Известны устройства для многократного клеймения поверхности горячего проката на ходу, до порезки, с регулируемым шагом клеймения, содержащие рабочий орган и механизм корректировки исходного положения рабочего органа перед нанесением первого клейма.
В предлагаемом устройстве для повышения производительности рабочий орган выполнен в виде приводного вращаемого рычага и снабжен механизмом выравнивания скоростей рычага и проката в момент клеймения, например двухкривошипным с регулируемым эксцентриситетом.
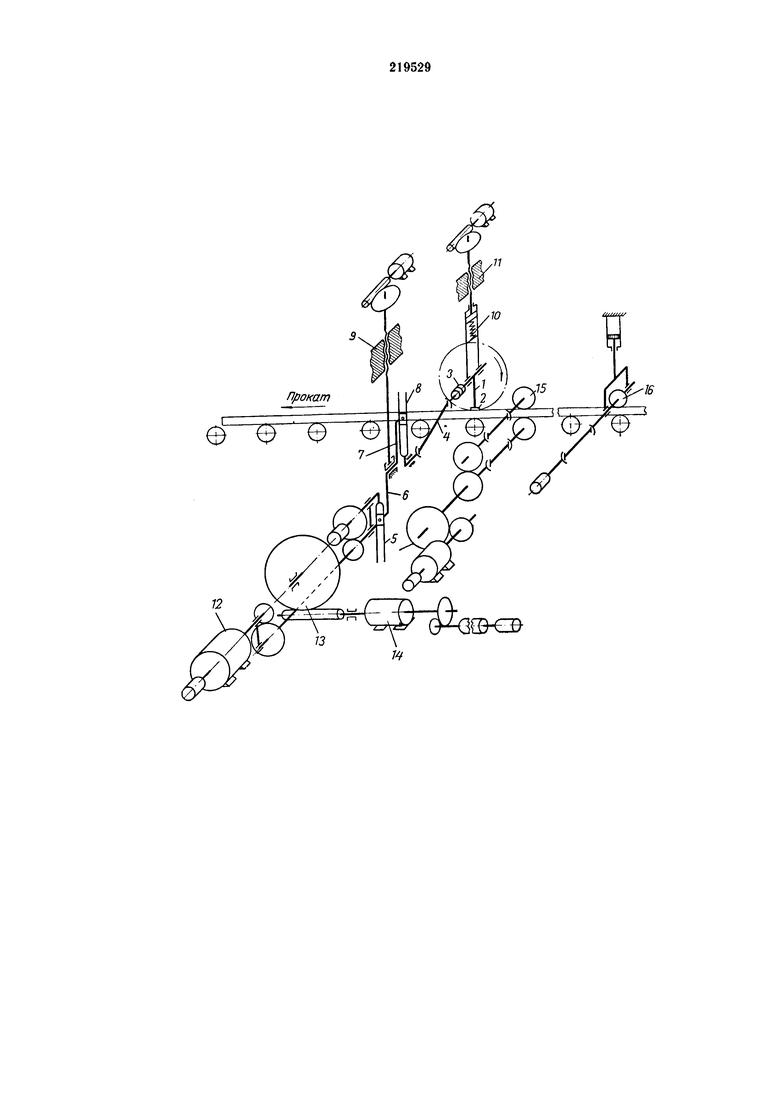
На чертеже показана кинематическая схема предлагаемого устройства.
Устройство состоит из клеймовочного рычага 1 с набором сменных клейм 2, который соединен через упругую муфту 3 и универсальный шпиндель 4 с кулисно-кривошипным механизмом, состоящим из приводной кулисы-водила 5, кривошипов 6 и 7, укрепленных на одном валу, ведомой кулисы 8 и механизма 9 регулирования эксцентриситета, позволяющего поступательно смещать вал кривошипов, изменяя передаточное число от приводной кулисы к ведомой в зависимости от угла поворота клеймовочного рычага. Клеймовочный рычаг подпружинен пружиной 10 и может перемещаться в вертикальной плоскости при помощи винтового механизма 11 для установки рычага по высоте.
Основным приводом клеймителя является привод 12. Благодаря установке планетарного редуктора 13, позволяющего суммировать два вращения, клеймовочному рычагу сообщается дополнительное вращение от привода 14 отработки пространственного положения клемовочного рычага, что позволяет наносить первое клеймо на заданном расстоянии от переднего конца полосы.
Тянущие следящие ролики 15 и следящий ролик 16 обеспечивают слежение за скоростью проката.
Настройка клеймителя производится одновременно с настройкой стана на определенный профиль проката. С помощью механизма 11 установки клеймовочного рычага по высоте последний устанавливается на определенном уровне в зависимости от высоты сечения проката. Приводу 12 клеймовочного рычага задается такая скорость вращения, чтобы за один оборот рычага прокат проходил путь, равный заданному расстоянию между клеймами. Это достигается благодаря установке скорости вращения привода 12 обратно пропорционально величине требуемого расстояния между клеймами. Для того, чтобы расстояние между клеймами оставалось постоянным при изменении скорости проката, скорость вращения привода 12 регулируется также прямо пропорционально скорости проката автоматически от тахогенератора следящих роликов.
Чтобы выровнять скорость клейма рычага со скоростью проката в момент клеймения по шкале механизма 9 регулирования эксцентриситета, проградуированной в заданных расстояниях между клеймами, устанавливаются необходимый эксцентриситет кулисно-кривошипного механизма.
Для корректирования пространственного положения рычага с таким расчетом, чтобы первое клеймо было нанесено от переднего конца полосы на определенном расстоянии, заранее заданном сельсинной схемой, автоматически включается привод 14 механизма отработки пространственного положения рычага. В этот период скорость вращения привода 12 пропорциональна скорости проката благодаря управлению от тахогенератора следящего ролика 16, установленного на определенном расстоянии перед клеймителем, достаточном для отработки пространственного положения рычага за время движения проката от следящего ролика до клеймителя. При захвате полосы тянущими следящими роликами 15 с помощью последних осуществляется дальнейшее слежение за скоростью проката. Включение привода 12 клеймителя производится одновременно с пуском стана.
Для визуального контроля клейм на прокатанной полосе при последующей порезке установка для клеймения может включать автоматически действующее красконаносящее устройство, ставящее в зоне клейма метку краской.
Для клеймения поверхностей проката, расположенных под углом к горизонтальной плоскости (уголковый профиль и др.), установка клеймовочного рычага может быть выполнена поворотной.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВЫЙ КЛЕЙМИТЕЛЬ ДЛЯ СОРТОВОГО и ФАСОННОГОПРОКАТА | 1968 |
|
SU208648A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА | 1967 |
|
SU190312A1 |
| Устройство для многократного клеймения поверхности горячего проката на ходу | 1977 |
|
SU700225A2 |
| КЛЕЙМИТЕЛЬ С АВТОМАТИЧЕСКИМ НАБОРОМ КЛЕЙМОВОЧНЫХ ЗНАКОВ | 2003 |
|
RU2236315C1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОКАТАj 1S-3 :<•*';'? '; • i;j-I И .,,;v. ..-..,.. 1 | 1965 |
|
SU169051A1 |
| Маятниковый клеймитель | 1986 |
|
SU1342556A1 |
| Устройство для клеймения проката | 1984 |
|
SU1156766A1 |
| Устройство для клеймения движущегося проката | 1976 |
|
SU615982A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОКАТА, ДВИЖУЩЕГОСЯ | 1973 |
|
SU367927A1 |
| УЧАСТОК РЕЗКИ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2021081C1 |
1. Устройство для многократного клеймения поверхности горячего проката на ходу, до порезки, с регулируемым шагом клеймения, содержащее рабочий орган и механизм корректировки исходного положения рабочего органа перед нанесением первого клейма, отличающееся тем, что, с целью повышения производительности, рабочий орган устройства выполнен в виде приводного вращаемого рычага и снабжен механизмом выравнивания скоростей рычага и проката в момент клеймения.
2. Устройство по п. 1, отличающееся тем, что механизм выравнивания скоростей выполнен двухкривошипным с регулируемым эксцентриситетом.
