Известен способ изготовления сваркой взрывом деталей с внутренними полостями без заполнения последних наполнителем. При этом не соблюдается последовательность наслоения металла на металл, обязательная при сварке взрывом, а следовательно, не обеспечивается необходимое качество сварки.
Описываемый способ позволяет значительно повысить качество сварки благодаря тому, что полости детали предварительно заполняют наполнителем, удаляемым после сварки.
Предлагаемый способ позволяет осуществить локальное соединение заготовок. В результате могут быть получены сварные детали машин как из однородных, так и из разнородных металлов. Способ не требует специального оборудования и относительно прост.
При этом способе изготовляют заготовки - основание и плакирующую. В основании детали известными способами (например, механической обработкой) делают полости необходимой формы и размеров, причем выход из полости можно сделать либо в заготовке, либо после изготовления детали. Полости основания заполняют легкоудаляемым наполнителем, в качестве которого можно использовать баббит, свинец, олово, воск, пластилин, воду или другие материалы. Затем в соответствии с формой и размерами получаемой детали выбирается схема сварки взрывом, при помощи которой плакирующая заготовка сваривается с основанием.
После этого материал наполнителя удаляют из полостей основания выплавкой, продувкой или другим способом и окончательно обрабатывают деталь в соответствии с ее назначением.
В процессе сварки взрывом в местах соударения плакирующей заготовки с металлом
основания образуется прочное сварное соединение, в то время как в местах соударения ее с наполнителем соединение либо вообще не образуется, либо если оно образуется, то существует до момента удаления наполнителя.
Таким образом обеспечивается избирательный характер сварки поверхностей соединяемых заготовок и их прочное соединение.
Сущность способа поясняется чертежом.
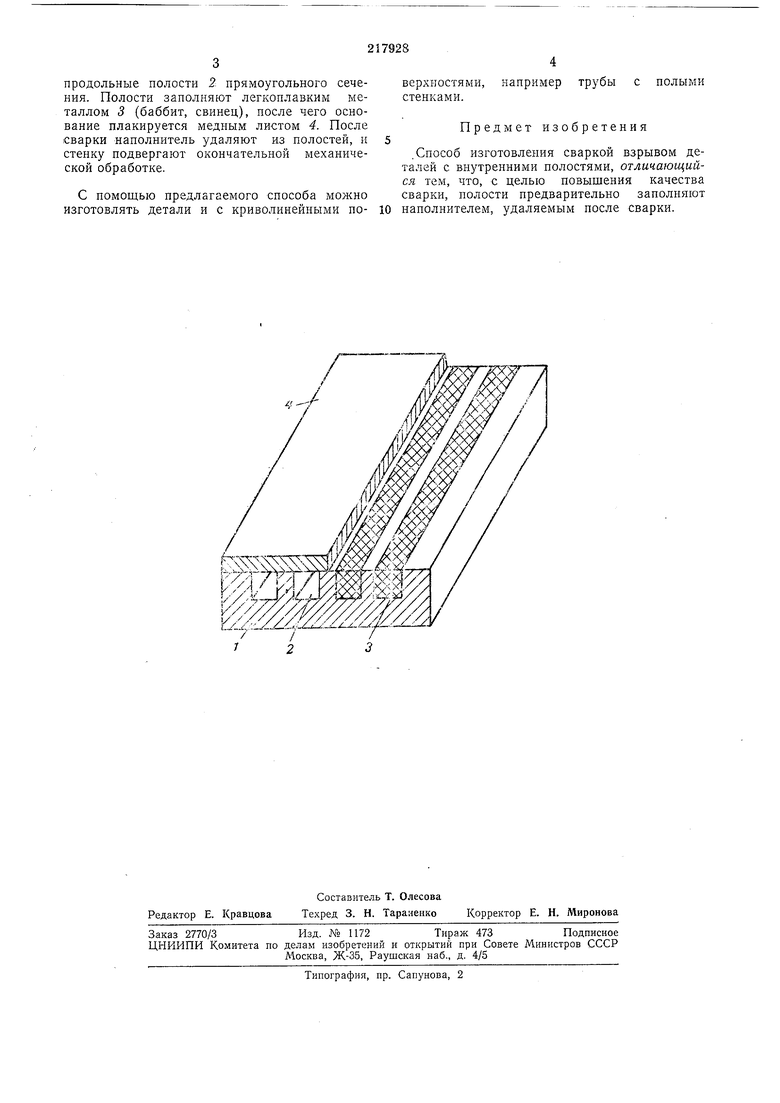
В качестве примера рассматривается применение предлагаемого способа для изготовления стенки кристаллизатора установок непрерывной разливки стали. Стенка такого кристаллизатора изготовляется в виде биметаллической плиты размером 1200Х700Х Х80 мм, стальное основание которой плакировано слоем меди толщиной 8-12 мм.
продольные полости 2. прямоугольного сечения. Полости заполняют легкоплавким металлом 3 (баббит, свинец), после чего основание плакируется медным листом 4. После сварки наполнитель удаляют из полостей, и стенку подвергают окончательной механической обработке.
С помощью предлагаемого способа изготовлять детали и с криволинейными поверхностями, например трубы с полыми стенками.
Предмет изобретения
.Способ изготовления сваркой взрывом деталей с внутренними полостями, отличающийся тем, что, с целью повышения качества сварки, полости предварительно заполняют нанолнителем, удаляемым после сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2007 |
|
RU2343055C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2007 |
|
RU2343057C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2353487C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2017 |
|
RU2695855C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2355536C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2563407C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2560896C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА СТАЛЬ-МЕДЬ | 2003 |
|
RU2239528C1 |
