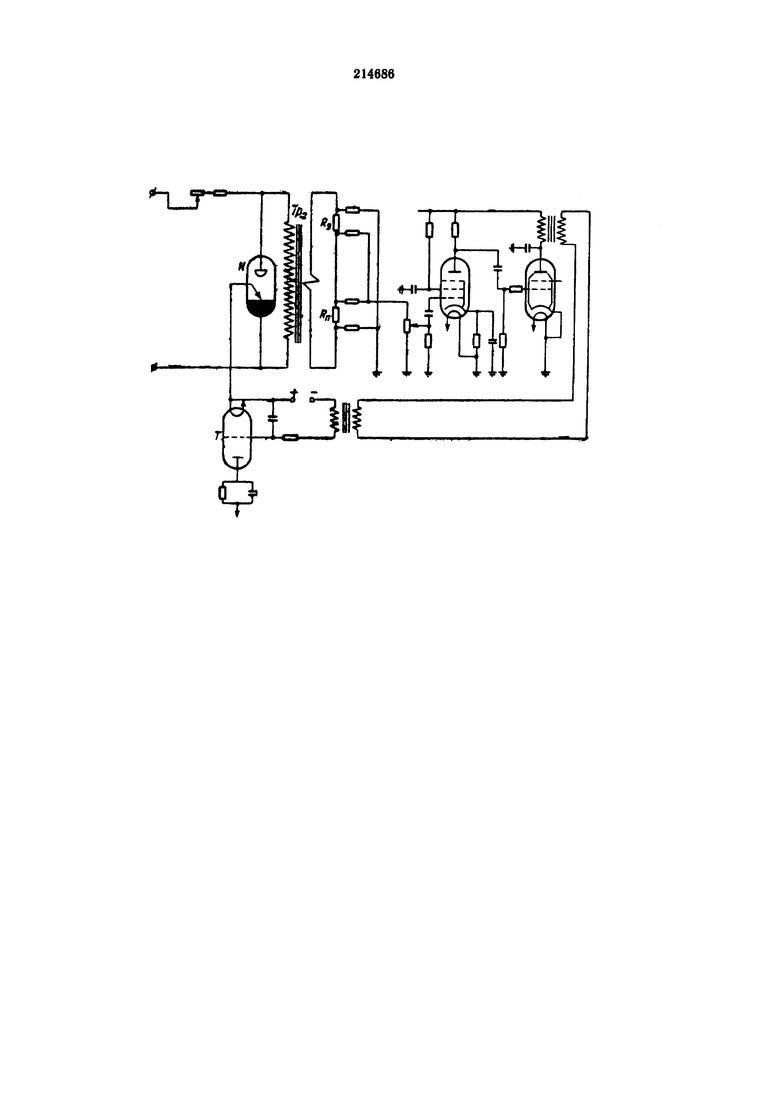
На чертеже схематически изображено устройство для регулирования по предлагаемому способу.
Двойной мост, построенный на части сварочного контура, содержит эталонное сопротивление Rэ (измерительный шунт) и переменное сопротивление Rп (сопротивление свариваемых металлов). Ток разбаланса моста подается на вход электронного усилителя и усиленным.поступает на первичную обмотку пиктрансформатора Tp1. Напряжение, возникающее на вторичной обмотке пиктрансформатора, отпирает тиратрон Т в цепи зажигания игнитрона И, установленного параллельно первичной обмотке силового трансформатора Тр2. При зажигании игнитрон И шунтирует первичную обмотку трансформатора Тр2, что вызывает прекращение сварочного тока.
Так как для каждой пары металлов существует свой уровень минимального сопротивления, зависящий от материала этой пары, то отстройка схемы для конкретной пары металлов осуществляется регулированием тока разбаланса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| Трехфазная точечная машина | 1949 |
|
SU89955A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1971 |
|
SU304078A1 |
| Способ сварки электрозаклепками | 1957 |
|
SU108351A1 |
| ВЫПРЯМИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1966 |
|
SU185423A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ АППАРАТ | 2016 |
|
RU2644711C2 |
| УСТРОЙСТВО для КОНДЕНСАТОРНОЙ СВАРКИ СОПРОТИВЛЕНИЕМ | 1966 |
|
SU179854A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2004 |
|
RU2265504C1 |
| ГЕНЕРАТОР ВЫСОКОВОЛЬТНЫХ ИМПУЛЬСОВ С ОПТИЧЕСКИМ УПРАВЛЕНИЕМ | 2018 |
|
RU2665277C1 |
| ТРАНСФОРМАТОР | 1999 |
|
RU2172572C2 |
Способ автоматического регулирования процесса точечной сварки малогабаритных металлических изделий, преимущественно для электровакуумной техники, по электрическим параметрам сварки, отличающийся тем, что, с целью повышения качества сварного шва путем подвода постоянного количества тепла на цикл сварки в одной точке, в качестве регулирующего параметра принимают минимальное электрическое сопротивление в контакте электрод-изделие.
