Способы сварки электрозаклепками без осциллятора, с возбуждением дуги путем расплавления конца электрода, замкнутого на изделие, известны.
Включение сварочного тока при таких способах сварки осуществляется с памощью электромагнитного контактора. Недостаток этого способа заключается в том, что часто происходит «примерзание электрода К изделию и дуга не загорается. ;
Особенность описываемого способа свайки соётоит в том, что для предотвращения «примерзания сварочный трансформатор включают в сеть с помощью синхронного контактора, например игнитронного, отрегулированного так, чтобы включение происходило в начальный момент полуволны кривой переменнйго тока; Ири- таком вклточенйи возрастающий сварочный ток расплавляет конец электрода и дуга зажигается достаточно стабильно.
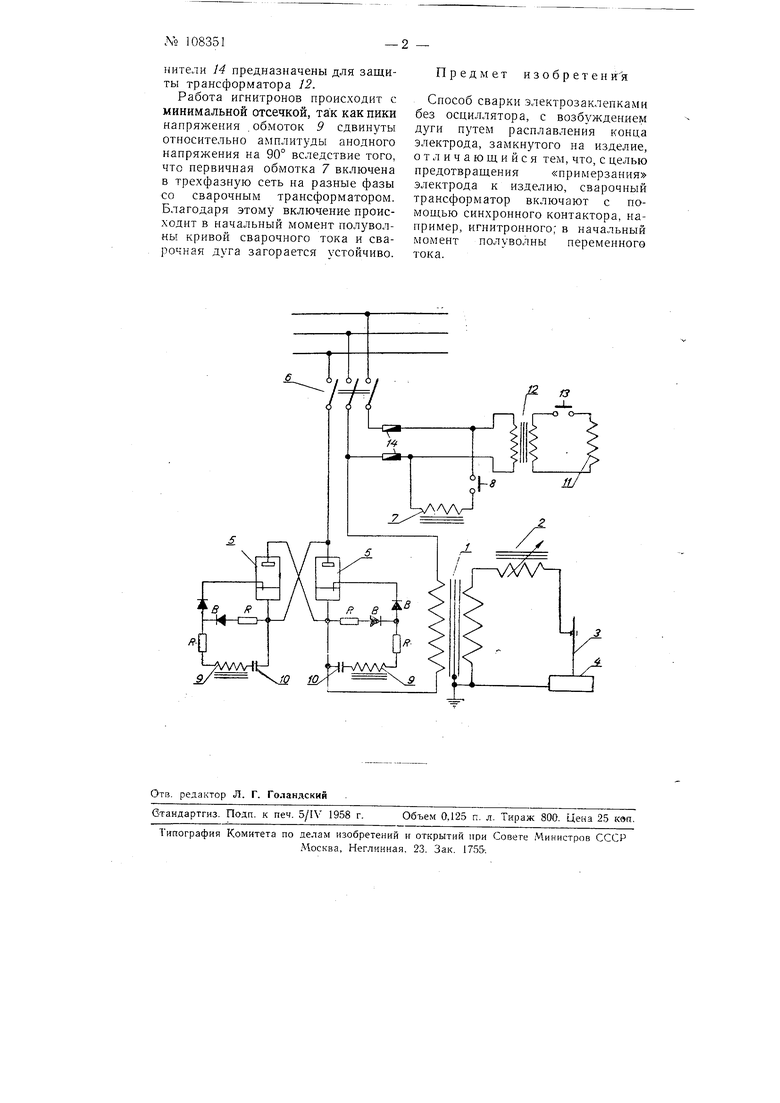
На чертеже представлена принципиальная электрическая схема сварочной установки, предназначенная для осуществления описываемого способа сварки.
На схеме показаны сварочный трансформатор /, регулируемый дроссель 2, электрод 3 и изделие 4. Первичная обмотка сварочного трансформатора включена в сеть через два игнитрона 5 и рубильник 6. Управление зажиганием игнитронов осуществляется с помощью никтрансформатора, первичная обмотка 7 которого включена в сеть через блок-контакт 8, а две вторичные обмотки 9-в цепь зажигания игнитронов через контакты 10 промежуточного реле, катушка которого // подключается к вспомогательному трансформатору 12 через пусковую кнопку J3, Сопротивления и выпрямители В применяются для улучщения условий работы цепи зажигания. Предохракители 14 предназначены для защиты трансформатора 12.
Работа игнитронов происходит с минимальной отсечкой, так как пики напряжения .обмоток 9 сдвинуты относительно амплитуды анодного напряжения на 90° вследствие того, что первичная обмотка 7 включена в трехфазную сеть на разные фазы со сварочным трансформатором. Благодаря этому включение происходит в начальный момент полуволны кривой сварочного тока и сварочная дуга загорается устойчиво.
Предмет изобретенная
Способ сварки электрозаклепками без осциллятора, с возбзждением дуги путем расплавления конца электрода, замкнутого на изделие, отличающийся тем, что, с целью предотвращения «примерзания электрода к изделию, сварочный трансформатор включают с помощью синхронного контактора, например, игнитронного; в нача.льный момент полуволны переменного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки электрозаклепками | 1957 |
|
SU108344A1 |
| Импульсный генератор | 1960 |
|
SU131848A1 |
| Устройство для дуговой сварки переменным током | 1985 |
|
SU1299725A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| Способ управления мощностью при контактной шовной сварке и устройство для его осуществления | 1977 |
|
SU778704A3 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| УСТРОЙСТВО ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОСТОЯННОГО ТОКА | 1996 |
|
RU2096147C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498885C2 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
