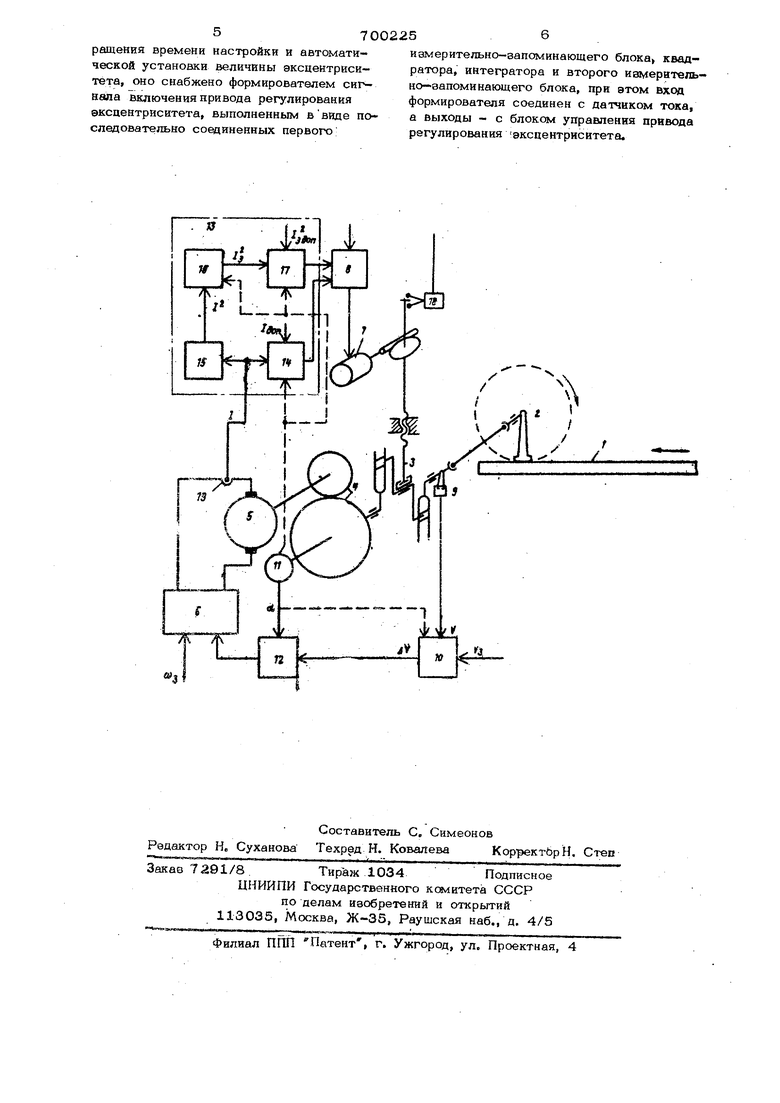
Лвобреч-енне ОТНОСИТСЯ к област 1 с работки металлов давлением и может быть испольвовано для автоматического управле ния клеймителем при клеймении движущегося проката с регулируемым шагом. По основному авт. св. N9668739 известно устройство для многократного клеймения поверхности горячего проката на ходу, содержащее рабочий орган в виде клеймовочного рычага, механизм измерения скорости проката, механизм выравнив-ания скорости рычага и проката и датчик тока. Недостатком устройства является необходимость ручной установки величины эксцентриситета. С целью сокращения времени настройки и автоматической установки величины эксцентриситета описываемое устройство снабжено формирователем сигнала вклю чения привода регулирования эксцентриситета, выполненного в виде послэдовательно соединенных первого ивмерительно-аапомииающего блока, квадратора, интеграто ра и второго измерительно-запоминающегО блока, при этом вход формирователя соединен с датчикам тока, а выходы - с бло ком управления привода регулирования эксцентриситета. На чертеже представлено описываемое устройство, ДВИЖЛМ1ШНСЯ прокат 1 поступает к клейыодержателю 2, приводимому черей;. механизм выравнивания скоростей (пере дачу неравномерного вращения) 3 и редуктор 4 от электродвигателя 5 с системой регулирования 6, Устройство снабгкено приводом 7 регулирования эксцент рнситета мехапнама выравнивания скоростей с блоком 8 управления. На валу клеймоде ржа теля установлен датчик 9 скорости, соединенный с ивмернтельно-запо.г1И1ающим блоком 1О. На входном валу механизма выравнивания скоростей установлен датчик 11 углового полонсения об , соединенный с блоком 12 формирования периодического сигнала. УстройстБО снабжено формирователем 13 сигнала включения привода регу- лирования эксцентриситета, состоящим из первого ивмеритепьно-вайоминающего блока 14, квадратора 15, интегратора 16 и второго измерительно-запоминающего блока 17, Крайние положения регулирования эксцентриситета механизма выравнивани51 скоростей контролируются конечным выклю чателем 18, Ток нагрузки электродв гателя вращения клеймодержателя измеряется датчиком 19, Входы блока 14 и квадратора 15 формирователя 13 соединены с Датчиком 19 тока, а выходы блоков 14 и 17 формирователя соединены с блоком 8 .управления.. Описанное устройство работает следуЕО1ДИМ образом. Системой регулирования 6 электродвигателя 5 задается уставка частоты вращения UJ Y обеспечивающая получение (Заданного шага клеймения при скорости движения проката NX- Измерительно-запоминающий блок 10 по разрешающему сигналу датчика 11 углового положения фиксирует значение окружной скорости ГЕлеймодержателя 2, измеряемой датчиком 9 в положении клеймения на время периода оборота клеймодержателя, и фс«рмирует сигнал разности -v, , где М - линейная скорость клеймодержателя. Этот сигнал поступает на вход блока 12 формирования периодического сигна ла с амплитудой, изменяющейся в функции A.V и периодом вращения клеймодержателя. Выходной сигнал {&V)cosdL блока 13, где d -, амплитуда периодиче ского сигнала, поступает как дополнительный задающий сигнал в систему регулирования 6 электродвигателя 5 вращения кпеймодержателя. При некоторсад соотношейии заданных величин ш, и V%. манжимальное значение динамического момента электродвигателя 5 при отработке пери одического сигнала л Ц) приведет к пре в.ышению максимального значения тока 1 , иамеряемотю датчиком 19, наддопустимьгм значением I При | змеритвп ЬН- -вапоминающий блок 14 по разрешающему сигналу датчика 11 иксирует на время каждого оборота клеймодержателн выходной сигнал, Ipoпqэциoнaльный разности Щ-Тдрп,По этому сигналу блок 8 управления включает привод регулирования эксцентриситета в сторону увеличения последнего. Увеличение выходногс сигнала N Датчика 9 приведет к уменьшению разности V и, соот ет ственно, амплитуды периодического сигнэла bUJ блока 12, Уменьшение неравномерности вршления электродвигателя 5 приведет к уменъщению егх) пе- регруаки по малснма1 ьноыу току. Для: настройки устройства управленнк ив /с ловия допустимой вагрУвки электродвигателя 5 по Нагреву формирователь 13 содержит квадратор 15 и ийтегратор 16, выходные сигналы ко орых пролорциональны соответственно квадратам мгновенного I и эффективного I значения тока иагрувки. Интегратор 16 ва половину периода вращения клеймодернсателя Т12 формирует о т- л.i. |л -. V- , , аапомимае- сигнал .-l-qТП tlt, О мый блоком 17 на врэмя период- т , Et следующий полупернод йа интеграторе танавлнваются. нулевые начальные зслг - БИЯ, далее формируется яозое значевга Ig , И8мерительно- апскина:1.; ..:; 17 в случае 1 I оп формирует сигнал на включение блоком 8 угфавпояик привода регулирования ексцентрисггета„ Разрешающие сигналы на запоминание и сбрасывание величин для блока ,14, кнтегратора 16 и блока 17 постуиают датчика 11 углового положения У-гтрой ство упраалеиия приходит в равновес тя при выравниваний ,чсвой скорости ::г,лс:,ч модержатепя в попожети клейменая со скоростью проката и, и допуптиг ой загрузке электродвигателя 5 по максИ -мальному неэффективному значениям юка. , Пре,цложенное устройство реализует принцип описанной оптчмальной настро,й-ки при Максимальной неравномерности вращения электродвигателя вращения клеймод ер йса теля „ При необходимости точного соблюдегшя щагов клеймения электропривод вр.а1цения клеймодерйсателя может быть выполнен позиционным с заданием величины шага клеймения L, вместо уста,вкй частоты вращения Шо- . Предлагаемое устройство позволяет сократить время настройки клеймителя при изменении режимов его работы на 30-50% по сравнению с ручной настройкой. Формула изобретения Устройство для многократного клейме™ аия поверхности горячего прокатч на ходу по авт, св„ № 668739s о т л и :Ч ,а ю щ е е с я что, с cos-
ращения времени настройки и автоматической установки величины эксцентриситета, оно снабжено формирователем сигнала включения привода регулирования эксцентриситета, выполненным ввиде последовательно соединенных первого;
Измерительно-запоминающего блока, квадратора, интегратора и второго измеритель- но-запоминающего блока, при этом вход формирователя соединен с датчиком тока, а выходы - с блоком управления привода регулирования эксцентриситета.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многократного клеймения поверхности горячего проката на ходу | 1977 |
|
SU668739A2 |
| Устройство управления клеймителем | 1975 |
|
SU548329A1 |
| Устройство для клеймения | 1990 |
|
SU1813024A3 |
| УСТРОЙСТВО ДЛЯ МНОГОКРАТНОГО КЛЕЙМЕНИЯ ПОВЕРХНОСТИ ГОРЯЧЕГО ПРОКАТА НА ХОДУ | 1966 |
|
SU219529A1 |
| Устройство для управления летучими ножницами с механизмом выравнивая скоростей | 1990 |
|
SU1712077A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1685635A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1993 |
|
RU2086325C1 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |
| КЛЕЙМИТЕЛЬ С АВТОМАТИЧЕСКИМ НАБОРОМ КЛЕЙМОВОЧНЫХ ЗНАКОВ | 2003 |
|
RU2236315C1 |
а
vir
