Известны устройства для автоматического ианесения клейм на двилсущийся прокат, включающие дисковый клеймитель и механизм нрижатия клеймовочиого диска, а также систему включения механизма прижатия с импульсом от проходящего проката.
Описываемое устройство отличается тем, что механизм прижатия клеймовочного диска выполнен кулачковым с приводом от электродвигателя с регулируемой, в зависимости от скорости проката и длины раскроя, скоростью вращения. Это обеспечивает заданное положение клейм по длине проката при клеймении его до порезки на мерные длины. Для обеспечения требуемого исходного положения кулачка перед папесением первого клейма редуктор механизма прижатия клеймовочного диска выполнен дифференциальным с отдельным приводом водила.
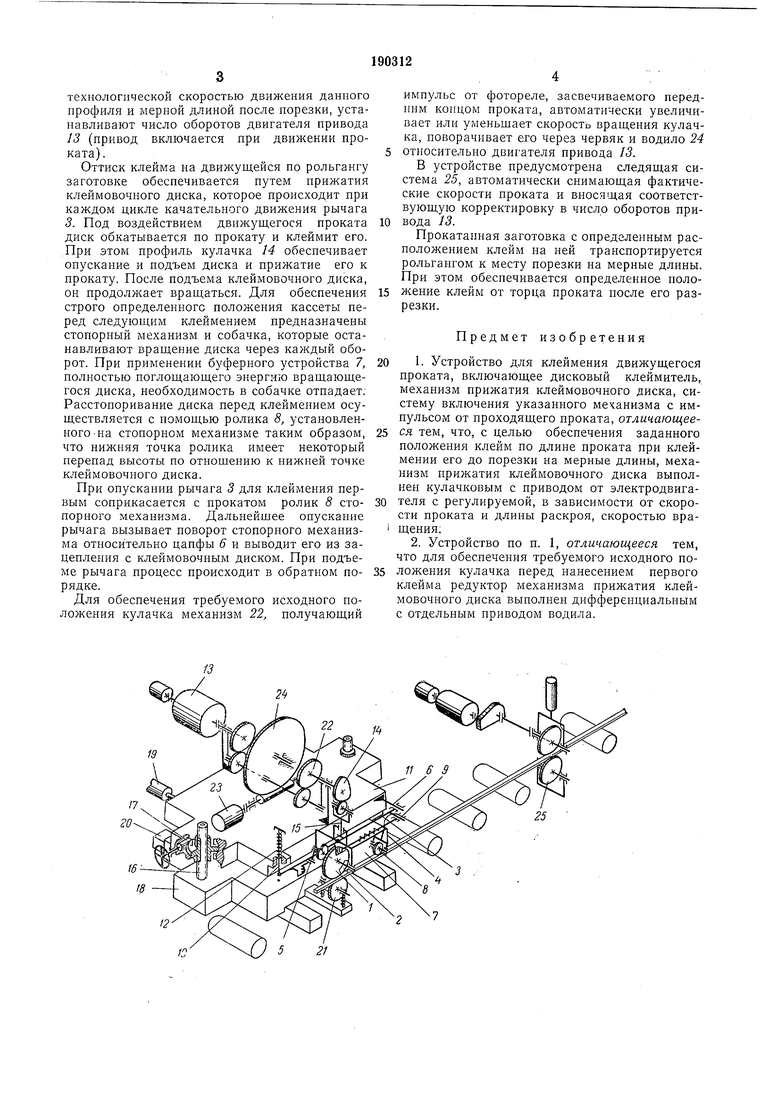
На чертеже показана кинематическая схема описываемого устройства.
Оно содержит клеймовочный диск 1, несущий кассету с клеймами 2. Диск свободно вращается на оси, установленной на рычаге 3, одповременио несущем стопорный механизм 4 и собачку 5. Стопорный механизм может поворачиваться вокруг цапфы 6 и состоит из буферного устройства 7 и ролика 8. Рычаг 5 может качаться относительно цапфы 9. Второй конец рычага подвешен на тяге 10. ЦапсЬя .9 и
тяга укреплены в плите 11. Конец рычага, подвешеппый на тяге 10, посредством пружины 12 постоянно поджимается к плите. На верхней плоскости плиты установлен электромеханический привод 13, на выходной вал редуктора которого носажеи кулачок 14, сообщающий через толкатель 15 рычагу 3 качательные движения. Плита с установленными на ней приводом 13, рычагом 3 и другими деталями
опирается на колонны 16, по которым она может перемещаться в вертикальном нанравлепии от червячно-винтового мехапиз:ма 17. Колонны укреплепы на подвижной раме 18, которая от привода 19 передвигается по установленной на фундаменте плитовине 20 по всей ширине рабочего рольганга. Для компенсации погрешностей при установке диска по высоте служит вмонтированный в раму 18 подпружиненный опорный ролик 21. Требуемое исходное положение кулачка перед нанесением первого клейма достигаегся тем, что редуктор 22 привода 13 выполнен дпфференциальным и имеет отдельный привод 23 водила 24.
При настройке стана производят и настройку устройства, для чего, в соответствии с высотой профиля проката и положением оси прокатки, клеймовочный диск устанавливают в исходное положение. Для обеспечепия необ
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВЫЙ КЛЕЙМИТЕЛЬ ДЛЯ СОРТОВОГО и ФАСОННОГОПРОКАТА | 1968 |
|
SU208648A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОКАТАj 1S-3 :<•*';'? '; • i;j-I И .,,;v. ..-..,.. 1 | 1965 |
|
SU169051A1 |
| МАШИНА ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1969 |
|
SU241374A1 |
| В. И. ЗОЛОТОЕ, С. Е. Жердев, В. Ф. Кудимов,С. В. Мерекин, Н. В. Гайдуковский, А. Е. Муриков, Г. Н. Саваник,И. Г. Шибанов, И. В. Томас, М. Г. [Иейнберг, Е. П. Пиотрковскаяи И. М. Никифоров | 1967 |
|
SU205795A1 |
| Устройство для клеймения деталей вТОРЕц | 1979 |
|
SU795616A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОКАТА, ДВИЖУЩЕГОСЯ | 1973 |
|
SU367927A1 |
| Устройство для изготовления металлических бирок из ленты | 1972 |
|
SU510297A1 |
| Устройство для клеймения | 1972 |
|
SU456649A1 |
| ПНЕВМАТИЧЕСКИЙ КЛЕЙМИТЕЛЬ ПРОКАТА | 1971 |
|
SU288916A1 |
| УСТРОЙСТВО ДЛЯ МНОГОКРАТНОГО КЛЕЙМЕНИЯ ПОВЕРХНОСТИ ГОРЯЧЕГО ПРОКАТА НА ХОДУ | 1966 |
|
SU219529A1 |
