Известны способы изготовления герметичных пакетов с прямоугольным дном из термосваривающихся упаковочных материалов путем образования двух боковых швов и запечатывания верхней части пакета.
По предложенному способу перед образованием боковых швов в материале делают складку в виде перевернутой буквы V, торцы которой затем склеивают с боковыми стенками при образовании боковых швов. В случае изготовления пакетов ЕЗ односторонне термосклеиваюш;егося материала в складке по ее торцам делают вырезы.
При изготовлении пакетов таким способом пакет получается без шва в дниш,е, а следовательно, повышается его герметичность.
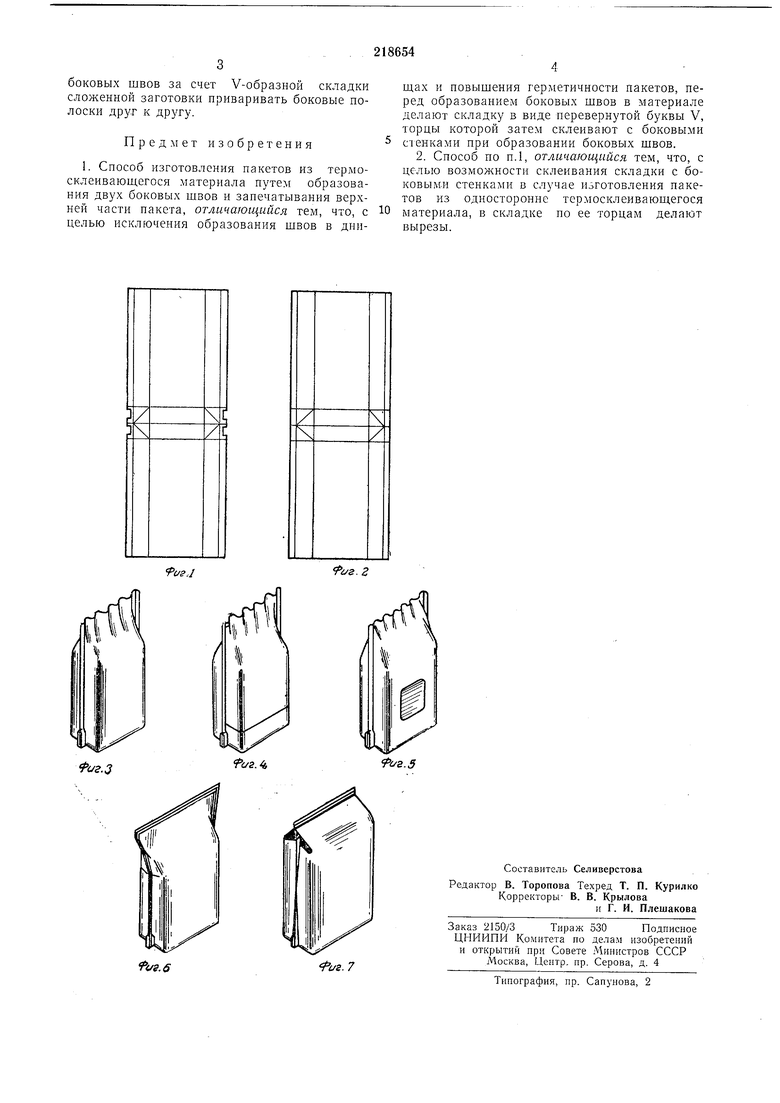
На фиг. 1 изображена развертка пакета, изготовленного из комбинированного односторонне термосклеивающегося материала, например бумаги, кашированной полиэтиленом; на фиг. 2 - развертка одинарного пакета, изготовленного из двусторонне термосклеивающегося материала, например полиэтилена; на фиг. 3 - готовый одинарный или двойной пакет с заделкой верхнего шва гармошкой; на фиг. 4 - готовый пакет с заделкой верхнего шва гармошкой и одной прозрачной стенкой, например из полиэтилена; на фиг. 5 - двойной готовый пакет с заделкой верхнего шва гармошкой и с прозрачным окном, например из полиэтилена; на фиг. 6 - готовый одинарный или двойной пакет с заделкой верха плосКИМ швом; на фиг. 7 - готовый одинарный или двойной пакет с заделкой верха клапанами в сочетании с плоским швом.
По предложенному способу пакеты можно изготавливать как из комбинированных термосклеиваюш,ихся материалов, например бумаги, кашированной полиэтиленом, или алюминиевой фольги, кашированной полиэтиленом, или целлофана, кашированного полиэтиленом, так и из одинарного тер.москлеиваюш,егося материала, например полиэтилена.
Готовый пакет имеет только два боковых сварных шва, а дно пакета шва не имеет, что делает его более герметичным. При изготовлении пакетов из двусторонне
термосклеивающегося материала перед образованием боковых швов в материале делают складку в виде перевернутой буквы V, торцы которой, образовывая боковые швы, склеивают с боковыми стенками.
При изготовлении пакетов пз односторонне термосклеивающегося материала в складке по ее торцам делают вырезы (фиг. 1), которые позволяют при образовании пакета и сварке
боковых швов за счет V-образной складки сложенной заготовки приваривать боковые полоски друг к другу.
Предмет изобретения
1. Способ изготовления пакетов из термосклеивающегося материала путем образования двух боковых швов и заиечатывания верхней части пакета, отличающийся тем, что, с целью исключения образования швов в дииш,ах и повышения герметичности пакетов, перед образованием боковых швов в материале делают складку в виде перевернутой буквы V, торцы которой затем склеивают с боковыми стенками при образовании боковых швов.
2. Способ по П.1, отличающийся тем, что, с целью возмол ности склеивания складки с боковыми стенками в случае изготовления пакетов из односторонне термосклеиваюш,егося материала, в складке по ее торцам делают вырезы.