Предлагается трехфазная точечная машина с питанием, осуществляемым через шестИфазвый игнитронный выпрямитель с преобразованием выпрямленного тока для питания сварочного трансформатора в импульсный переменный ток низкой частоты при помощи игнитронного инвертора и с регулированием степени сварочного нагрева. Основными недостатками известных мащин подобного рода являются сложность конструкции и ограниченность технологических возможностей, в частности, при сварке громоздких конструкций.
Последний недостаток обусловлен тем, что с увеличением толщины металла точечная сварка его затрудняется вследствие значительного влияния на сварочный режим масс магнитного материала, как правило, вводимых в контур мащины при сварке громоздких конструкций, непостоянства давления, действующего в контакте между свариваемыми деталями (вследствие значительной жесткости деталей), и больщого износа электродов из-за длительности сварочного нагрева и больщого удельного давления, необходимого для получения удовлетворительной структуры ядра точки.
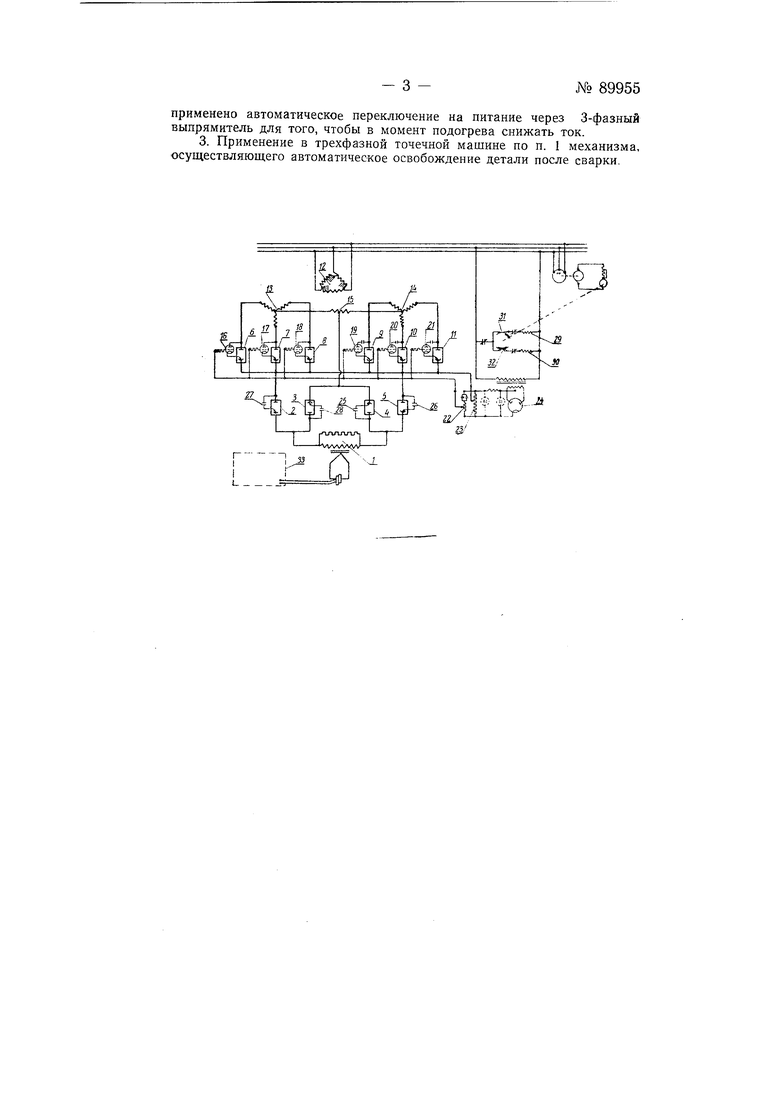
В прелТ,лагаемой машине указанные недостатки устранены благодаря тому, что питание гидропневматической системы производят от одного преобразователя давления и .применено автоматическое переключение электродов на питание через трехфазный выпрямитель для снижения-тока в момент подогрева. На чертеже приведена принципиальная электрическая схема предлагаемой мащины.
Мащина питается трехфазным током; в сварочной же цепи используется ток низкой частоты (2-3 гц). Сварочный трансформатор / питается импульсным переменным током низкой частоты от игнитронного инвертора, составленного из четырех игнитронов 2, 3, 4, и 5. Питание последнего осуществляется от щестифазного игнитронного выпрямителя, составленного из шести игнитронов 6, 7, 8, 9, 10 и //. Игнитроны 6-// выпрямителя питаются от анодного трансформатора. Первичная, обмотка его 12 включена в трехфазную сеть, а вторичная обмотка составлена из двух трехфазных звезд 13 и 14, между нулевыми
Afo 89955- 2
толчками которых включена однофазная уравнительная катушка 15. Зажигание игнитронов выпрямителя осуществляется тиратронами 16-21 в цепях зажигателей. Зажигание тиратроно1з осуществляется подачей отпирающего потенциала на их сетки при замыкании контактов 22 и 23, включенных последовательно с потенциометром. При размыкании этих KOHTaKTOJs на сетки тиратронов подается запирающий потенциал.
Источником запирающего потенциала сеток является электронный выпрямитель 24.
Первичные обмотки 12 анодного трансформатора соединены треугольником, причем каждая фаза треугольника секционирована для возможности регулирования мощности при сварке. Инвертор состоит из двЗх пар последовательно-соединенных игнитронов. При горении игнитроиов 2, 4 ток протекает по первичной обмотке сварочного трансформатора / в одну сторону, а при го)ении игнитронов 3, 5-в другую сторону.
Зажигание игнитронов инвертора осуществляется замыка1шем контактов 25- 26 или 27-28, реле 29 или 30, «атушки которых питаются через скользящие контакты 31 и 32 коммутатора. Число оборотов коммутатора определяет частоту сварочного тока. Для автоматического управления длительностью сварочного нагрева применен терморегулятор 33, срабатывающий под действием э.д.с., возникающей в термопаре при нагреве деталей. Степень нагрева детали может ограничиваться также длительностью нагрева, регулируемой электронным реле времени.
Электроды устанавливаются в подвижные электродержатели, которые приводятся в движение посредством гидропневматичеокой системы. Питание гидропневматической системы привода электрододержателей осуществляется от одного преобразователя давления, обеспечивающего получение требуемых усилий на электродах.
Мащина отличается полной автоматизацией сварочного цикла, который, в зависимости от марки, толщины и состояния поверхности свариваемой стали, может осуществляться в различных вариантах.
Все управление машиной осуществляется специальной релейной группой, устанавливающей длительность подогрева, сварки, охлаждения, повторного нагрева; время действия проковочного давления и длительность подъема верхнего электрододержателя по окончании сварки, с целью автоматического освобождения детали после сварки.
Для облегчения сварки стали, покрытой окалиной, на время подо грева в сварочной цепи протекает ток меньщей силы, чем при сварке. Для этой цели во время подогрева производится переключение выпрямителя на питание от одной звезды, т. е. осуществляется питание сварочной машины от 3-фазного выпрямителя.
Предмет изобретения.
1.Трехфазная точечная машина с питанием через шестифазиый игнитронный выпрямитель с преобразованием выпрямленного тока для питания сварочного трансформатора в импульсный переменный ток низкой частоты при помощи игнитронного инвертора и с регулированием степени сварочного нагрева как по его длительности (цри помощи электронного реле времени), так и по температуре (при помощи терморегулятора), отличающаяся тем, что, в целях упрощения конструкции машины, ,питание гидропневматической системы производят от.одного преобразователя давления.
2.Трехфазная точечная машина по п. 1, отл и ч а ю ща яся тем, что, в целях расширения технологических возможностей сварки, в ней
применено автоматическое переключение на питание через 3-фазный выпрямитель для того, чтобы в момент подогрева снижать ток.
3. Применение в трехфазной точечной машине по п. 1 механизма, осуществляющего автоматическое освобождение детали после сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Игнитронное устройство для питания сварочного трансформатора машины для контактной электросварки | 1951 |
|
SU94496A1 |
| Источник питания для дуговой сварки | 1989 |
|
SU1745454A1 |
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| Машина для импульсной контактной электросварки | 1960 |
|
SU137203A1 |
| Устройство для управления газоразрядными вентилями преобразователя трехфазного тока в чередующиеся по направлению импульсы электрического тока | 1955 |
|
SU104668A1 |
| Устройство для контактной точечной сварки | 1975 |
|
SU547312A1 |
| Инверторный источник постоянного тока для дуговой сварки | 1987 |
|
SU1489934A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| Устройство для управления трехфазным выпрямителем преобразователя частоты | 1980 |
|
SU940272A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1971 |
|
SU304078A1 |