Известны прядильные головки для формования синтетических волокон, содержащие плавильное устройство, блок формования с прядильными насосами и фильериым комплектом и приспособление для введения добавок в расплав.
Предлагаемая головка отличается от из вестных тем, что между плавильным устройством и блоком формования размещена промежуточпая камера с электрообогревом, теплоизоляцией, конфузором для ввода твердых добавок и сигнализатором уровня расплава. В блоке формования установлен дисковый экструдер, соединенный расплавопроводами с промежуточной камерой и дозирующим насосом. При этом дисковый экструдер выполнен так, что его ненодвижным диском служит корпус блока формования. Эти отличия позволяют непосредствеино перед формованием вводить в расплав различные добавки в твердом виде.
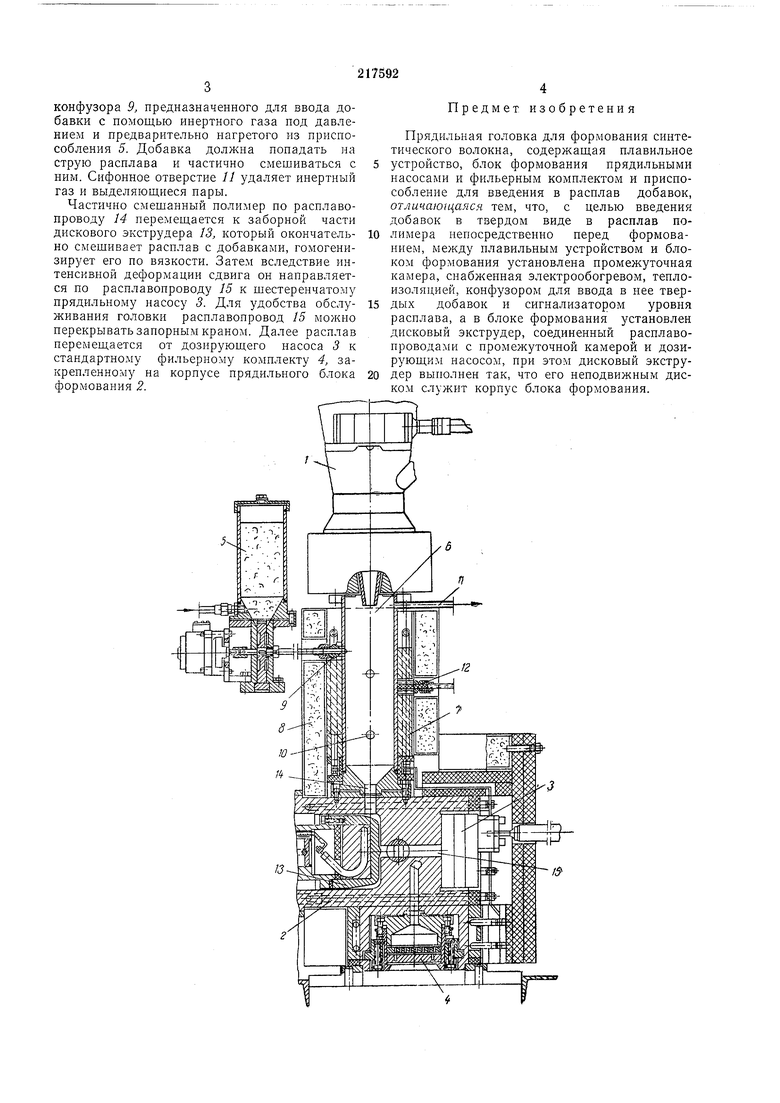
На чертеже изображена предлагаемая прядильная головка, продольный разрез.
Для введения в расплав добавок в твердом виде непосредственно перед формовапием между плавильным устройством / и блоком формования 2 помещена промежуточная камера 6 с электрообогревом в виде рубашки 7, теплоизоляционным кожухом 8, конфузором 9 для ввода твердых добавок в виде красящего пигмента и других высокодисперсных добавок, а также сигнализатором 10 уровня
расплава, сифонным отверстием // для удаления из камеры газа и паров и термодатчиком 12 для контроля температуры рубашки камеры. При этом в блоке формования установлен дисковый экструдер 13, неподвижным диском
которого является сам корпус блока 2, соединенный расплавоироводами 14 и 15, соответственно, с прОл ежуточной камерой 6 и дозирующим прядильным насосом 3. Прядильная головка работает следующим
образом. Из плавильного устройства расплав полимера в виде струи поступает в промежуточную камеру 6, объем которой несколько больше максимальной производительности. Уровень расплава полимера в камере контро