Изобретение относится к области произйодства химических волокон.
Известна прядильная головка для формирования синтетического волокна, которая содержит плавильное устройство, блок формования с дозирующим насосом, приспособление для введения в расплав добавок и устройство для перемешивания расплава с добавками.
Такая прядильная головка имеет следующие недостатки: не может обеспечить точной дозировки количества вводимы.х добавок на единицу объема выпрядаемого волокна, так как в пределах, допустимых техническими условиями на колебания метрического номера выпрядаемого волокна, постоянно имеются колебания производительности дозирующего насоса, в то время как приспособление для введения в расплав добавок дозирует заранее определенное, постоянное количество вводимого вещества без учета колебаний производительности дозирующего насоса.
На каждой прядильной головке такой конструкции необходимо индивидуально регулировать число оборотов дозирующих устройств для введения добавок, чтобы получить окраску в одинаковые тона.
собление для введения в расплав добавок выполнено в виде установленного в блоке формования после дозирующего насоса гидродвигателя, щестеренчатого насоса, кннематически связанного с гидродвигателем, п форсунки с обратным клапаном для подачи добавок в расплав. В качестве гпдродвигате.тя использован шестеренчатый насос.
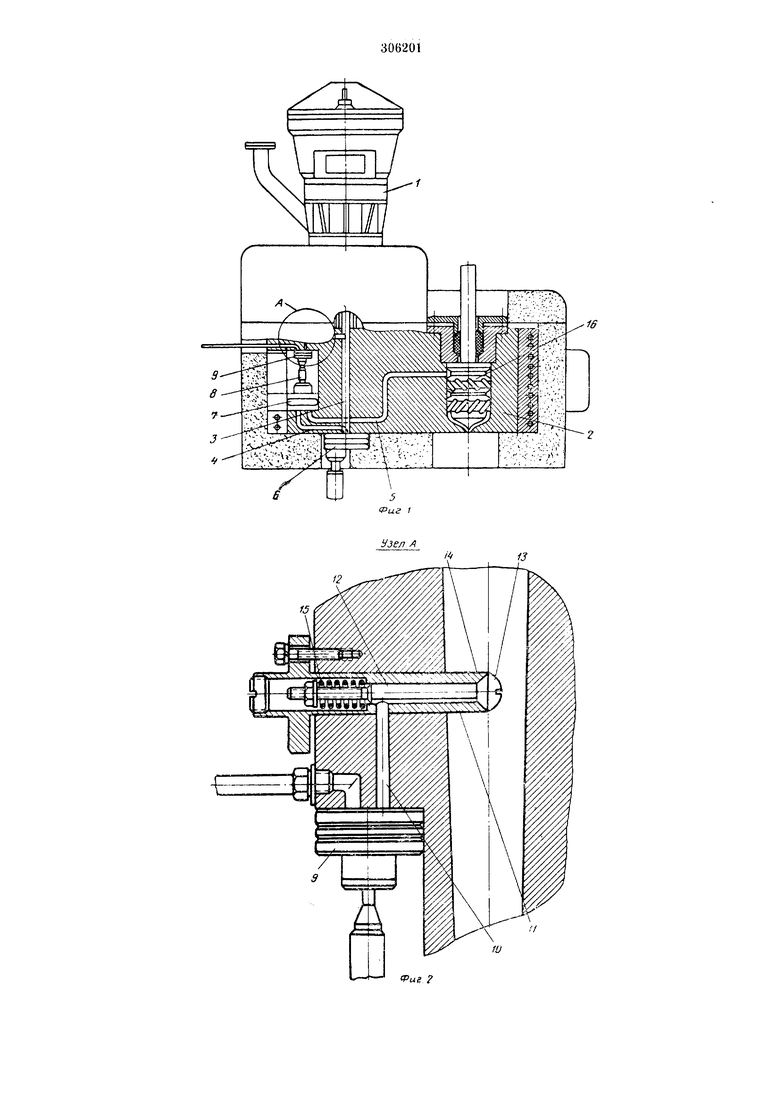
На фиг. 1 изображена прядильная головка для производства синтетического волокна; на фиг. 2 - узел А на фиг. 1.
Прядильная головка состоит из плавильного устройстЕза /, блока фор.мования 2 г расплавопроводами 3, 4, 5, дозирующего насоса 6 для фор.мования волокна, гидродвигателя 7, установленного по ходу технологического процесса после дозирующего насоса 6 и гидравлически связанного с последни.м через расплавопровод 4.
Гидродвигатель 7 с помощью приводного валика 8 жестко связан с шестеренчатым насосом 9 для подачи добавок (красителя). Нагнетательная полость шестеренчатого насоса 9 через расплавопровод 10 сообщается с полостью форсунки //. Внутри форсунки // размещен стержень обратного кланана 12, на гладкой цилйндрической поверхности которого по всей длине нанесены три лыскн.
кой 13, плотно притертой в коническом гнезде 14 форсунки 11, а с другой - нарезкой. На нарезную часть стержня обратного клапана 12 надета цилиндрическая пружина сжатия 15. Наружная кромка конического гнезда 14 расположена в зоне осевой линии расплавопровода 3 между плавильным устройством / и дозирующим насосом 6.
Непосредственно перед фильерным комплектом в блоке формования 2 устаповлено устройство 16 для перемешивания расплава с добавками, выполненное в виде дисково-шнекового экструдера с возможностью осевого регулировочного перемещения.
Прядильная головка работает следующим образом.
Из плавильного устройства / расплав полимера поступает через расплавопровод 3 в дозирующий насос 6 для формования волокна, а из последнего - в гидродвигатель, приводимый во вращение расплавом полимера, нагнетаемого дозирующим пасосом. От гидродвигателя 7 вращение передается через приводной валпк 8 шестеренчатому насосу 9 для подачп добавок. Последние по расплавопроводу 10 поступает в полость форсунки 11. Под действием давления, создаваемого шестеренчатым насосом 9, стержень 12 обратного клапана, преодолевая сопротивление пружины /5, иередвпгаетси вправо и через образующуюся щель между конической поверхностью гнезда 14 и конической головкой 13 стержня 12 обратного клапана вводится добавка в полимер, поступающий в расплавопровод 3. Смесь добавок с полимером проходит через расплавоировод 3, дозирующий насос 6, раснлавопровод 4, гидродвигатель 7, расплавопровод 5 и поступает в устройство 16 для перемещивания добавок, где окончательно перемешивается и поступает на формование.
Число оборотов гидродвигателя 7 зависит от количества протекае.мого через него расплава.
При изменении количества расплава, вызываемом, например, изменением числа оборотов дозирующего насоса 6, гидродвигатель автоматически меняет скорость вращения, а следовательно, количество оборотов гидродвигателя 7 на единицу объема протекающего через пего расплава остается строго постоянным. Поэтому дозировка добавки на единицу объема расплава будет тоже постоянна.
Предмет изобретения
1.Прядильная головка для формования синтетического волокна, содержащая плавильное устройство, блок формования с дозирующим пасосо.м, приспособление для введения в расплав добавок и устройство для перемешивания расплава с добавками, отличающаяся тем, что, с целью повышения точности введения добавок, приспособление для введения последних выполнено в виде установленного в блоке формования после дозирующего насоса гидродвигателя, шестеренчатого насоса, кинематически связанного с гидродвигателем, и форсунки с обратным клапаном для подачи добавок в расплав.
2.Прядильная головка по п. 1, отличающаяся тем, что в качестве гидродвигателя использован шестеренчатый насос.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЯДИЛЬНАЯ ГОЛОВКА ДЛЯ ФОРМОВАНИЯ СИНТЕТИЧЕСКОГО ВОЛОКНА | 1968 |
|
SU217592A1 |
| ПРЯДИЛЬНАЯ ГОЛОВКА К МАШИНАМ ДЛЯ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКОГО ВОЛОКНА | 1969 |
|
SU238718A1 |
| Установка для получения многослойного нетканого материала из расплава полимеров | 1975 |
|
SU562597A1 |
| УСТРОЙСТВО ДЛЯ АЭРОДИНАМИЧЕСКОГО ФОРМОВАНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ РАСПЛАВА ПОЛИМЕРОВ | 1991 |
|
RU2005817C1 |
| ПОЛИМЕРНЫЕ МАТЕРИАЛЫ | 2011 |
|
RU2590567C2 |
| Устройство для перемешивания полимерного расплава с красителем | 1977 |
|
SU737512A1 |
| Устройство для получения смеси расплава полимера и добавок | 1991 |
|
SU1801765A1 |
| СПОСОБ СОЭКСТРУЗИИ ПОТОКОВ РАСПЛАВА РАЗНОГО СОСТАВА | 2005 |
|
RU2417887C2 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ВЫПРЯДАЕМОГО ИЗ РАСПЛАВА СИПТЕТИЧЕСКОГО ВОЛОКНА | 1971 |
|
SU308107A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОЛИМЕРА | 2011 |
|
RU2572964C2 |