(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СРЕДНИХ ДИАМЕТРОВ РЕЗЬБ
вод.очек разного диаметра, и УЗЛЫ измерения размеров между проволочками.
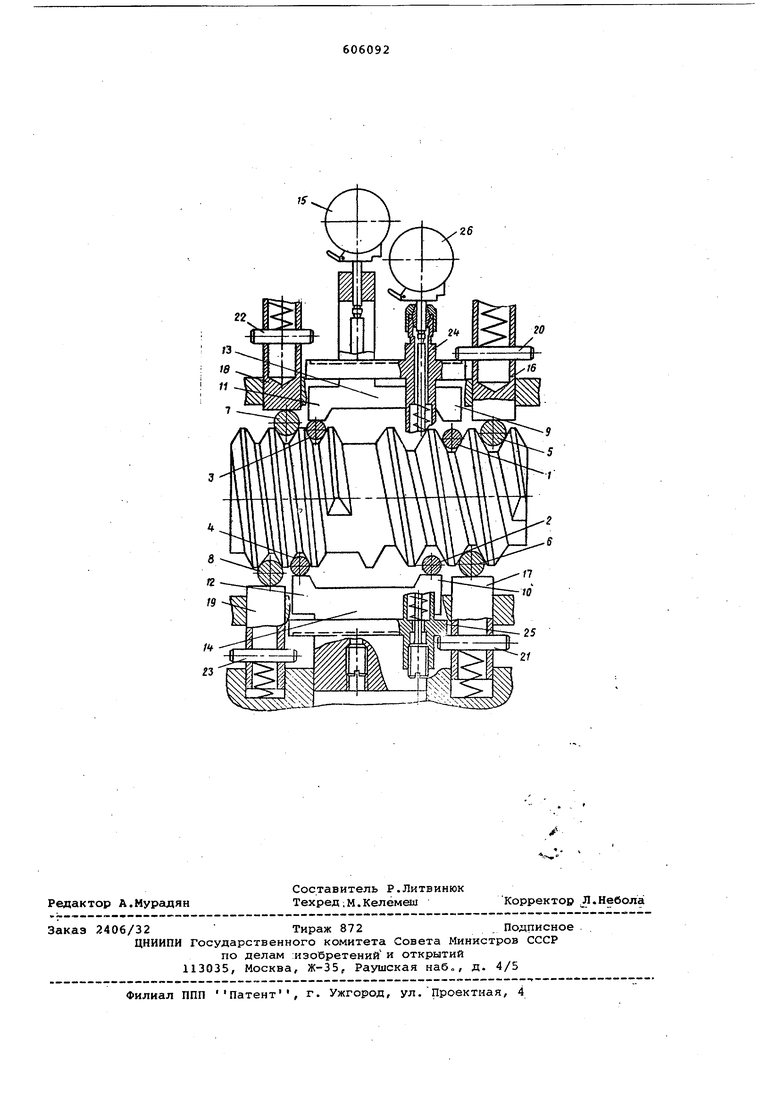
Узел измерения размеров между проволочками меньшего диаметра выполнен S виде двух измерительных наконечников 9, 10 и 11, 12,Хестко закрепленных в паре подвижных измерительных кареток 13 и 14, при ,этом контактные поверхности иэмеригельнык наконечников располагакатся в йдной плоскости параллельно оси шпильки. На одной из измерительных кареток (13) закреплен индикатор 15, взаимодействующий со второй .
Узел измерения размеров между проволочками большего диаметра выполнен в виде двух пар независимо установленных подвижных измерительных наконечников 16, 17 и 18, 19, снабженных упорами 20-23, отстоящими от контактных поверхностей; измерительных наконечников на равном расстоянии, и пары подвижных измерительных кареток 24 и 25, на одной из которых (24) закреплен индикатор 26, взаимодействующий со второй кареткой.
УстроГ зтво работает следующим образом.
В диаметрально противоположные впадины каждого резьбового .участка установленной на контрольной позиции шпильки вводят по две пары проволочек 1-4 и 5-8 разных диаметров, соответствующих шагам резьбовых участков. Измерительные каретки 13 и 14 с жестко закрепленными измерительными наконечниками 9-12 и измерительные наконечники 16-19 подводят до контакта с проволочками. Поскольку контактные поверхности измерительных наконечников 9-12, контактирующих с проволочками меньшего диаметра, лежат в одной плоскости, то перемещение кареток 13 и 14 будет ограничиваться контактом измерительных.наконечников с проволочками меньшего диаметра, размер между которыми наибольший. Наибольший размер между проволочками меньшего диаметра будет соответствовать тем проволочкам, которые располагаются во впадинах резьбового участка с меньшим шагом между измерительными наконечниками 11 и 12, и индикатор 15, закрепленный на каретке 13 и взаимодействующий с кареткой 14, будет регистрировать значение среднего диаметра резьбового участка шпильки с меньшим шагом. Контактирующие с проволочками большего диаметра измерительные наконечники 16-19 будут занимать различное положение, так как размеры
между проволочками, установленными во впадинах обоих резьбовых участков, различны, при этом меньший размер будет соответствовать тем проволочкам, которые располагаются во впадинах резьбового участка с большим шагом (между измерительными наконечниками 16 и 17). Поскольку упоры 20-23 отстоят от контактных поверхностей измерительных наконечников на равном расстоянии, то упоры измерительных наконечников, контактирующих с проволочками, расположенными во впадинах резьбового участка с большим шагом (20 и 21), будут воздействовать на измерительные каретки 24 и 25, а индикатор 26 , закрепленный на каретке 24 и взаимодействующий с кареткой 25, будет регистрировать значение сред- него диаметра резьбового ..участка
шпильки с большим шагом.
Таким образом, независимо от положения шпильки на измерительной позиции индикатор 15 всегда регистрирует размер среднего диаметра резьбового
5 участка с меньшим шагом, а индикатор 26 регистрирует размер среднего диаметра резьбового участка с большим шагом.
Формула изобретения
Устройство для контроля средних диаметров резьб в шпильках с разными шагами резьбовых участков, содержащее
корпус, размещенные на нем узел установки и закрепления шпильки, четыре пары держателей с комплектами проволочек разных диаметров, соответствующих шагам резьбовых участков шпильки
и установленных так, что против каждого резьбового участка шпильки располагаются два комплекта проволочек разных диаметров, и узлы измерения размеров между проволочками с измерительными наконечниками и отсчетными механизмами, отличающееЬ я тем, что, с целью повышения надежности контроля,.измерительные наконечники, контактирующие с проволочками меньиюго диаметра, жестко связаны между собой так, что их контактные поверхности лежат в одной плоскости, .а измерительные наконечники, контактирующие с проволочками
большего диаметра, снабжены упорами, отстоящими от контактных поверхностей наконечников на равном расстоянии и взаимодействующими с отсчетным механизмом.
}f
22
v s.
г6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля средних диаметров резьб в шпильках | 1981 |
|
SU1017903A1 |
| Способ контроля средних диаметров резьб в деталях типа шпилек | 1975 |
|
SU606091A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Измерительные наконечники для измерения среднего диаметра резьбы | 1975 |
|
SU557256A1 |
| Способ измерения среднего диаметра изделия с наружной резьбой | 1987 |
|
SU1441162A1 |
| ВСТАВКИ К РЕЗЬБОВОМУ МИКРОМЕТРУ | 2011 |
|
RU2476821C1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРАРЕЗЬБЫ | 1972 |
|
SU332311A1 |
| Способ контроля среднего диаметра наружной конической резьбы | 1989 |
|
SU1634971A1 |
| Устройство для контроля диаметров отверстий | 1990 |
|
SU1772614A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА ВНУТРЕННЕЙ РЕЗЬБЫ | 2010 |
|
RU2440553C2 |