Известны автоматы для контроля резьбы, содержащие привод, узлы сортировки и транспортировки контролируемых изделий, узел измерения, включающий головки с плоскими наконечниками и плавающими измерительными проволочками, предназначенными для введения во впадины проверяемой резьбы, и устройство отсчета суммарного перемещения головок.
В известном автомате размещение проволочек с расчетным оптимальным зазором в жестком гнезде приводит на части деталей к грубо-й ощибке измерения. Проверка в одном сечении не позволяет выявить овальность резьбы.
Предлагаемый автомат отличается тем, что он снабжен узлом вращения изделия вокруг оси резьбы, а проволочки закреплены в подвижных держателях, обеспечивающих их пружинный поджим к плоскостям наконечников и регулируемое пружииное вывешивание вдоль оси резьбы таким образом, чтобы в начальиом положении они были сдвинуты одна относительно другой на половину шага резьбы.
Это обеспечивает контроль овальности резьбы и надежную самоустановку проволочек во впадинах резьбы, что способствует повышению точности и полноты контроля.
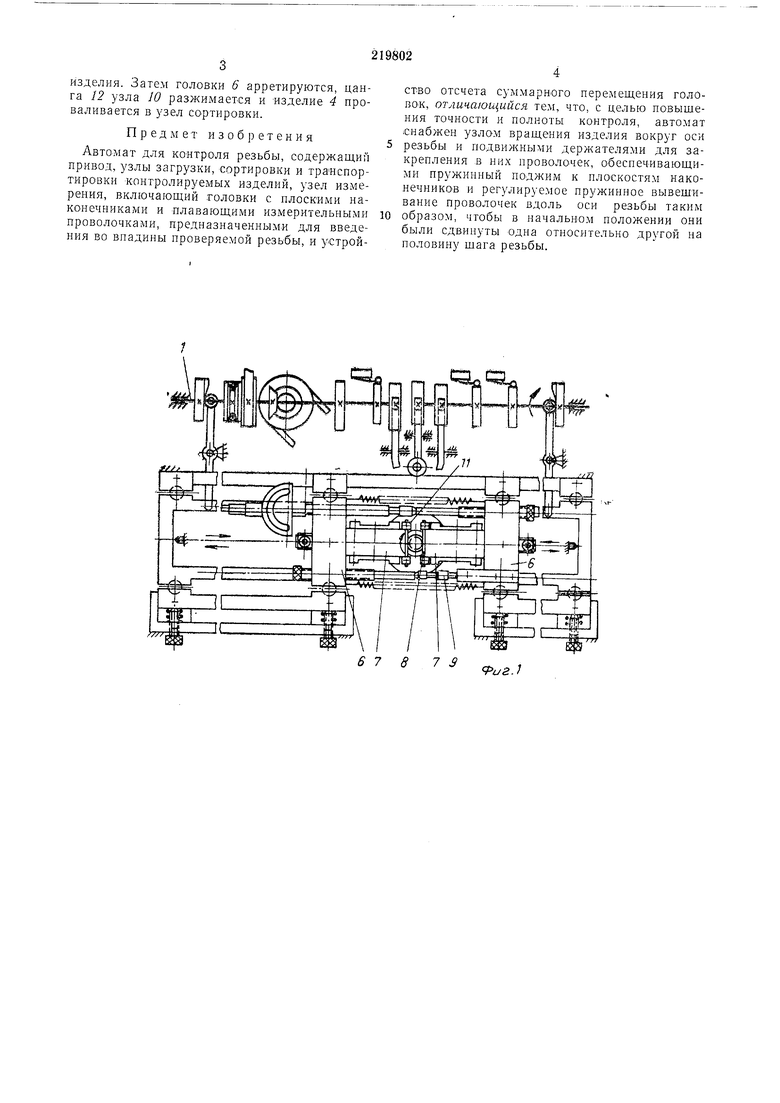
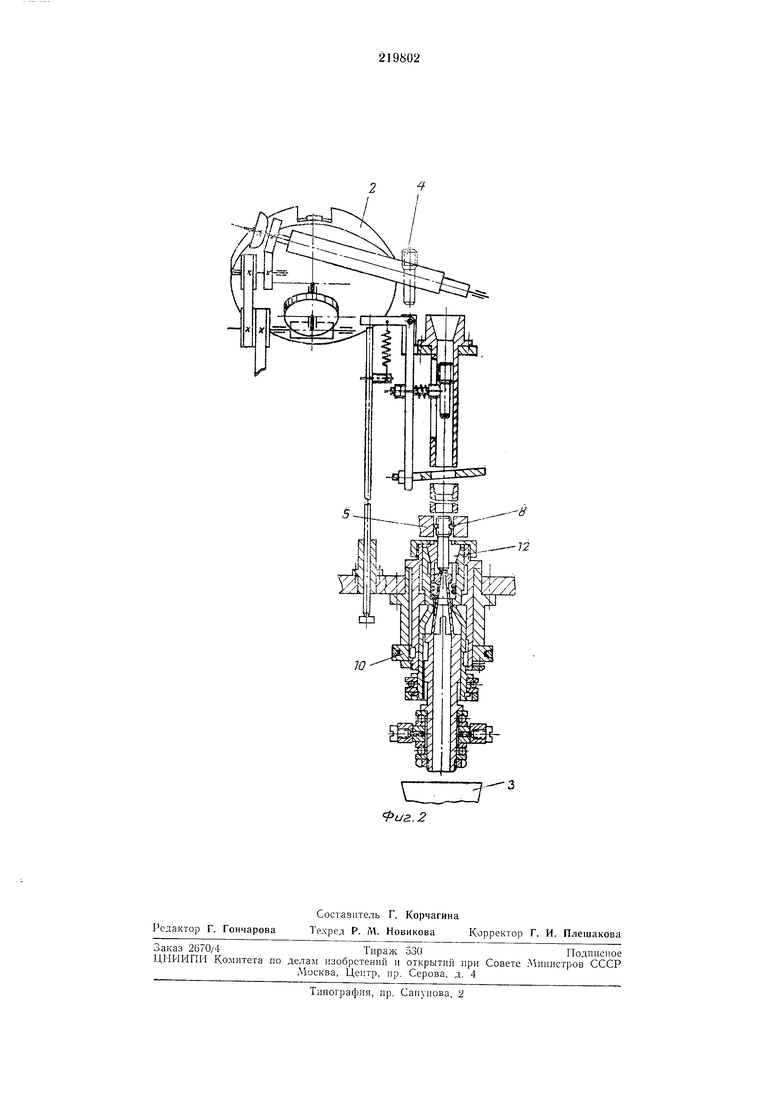
Па фиг. 1 схематически изображен описываемый автомат, вид в плане; иа фиг. 2 -- про дольный разрез по узлу вращения издолия.
Автомат содержит привод /, узль: snrpysKi: 2, сортировки и транспортировки j коиг)ол1 руемых изделий 4, узел измерсппя Л, включающий головки 6 с плоскими lUlKlll C4iillK;l
ми 7 и плавающими изморите.чьиымп )Uii лочками 8, предназначеппыми л.чя нце;,еп11и во впадины ироверяемой резьбы, ;i ус i poiicreo 9 для отсчета суммарного перемепин,;я головок. Кроме того, автомат хзлом А вращения изделия вокруг осп резьбы и подвижными держателями // д.тя закрепления и них проволочек 8. Эти держатели обеспечивают пружинный поджим к плоскостям наконечников проволочек и регулируемое их пружи-нное выВещивание вдоль оси резьбы таким образом, чтобы в начальном иололчении oibi были сдвинуты одна относительно другой на половину шага резьбы.
Контроль резьбы «зделия 4 в автомате осуществляется следующим образом.
Пзделия из узла загрузки 2 поступают ь узел транспортировки и оттуда поиггучно п.одаются в узел 10 вращения. После зажпм; последнего в узле 10 головки 6 сходятся и проволочками 8 производится замер при вращении изделия вокруг своей оси. При этo проволочки получают перемеп1,ение вдоль оси изделия. Затем головки 6 арретируются, цанга 12 узла 10 разжимается и изделие 4 проваливается в узел сортировки. Предмет изобретения Автомат для контроля резьбы, содержащий привод, узлы загрузки, сортировки и транспортировки контролируемых изделий, узел измерения, включающий головки с плоскими наконечниками и плавающими измерительными проволочками, предназначенными для введения во впадины проверяемой резьбы, и устройство отсчета суммарного перемещения головок, отличающийся тем, что, с целью повышения точности и полноты контроля, автомат снабжен узлОМ вращения изделия вокруг оси резьбы и подвижными держателями для закрепления в них проволочек, обеспечивающими пружинный поджим к плоскостям наконечников и регулируемое пружинное вывешивание проволочек вдоль оси резьбы таким образом, чтобы в начальном положении они были сдвинуты одна относительно другой на половину шага резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля средних диаметров резьб в шпильках | 1981 |
|
SU1017903A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРАРЕЗЬБЫ | 1972 |
|
SU332311A1 |
| Устройство для контроля среднего диаметра резьбы | 1980 |
|
SU937977A1 |
| Устройство для контроля средних диаметров резьб | 1975 |
|
SU606092A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ СОБСТВЕННОГО СРЕДНЕГО ДИАМЕТРА НАРУЖНЫХ РЕЗЬБ С ПОМОЩЬЮ ТРЕХПРОВОЛОЧЕК | 1968 |
|
SU208974A1 |
| Измерительные наконечники для измерения среднего диаметра резьбы | 1975 |
|
SU557256A1 |
| Измерительные наконечники для измерения среднего диаметра резьбы | 1987 |
|
SU1523883A1 |
| Устройство для контроля среднего диаметра резьбы | 1983 |
|
SU1180671A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| ВСТАВКИ К РЕЗЬБОВОМУ МИКРОМЕТРУ | 2011 |
|
RU2476821C1 |
Ч
678 73
fua.l
