Изобретение относится к области прокатного производства, а более конкретно к оборудованию для нанесения маркировки на прокате.
Проблемы маркировки обусловлены необходимостью нанесения на ограниченной площади изделия значительного объема информации, что требует компактного размещения знаков, особенно при однострочной многознаковой маркировке, являющейся предпочтительной.
Наиболее компактное размещение знаков маркировки достигается при использовании набора клейм, устанавливаемых и закрепляемых в кассете, которая затем вводится в нажимное или ударное устройство клеймителя. Процесс набора клеймовочных знаков в кассету и ее установка осуществляются вручную, что является весьма трудоемкой и длительной операцией, неприемлемой при непрерывном цикле прокатки и маркировки.
В современном прокатном производстве широко применяются клеймители с дистанционным автоматическим набором клеймовочных знаков.
Наибольшее распространение получили многодисковые клеймовочные устройства для маркировки изделий в одну строку при каждом ходе силового устройства или несколько строк при соответствующем количестве ходов силового механизма. При этом шаг знаков маркировки зависит от ширины клеймовочных дисков.
Известен клеймитель, содержащий корпус, закрепленный на фундаменте, вертикальный поворотный вал с приводом его поворота, на выходной цапфе вала жестко закреплена консольная платформа, на конце которой установлена пара параллельных поворотных в вертикальной плоскости рычагов, шарнирно связанных с клеймовочной головкой [1].
В известном клеймителе смена кассеты производится вручную, при этом платформа поворачивается совместно с вертикальным валом в зону обслуживания клеймовочной головки, что существенно увеличивает цикл клеймения. Также в случае многострочного клеймения необходимо перемещение проката после клеймения каждой строки и соответствующая замена кассеты. Для обеспечения многознаковой маркировки в одну строку существенно возрастают габариты клеймовочной головки и ее масса, а также усилие, необходимое для клеймения. Другим недостатком данного клеймителя является ударный способ клеймения, при котором возникают значительные динамические нагрузки на элементы конструкции.
Известный клеймитель, принятый в качестве прототипа, содержит корпус с вертикальной осью, поворотный в горизонтальной плоскости рычаг, на консоли которого установлена клеймовочная головка с блоком дисков, по периметру которых расположены клеймовочные знаки [2]. Опускание, подъем и поворот рычага с клеймовочной головкой производится гидроцилиндрами. Для набора знаков маркировки рычаг с клеймовочной головкой поворачивается над рольгангом вокруг вертикальной оси и опускается в нижнее положение. При этом диски клеймовочной головки взаимодействуют с механизмом набора клеймовочных знаков, установленным вне поля рольганга и управляемым дистанционно.
Недостатком известного клеймителя также является длительность цикла клеймения, обусловленная необходимостью поворота рычага в строго ориентированное положение, для взаимодействия с механизмом набора клеймовочных знаков. Кроме того, прижим рычага с клеймовочной головкой к прокату при клеймении происходит гидроцилиндром, установленным на основании соосно оси вращения рычага, при этом в рычаге возникают значительные напряжения изгиба, так как нагрузка приложена на консоли рычага. Также количество знаков маркировки в строке зависит от количества клеймовочных дисков, ограниченного габаритами клеймовочной головки. Шаг знаков маркировки определяется шагом установки клеймовочных дисков, который зависит от компоновки датчиков, фиксаторов дисков и наличия зубчатых колес, взаимодействующих с приводньми зубчатыми колесами механизма набора знаков.
Задача, которую решает предлагаемое техническое решение, заключается в создании клеймителя, который позволяет наносить в два раза больше знаков в одной строке без увеличения количества клеймовочных дисков и не увеличивая цикл клеймения.
Эта задача решается следующим образом.
В известном рычажном клеймителе с автоматическим набором клеймовочных знаков, содержащем корпус, вертикальный вал, консольный поворотный рычаг, установленный на вертикальном валу, клеймовочную головку, расположенную на конце консольного рычага с возможностью вертикального перемещения, содержащую блок смежных поворотных дисков с равномерно размещенными по их периметру клеймовочными знаками, и привод вращения дисков клеймовочной головки, согласно изобретению вертикальный вал установлен с возможностью поворота на 180° и снабжен приводом поворота, при этом часть вертикального вала, сопряженная с консольным рычагом, выполнена с эксцентриситетом относительно оси поворота вала, равным 0,25 шага клеймовочных знаков смежных дисков, консольный рычаг снабжен фиксатором его углового положения, а привод вращения дисков клеймовочной головки установлен на рычаге и связан с осью дисков.
Предлагаемый клеймитель представлен на чертежах, где
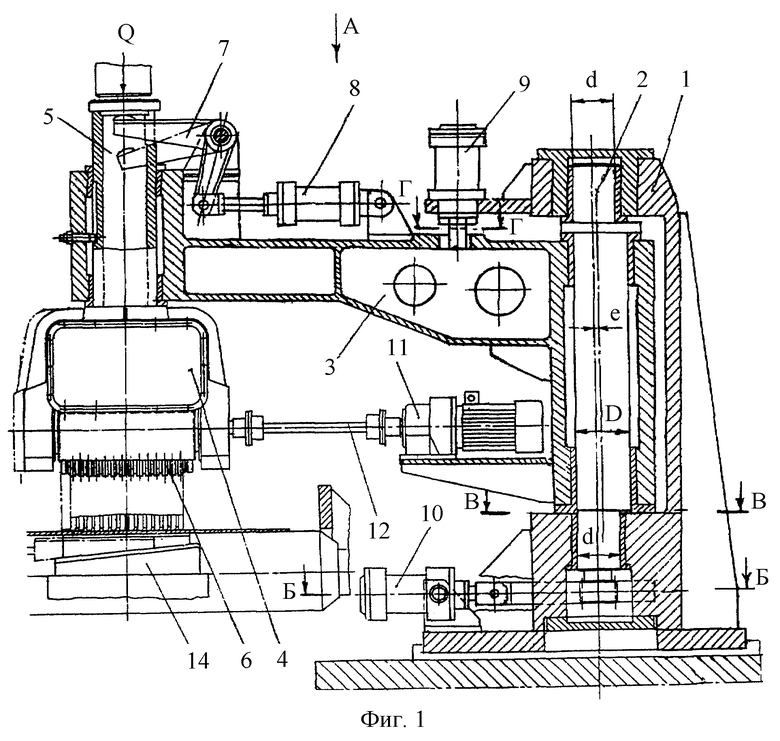
На фиг.1 показан общий вид клеймителя.
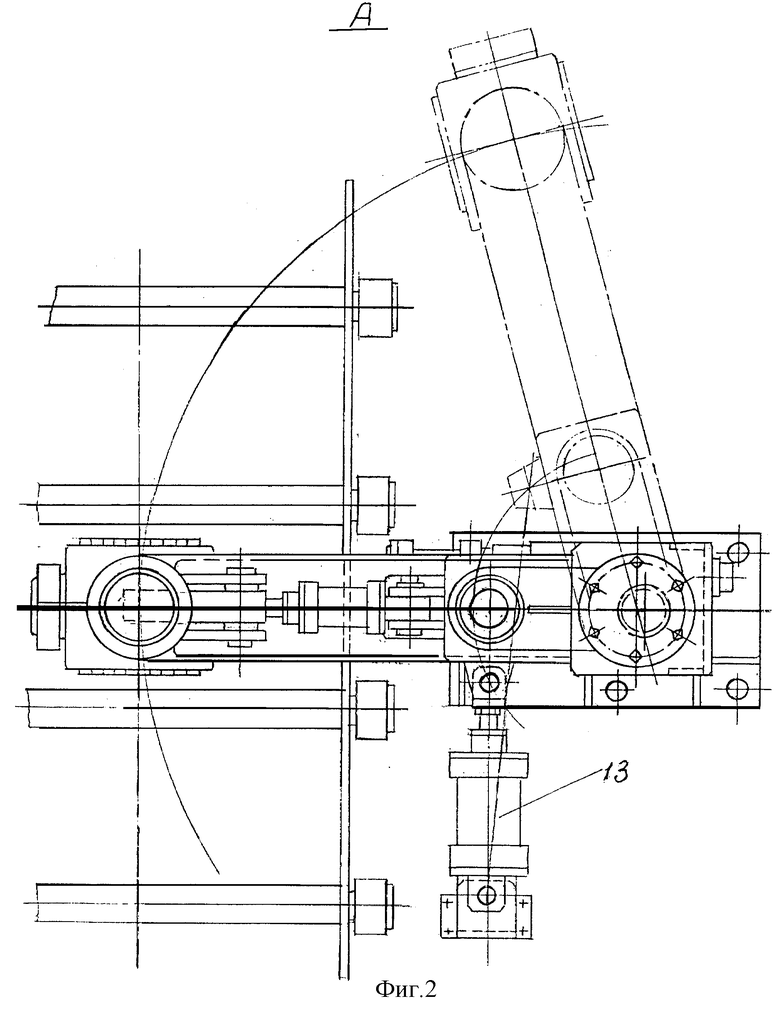
На фиг.2 - вид А на фиг1.
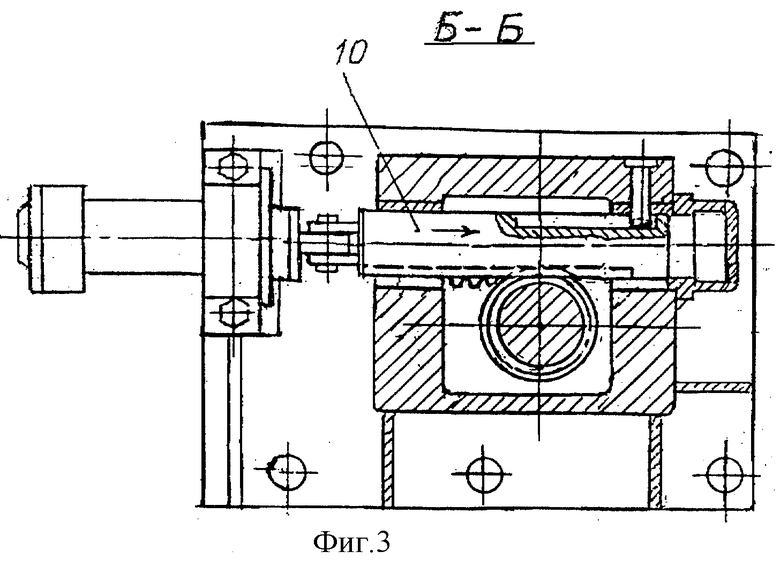
На фиг.3 - разрез Б-Б на фиг.1 (разрез по приводу поворота вала).
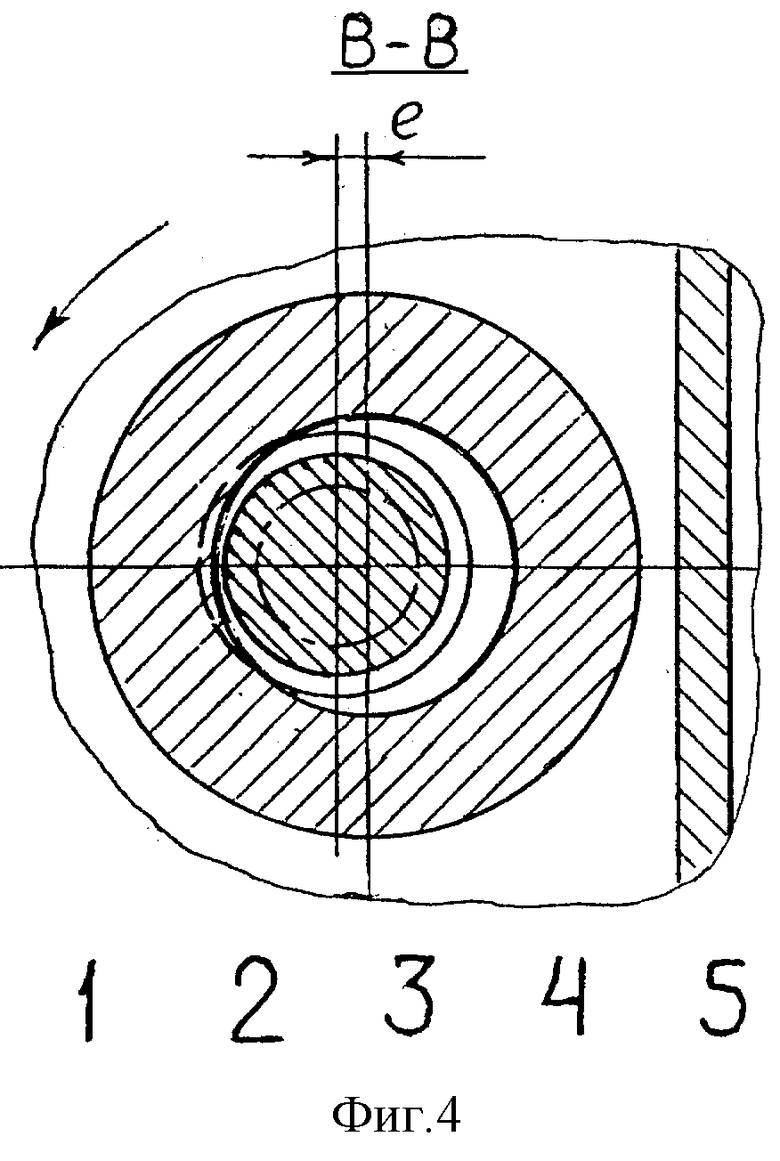
На фиг.4 - разрез В-В на фиг.1 (поперечный разрез по валу в исходном положении и расположение знаков маркировки при первой стадии клеймения).
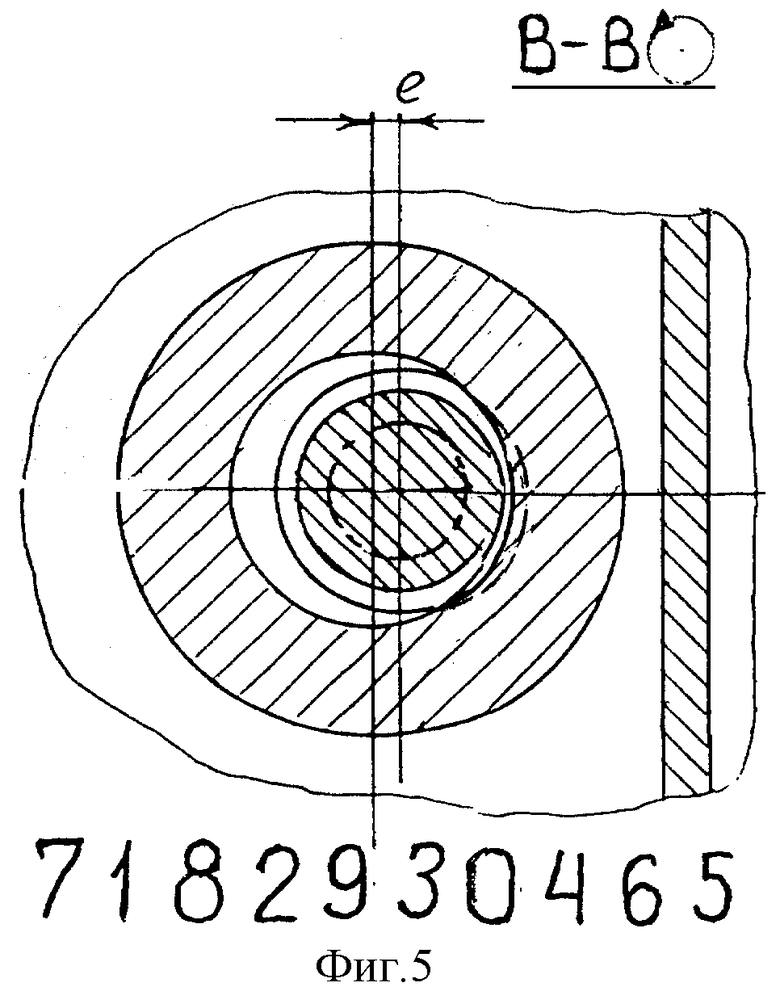
На фиг.5 - разрез В-В на фиг.1 (поперечный разрез по валу после его поворота на 180° и окончательное расположение знаков маркировки).
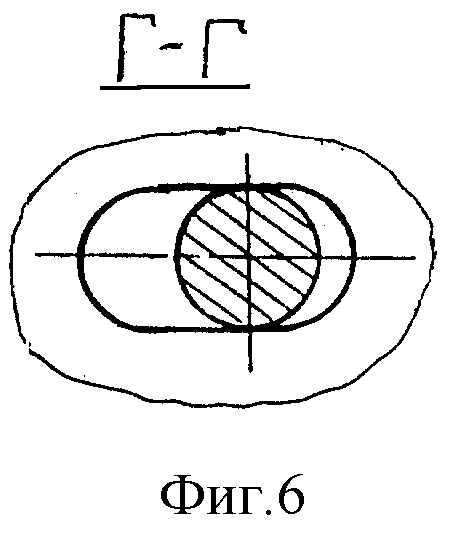
На фиг.6 - разрез Г-Г на фиг.1 (разрез по штоку фиксатора и пазу рычага).
Предлагаемый клеймитель с автоматическим набором клеймовочных знаков содержит корпус 1, вертикальный вал 2, установленный с возможностью поворота на 180°, консольный поворотный рычаг 3, установленный на вертикальном валу 2, клеймовочную головку 4, расположенную на конце консольного рычага 3 со штоком 5 и блоком смежных поворотных дисков 6 с равномерно размещенными по их периметру клеймовочными знаками, рычажный механизм 7 подъема клеймовочной головки 4 с приводом 8, фиксатор 9 углового положения рычага 3, привод 10 поворота вертикального вала 2 на 180°, привод 11 вращения дисков 6 с клеймовочными знаками, промежуточный вал 12, соединяющий вал привода 11 вращения дисков 6 с осью клеймовочных дисков 6, привод 13 поворота рычага 3 вокруг вертикального вала 2, опорный клиновой механизм 14. При этом часть вертикального вала 2, сопряженная с консольным рычагом 3, выполнена с эксцентриситетом относительно оси поворота вала 2, равным 0,25 шага клеймовочных знаков смежных дисков 6.
Клеймитель работает следующим образом. В исходной позиции рычаг 3 с клеймовочной головкой 4 находится в отведенном от рольганга (на чертеже не показан) положении, где производится контроль, регулировка и обслуживание механизмов клеймителя. Клеймовочная головка 4 с набранными знаками механизмом подъема 7 поднимается над уровнем рольганга. Процесс набора знаков осуществляется электронной системой, связанной с пультом управления (на чертежах не показана). Приводом 13 рычаг 3 поворачивается в рабочую позицию перпендикулярно оси рольганга. Прокат, поступающий в зону маркировки, поднимается над рольгангом клиновым опорным механизмом 14, расположенным под клеймовочной головкой. После этого включается нажимной механизм (на чертеже не показан), который взаимодействует с хвостовиком клеймовочной головки 4, опуская ее на прокат, при этом клеймовочные знаки дисков вдавливаются в поверхность маркируемого изделия. Затем клеймовочная головка 4 механизмом подъема 7 поднимается над зоной маркировки, и дистанционно производят следующий набор знаков. Вертикальный вал 2 приводом 10 поворачивается на 180°. При этом рычаг 3 с клеймовочной головкой сдвигается по линии нанесенной маркировки на величину, равную удвоенному эксцентриситету эксцентрикового вала 2, то есть на половину шага между ранее нанесенными знаками и фиксируется фиксатором 9. Клеймовочная головка 4 с набором новых знаков под действием усилия нажимного механизма (на чертеже не показан) вновь опускается на прокат и наносит промежуточный ряд знаков маркировки.
Использование клеймителя предложенной конструкции позволяет компактно разместить знаки в строке, объем текста маркировки удваивается без увеличения количества клеймовочных дисков и систем их управления по сравнению с прототипом.
Также возможно сокращение клеймовочных дисков, что позволит облегчить и упростить клеймовочную головку и механизмы выбора и фиксации клеймовочных знаков.
Источники информации
1. НИИИНФОРМТЯЖМАШ 1-76-32. Обзор Металлургическое оборудование Москва – 1976 г, стр. 32-33.
2. Патент США №3306186, кл. 101-18, опубликовано 28.02.67 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения | 1979 |
|
SU902897A1 |
| УСТРОЙСТВО ДЛЯ МНОГОКРАТНОГО КЛЕЙМЕНИЯ ПОВЕРХНОСТИ ГОРЯЧЕГО ПРОКАТА НА ХОДУ | 1966 |
|
SU219529A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1993 |
|
RU2086325C1 |
| Устройство для клеймения | 1990 |
|
SU1801655A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1999 |
|
RU2159163C1 |
| Устройство для клеймения проката | 1987 |
|
SU1503927A1 |
| Устройство для клеймения | 1978 |
|
SU780925A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОКАТАj 1S-3 :<•*';'? '; • i;j-I И .,,;v. ..-..,.. 1 | 1965 |
|
SU169051A1 |
| ДИСКОВЫЙ КЛЕЙМИТЕЛЬ ДЛЯ СОРТОВОГО и ФАСОННОГОПРОКАТА | 1968 |
|
SU208648A1 |
| ПНЕВМАТИЧЕСКИЙ КЛЕЙМИТЕЛЬ ПРОКАТА | 1971 |
|
SU288916A1 |
Изобретение относится к области прокатного производства, в частности, к оборудованию для нанесения маркировки на прокате. Клеймитель с автоматическим набором клеймовочных знаков содержит корпус, вертикальный вал, консольный поворотный рычаг, установленный на вертикальном валу, клеймовочную головку, содержащую блок смежных поворотных дисков с равномерно размещенными по их периметру клеймовочными знаками, и привод вращения дисков клеймовочной головки. Клеймовочная головка расположена на конце консольного рычага с возможностью вертикального перемещения. Вертикальный вал установлен с возможностью поворота на 180° и снабжен приводом поворота. Часть вертикального вала, сопряженная с консольным рычагом, выполнена с эксцентриситетом относительно оси поворота вала, равным 0,25 шага клеймовочных знаков смежных дисков. Консольный рычаг снабжен фиксатором его углового положения. Привод вращения дисков клеймовочной головки установлен на рычаге и связан с осью дисков. Изобретение позволяет наносить в два раза больше знаков в одной строке без увеличения количества клеймовочных дисков и увеличить цикл клеймения. 6 ил.
Клеймитель с автоматическим набором клеймовочных знаков, содержащий корпус, вертикальный вал, консольный поворотный рычаг, установленный на вертикальном валу, клеймовочную головку, расположенную на конце консольного рычага с возможностью вертикального перемещения, содержащую блок смежных поворотных дисков с равномерно размещенными по их периметру клеймовочными знаками, и привод вращения дисков клеймовочной головки, отличающийся тем, что вертикальный вал установлен с возможностью поворота на 180° и снабжен приводом поворота, при этом часть вертикального вала, сопряженная с консольным рычагом, выполнена с эксцентриситетом относительно оси поворота вала, равным 0,25 шага клеймовочных знаков смежных дисков, консольный рычаг снабжен фиксатором его углового положения, а привод вращения дисков клеймовочной головки установлен на рычаге и связан с осью дисков.
| US 3306186 А, 28.02.1967 | |||
| Устройство для клеймения | 1980 |
|
SU897369A1 |
| Устройство для маркирования | 1983 |
|
SU1117100A2 |
| Автоматическое устройство для клеймения изделий ступенчатой формы | 1988 |
|
SU1620174A1 |

