Изобретение относится к производству газотурбинных двигателей турбогенераторов, турбонасосов, вентиляторов, турбокомпрессоров и других лопаточных машин.
Наиболее близким к заявляемому способу является способ изготовления ротора лопаточной машины, при котором осуществляют механическую обработку замковых соединений елочного типа лопаток и пазов дисков посредством шлифования с последующим деформационным воздействием на них за одну установку изделия, лопатки и межпазовые выступы дисков ротора сортируют по механическим и химическим свойствам, лопатки устанавливают в пазы дисков и вытягивают в пределах радиального зазора между их концами и корпусом лопаточной машины, после чего концы лопаток шлифуют (Патент РФ 2047464, МПК В 24 В 1/00, oпубл. 10.11.95 г.).
Недостатком известного способа является то, что из-за неодинаковой вытяжки рабочих лопаток, происходящей во время эксплуатации лопаточной машины, происходит неравномерное изменение радиального зазора между концами лопаток и статором из-за явлений ползучести и разброса механических свойств материалов сопрягаемых поверхностей и возникает необходимость в увеличении зазора для гарантированного отсутствия контакта с деталями статора, что вызывает снижение КПД лопаточной машины и увеличение расхода топлива, газа, воздуха и выбросов вредных веществ в окружающую среду из-за утечек через зазоры.
Наиболее близким к заявляемому шлифовальному станку является станок для шлифования с программным управлением, содержащий станину с установленными с возможностью перемещения по ее направляющим стол, стойки со шлифовальными бабками, снабженными шлифовальными шпинделями, на каждом из которых расположены не менее двух профилированных шлифовальных кругов различного диаметра (Патент ФРГ 3005606, кл. В 24 В 7/02, В 24 В 53/06, В 24 В 19/14, 1983 г.).
Недостатком известного станка является невозможность шлифования профильных поверхностей лопаток с последующим контролем их на станке, что приводит к получению бракованных изделий.
Наиболее близким к заявляемому устройству для автоматического контроля профиля является устройство для контроля средних диаметров резьб, содержащее размещенные в корпусе пары держателей с комплектами измерительных элементов, пары измерительных кареток с контактными поверхностями и отсчетными механизмами, узлы измерения расстояния между измерительными элементами с наконечниками и упоры наконечников, установленные между контактными поверхностями измерительных кареток (Авт. свид. СССР 606092, МПК GO 1 B 3/40, oпубл. 1978 г.).
Недостатком данного устройства является то, что оно обеспечивает одновременный контроль нескольких размеров профилей лишь в двух сечениях и не позволяет вести одновременный контроль нескольких размеров во множестве сечений.
Предлагаемыми изобретениями решается задача повышения КПД лопаточной машины за счет стабилизации радиальных, осевых и меридиональных зазоров между лопатками ротора и лопатками статора или корпуса лопаточной машины, повышения точности взаимного расположения профильных поверхностей сопрягаемых деталей ротора и статора, а также повышения экологической безопасности при функционировании лопаточной машины.
Для получения такого технического результата в предлагаемом способе изготовления ротора лопаточной машины, при котором осуществляют предварительную сортировку обрабатываемых изделий по механическим и химическим свойствам, механическую обработку замковых соединений елочного типа лопаток и пазов дисков посредством шлифования с последующим деформационным воздействием на них за одну установку обрабатываемого изделия (лопаток и дисков ротора), дополнительную сортировку лопаток и межпазовых выступов дисков по механическим и химическим свойствам, после шлифования елочного профиля на хвостовиках лопаток и в клиновых пазах обода каждого из дисков ротора осуществляют шлифование поверхности торцов со стороны кромок пера или подошвы-основания хвостовика лопаток и торцевые шлицы Хирта на втулочной части дисков, при этом перед процессом деформационного воздействия и шлифования за одну установку изделия осуществляют автоматический контроль роликами по меньшей мере блочных размеров елочных профилей и шлиц, и по результатам указанного контроля в случае годности геометрических размеров замковые соединения елочного типа и наружные, внутренние, торцевые (Хирта) шлицевые соединения в зоне концентраторов напряжений подвергают воздействию лазерного луча, лопатки устанавливают в пазы дисков и вытягивают в пределах радиального зазора между их концами и корпусом лопаточной машины, после чего концы лопаток шлифуют.
Деформационное воздействие и воздействие лазерного луча может быть осуществлено в среде защитных по меньшей мере одного или смеси инертных газов.
Кроме того, в качестве среды защитного газа может быть использован аргон.
Для достижения названного технического результата предлагаемый станок для шлифования с программным управлением, содержащий станину, с установленным с возможностью перемещения по ее направляющим столом, стойки со шлифовальными бабками, снабженными шлифовальными шпинделями, на каждом из которых расположены не менее двух профилированных шлифовальных кругов различного профиля и размера, снабжен дополнительными стойками, установленными на столе, и устройством автоматического контроля роликами блочных размеров и одновременного с ним воздействия лазерным лучом на прошлифованные поверхности лопаток и/или дисков ротора, при этом дополнительные стойки выполнены в виде скобы, а указанное устройство установлено на станине между стойками с возможностью поворота вокруг оси вне зоны обработки лопаток и дисков.
В предлагаемом устройстве для автоматического контроля профиля поставленная задача решается тем, что в устройстве, содержащем размещенные в корпусе пары держателей с комплектами измерительных элементов, пары измерительных кареток с контактными поверхностями и отсчетными механизмами, узлы измерения расстояния между измерительными элементами с наконечниками и упоры наконечников, установленные между контактными поверхностями измерительных кареток, в средней части каждого узла измерения расстояния выполнено окно с дополнительным измерительным наконечником с упором, причем упор каждого дополнительного измерительного наконечника установлен перпендикулярно относительно упоров в имеющихся наконечниках.
Каждый измерительный элемент может быть выполнен в виде цилиндрических осей ступенчатой формы с эксцентриситетом ступени меньшего диаметра относительно ступени большего диаметра, причем на ступени меньшего диаметра каждой оси установлен тороидальный ролик с возможностью согласованного вращения и/или поворота, синхронизированного с угловыми поворотами аналогичных роликов остальных измерительных элементов.
Кроме того, каждый измерительный элемент может быть выполнен в виде пересекающихся цилиндрических и сферических поверхностей, повернутых друг относительно друга вокруг оси симметрии наконечника, а центры осей симметрии цилиндрических контактных поверхностей большего и меньшего радиусов смещены на равные расстояния относительно оси симметрии наконечника, с осью симметрии которой совпадает центр симметрии сферической поверхности измерительного элемента.
При этом тороидальный ролик может быть выполнен за одно целое с осью из оптически прозрачного теплостойкого материала и соединен с импульсным излучателем лазерного генератора, сфокусированным на зону контакта ролика с обрабатываемой поверхностью изделия.
Кроме того, тороидальный ролик может быть выполнен составным из установленных в двух взаимно перпендикулярных плоскостях сегментов разных диаметров с соотношением большего из них к меньшему, по крайней мере как 3/4.
На фиг. 1 и 2 представлены схемы расположения лопаток в пазах диска на шлицевом валу ротора и в пазах дисков с торцевыми шлицами Хирта, замковые и шлицевые поверхности которых обработаны соответственно по предлагаемому способу и по способу-прототипу;
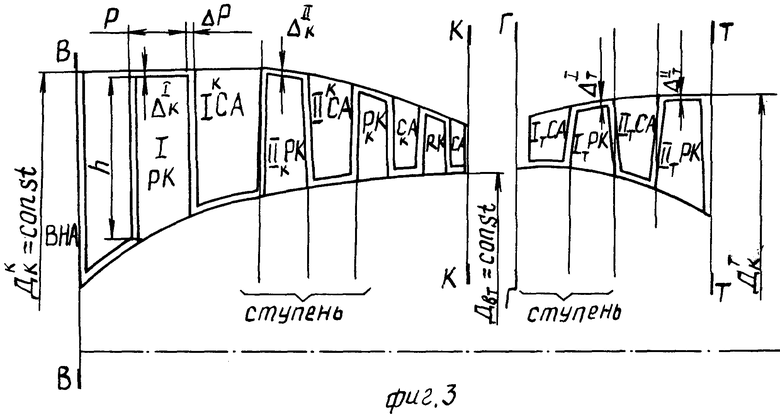
на фиг. 3 - схема проточной части многоступенчатой лопаточной машины в виде двухконтурного турбокомпрессора газотурбинного двигателя (ГТД), на которой обозначены:
В, К, Г, Т - сечения соответственно проточной части многоступенчатой лопаточной машины в сечении на входе в компрессор и на выходе из него; перед турбиной и на выходе из двухступенчатой турбины;
РК - рабочие лопатки ротора ГТД;
СА - лопатки спрямляющего аппарата компрессора и соплового аппарата турбины:
1-П - ступени ротора турбокомпрессора лопаточной машины;
ВНА - входной направляющий аппарат;
P и ΔP- ширина лопаточного венца и осевой зазор между лопатками ротора и статора (РК и СА), где Δ- радиальный зазор между торцами периферии пера лопаток РК, СА;
Дк, Дф, Двт - наружный, средний, втулочный диаметры рабочего колеса;
α1,α2,αп- угловой шаг между сечениями пера лопаток ГТД или пазами на ободе диска;
R - радиус рабочего колеса РК лопаточной машины типа ГТД;
h - длина пера лопаток ротора турбокомпрессора ГТД;
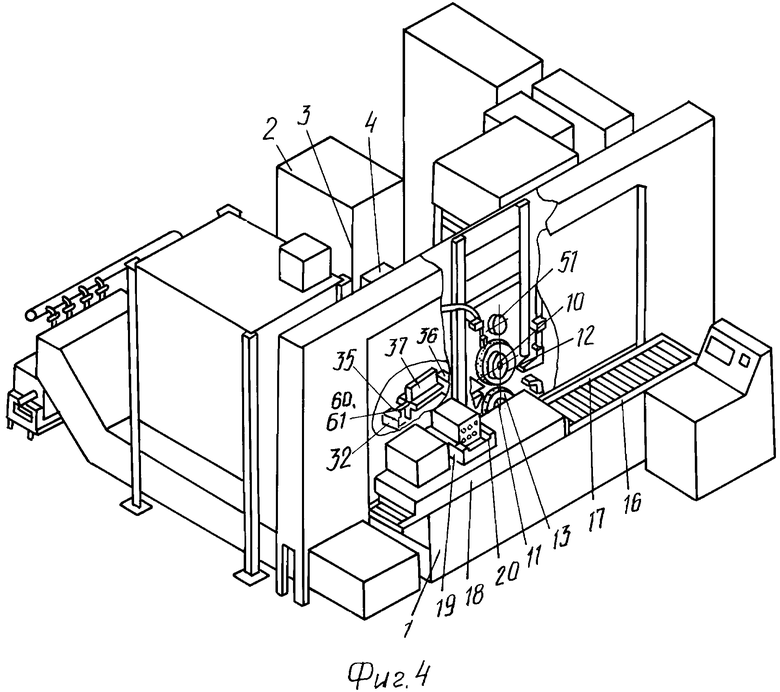
на фиг. 4 приведен общий вид станка для шлифования с программным управлением;
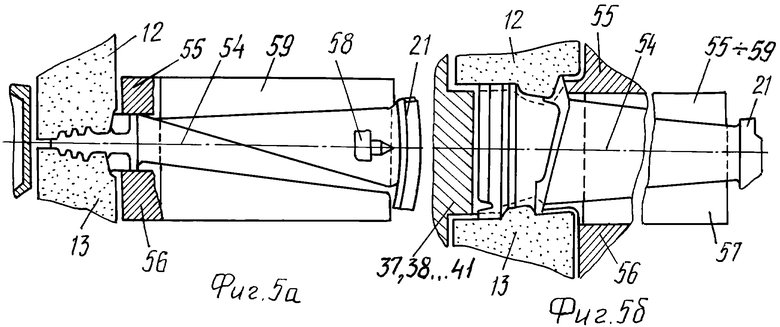
на фиг. 5, а показан момент одновременного шлифования елочного профиля хвостовика рабочей лопатки турбины низкого давления;
на фиг. 5,б - момент шлифования торцов хвостовика рабочей лопатки турбины низкого давления (со стороны входной передней кромки и выходной задней кромки пера);
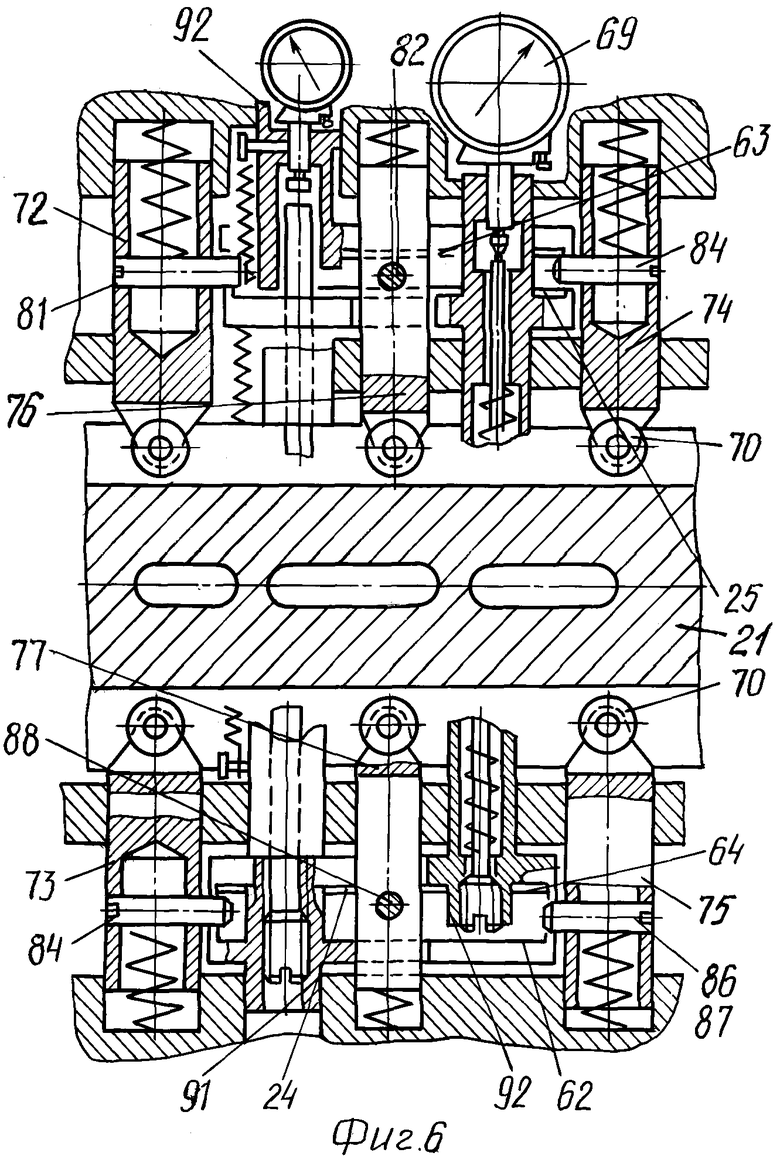
на фиг. 6 изображен разрез станка для шлифования в момент контакта торообразных роликов измерительных наконечников с елочными профилями на хвостовиках лопаток (в момент одновременного автоматического контроля толщины (блочный размер по роликам) хвостовика лопатки или межпазового выступа на ободе диска ротора турбокомпрессора в нескольких поперечных сечениях: на входе, посередине, на выходе);
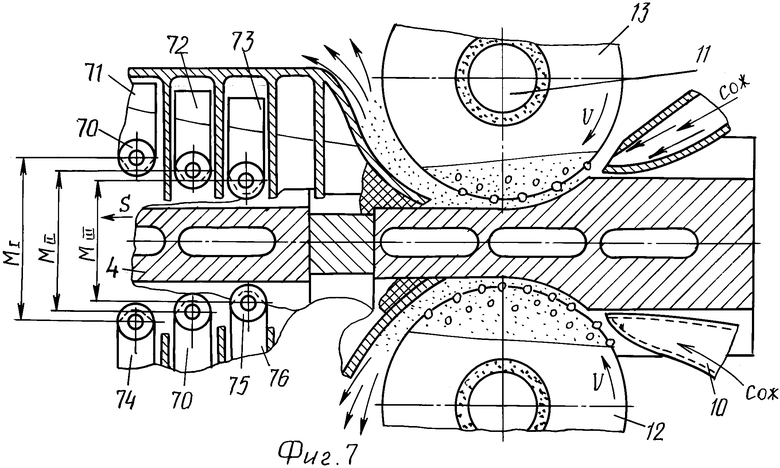
на фиг. 7 - разрез станка в момент шлифования елочного профиля второй последующей лопатки и соответственно момент входа прошлифованного елочного профиля хвостовика первой лопатки (первого межпазового выступа диска ротора в зону измерения устройства для автоматического контроля профиля);
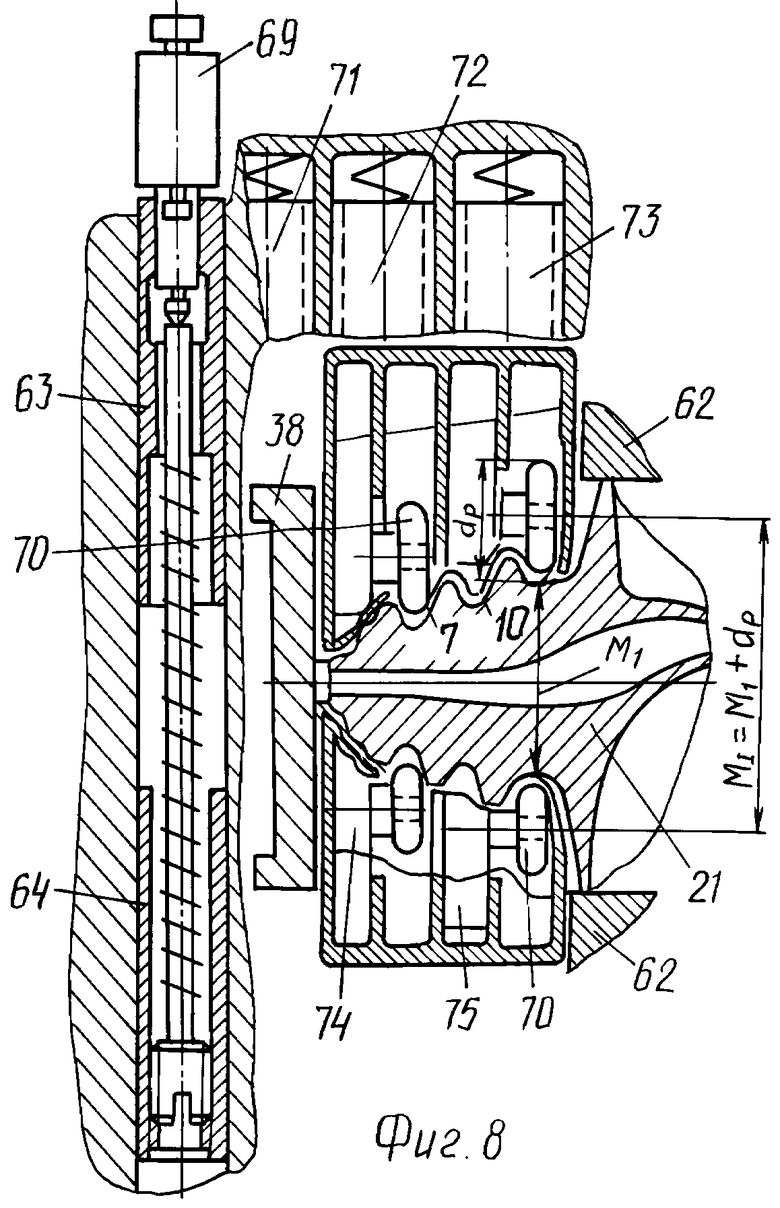
на фиг. 8 приведено устройство для автоматического контроля елочного профиля, поперечный разрез на фиг. 6;
на фиг. 9 - измерительный наконечник с тороидальным дисковым измерительным роликом, выполненным из оптически прозрачного материала, вид спереди, (стрелками показаны лазерные лучи, исходящие от лазерного генератора);
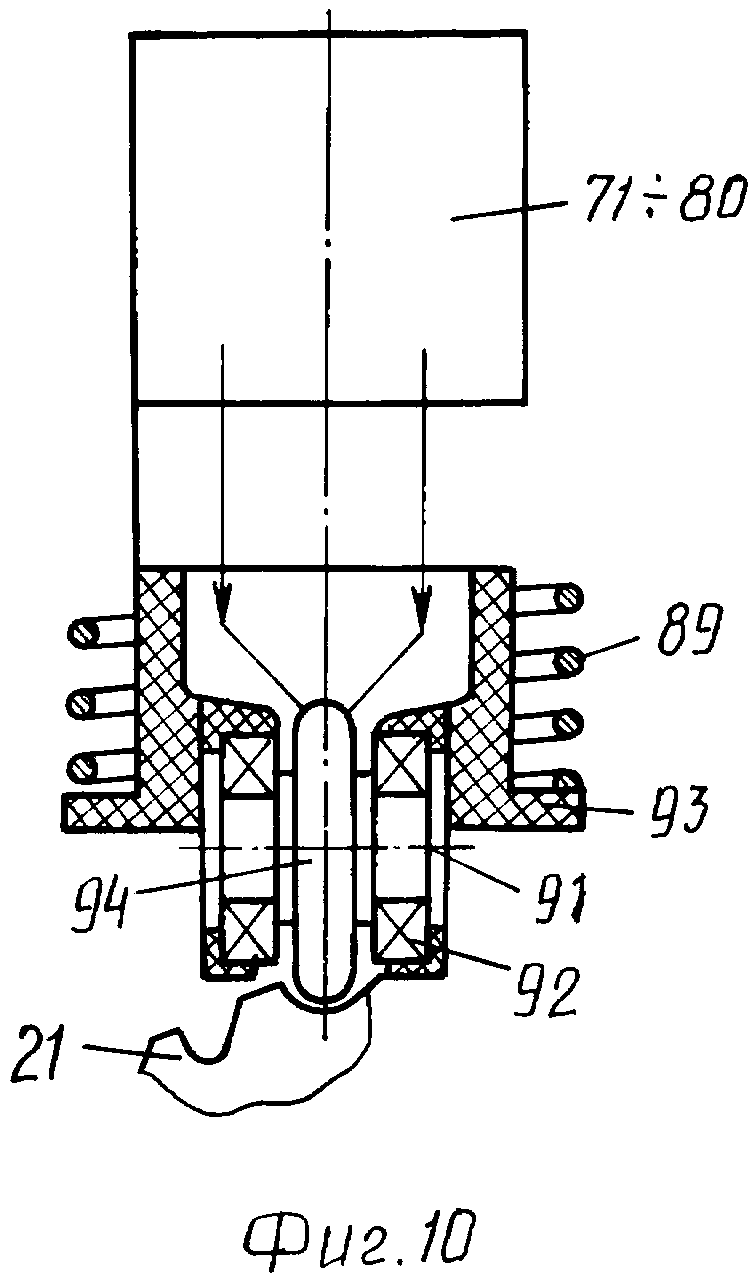
на фиг. 10 - то же, вид сбоку, в момент деформационного упрочнения (лазерного разупрочнения) подповерхностного слоя дна впадины первого от пера лопатки елочного паза;
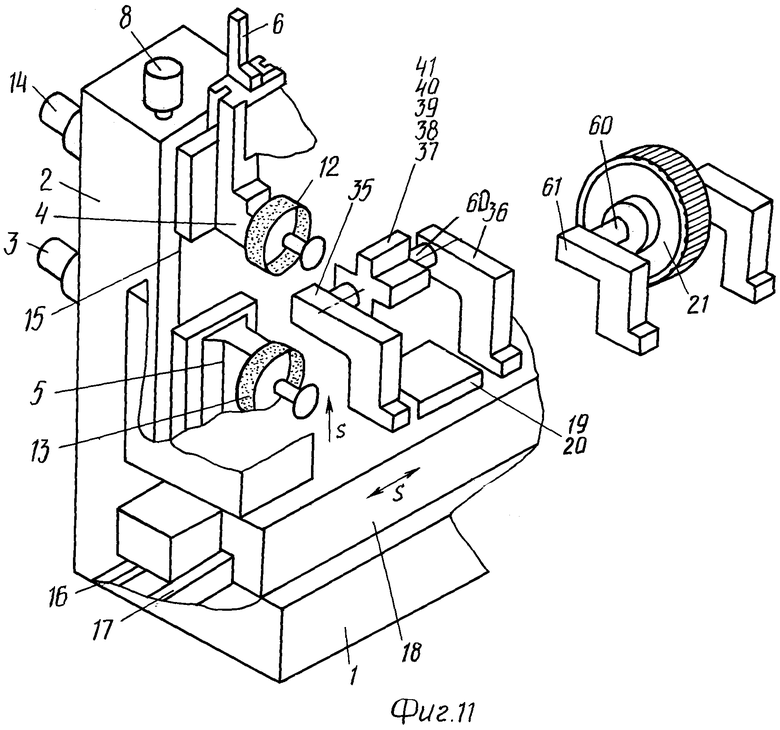
на фиг. 11 показан станок для шлифования замковых поверхностей елочного профиля в клиновых пазах на ободе диска ротора турбокомрессора и торцевых шлиц Хирта на втулочной части ступиц диска (общий вид, в изометрии);
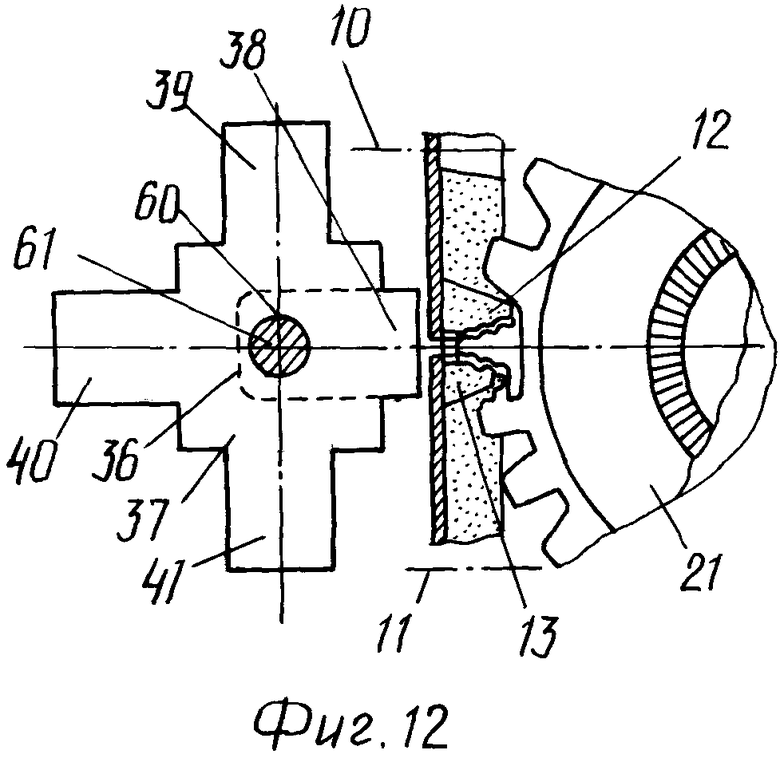
на фиг. 12 - момент шлифования елочного профиля на межпазовом выступе диска (в уменьшенном масштабе);
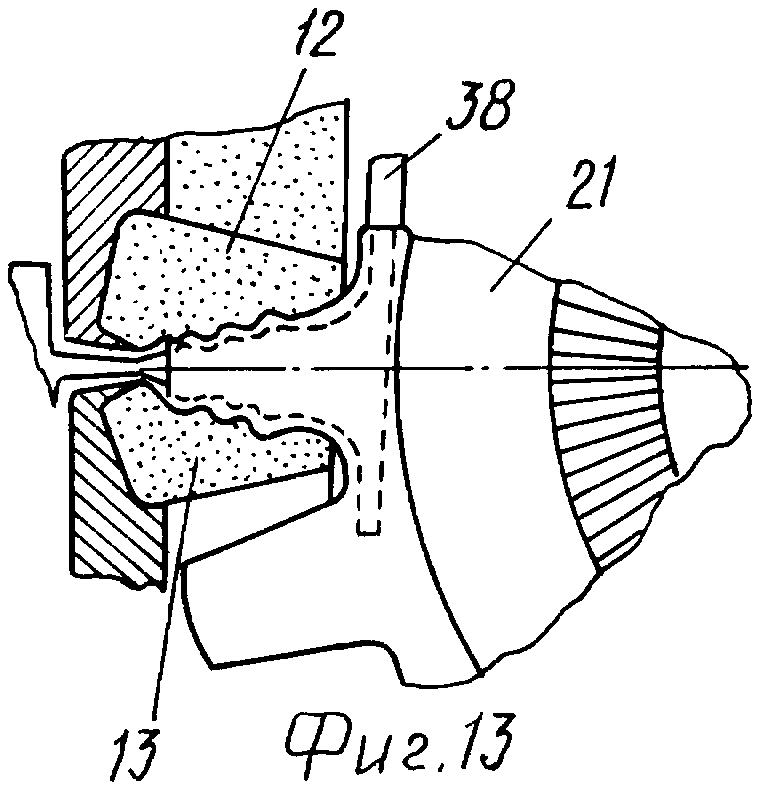
на фиг. 13 - то же, где в увеличенном масштабе показан шлифуемый выступ, а штриховыми линиями - направляющая смазочно-охлаждающую жидкость профильная планка;
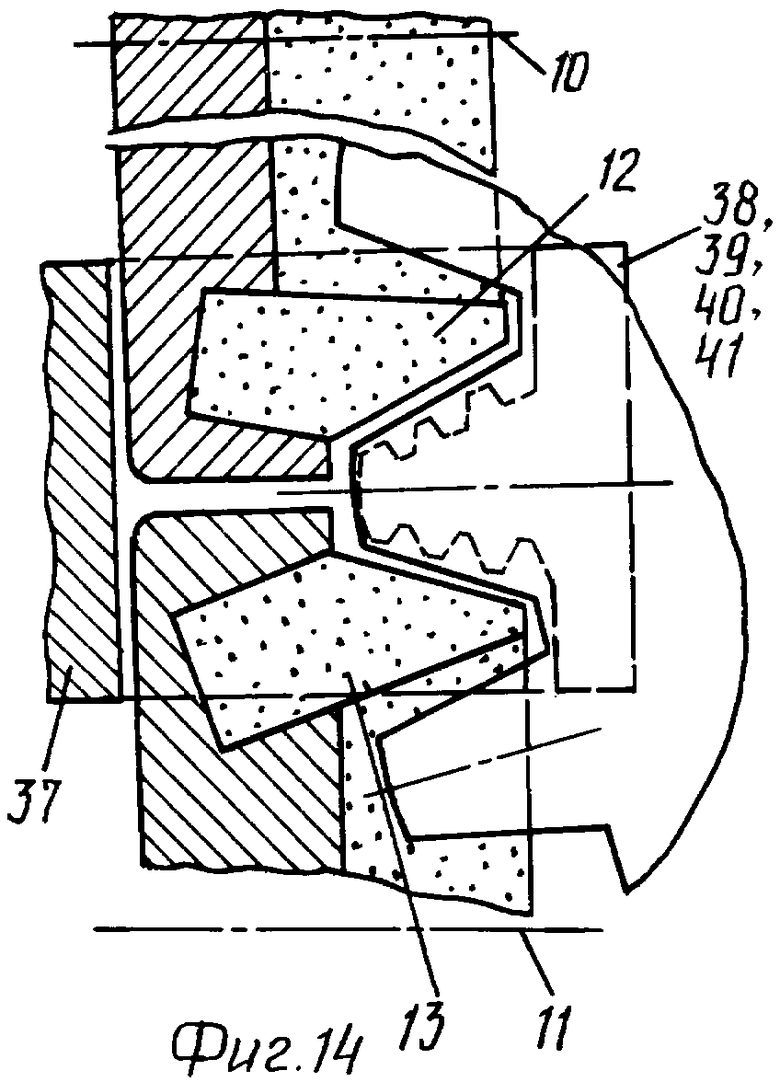
на фиг. 14 - момент ввода конических участков шлифовальных кругов 12 и 13 до касания с клиновыми поверхностями межпазового выступа диска;
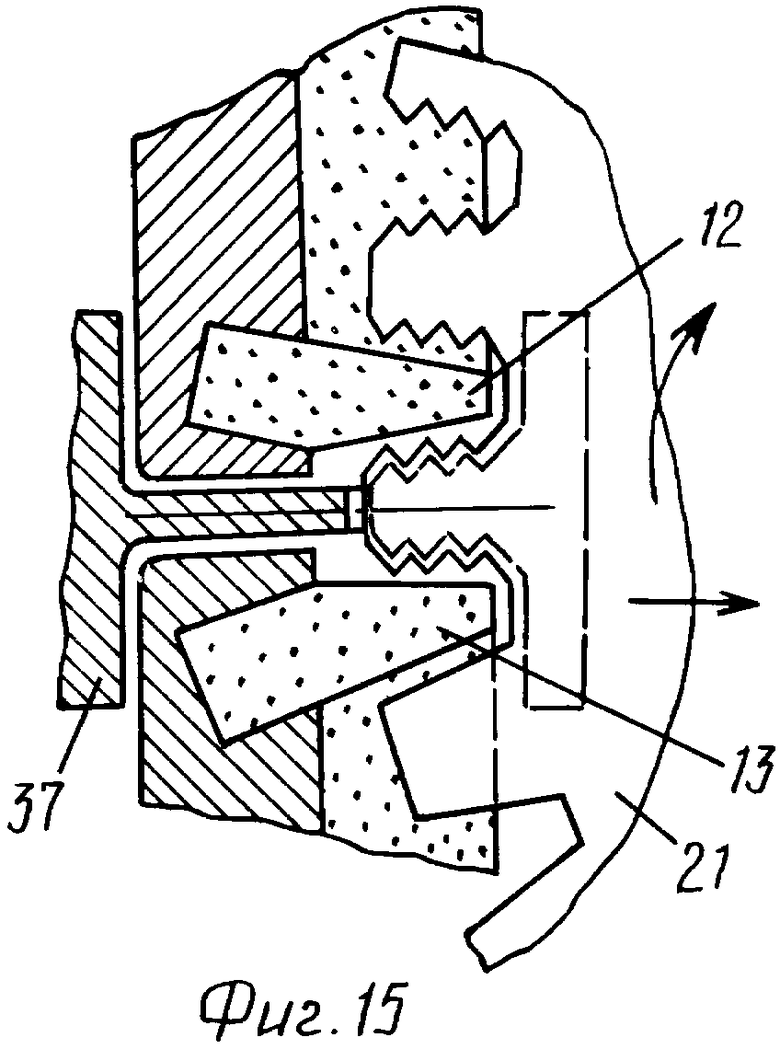
на фиг. 15 - момент вывода конических участков шлифовальных кругов 12 и 13 из контакта с прошлифованными поверхностями елочного профиля диска по прямолинейной стрелке с последующим поворотом на угловой шаг по круговой стрелке;
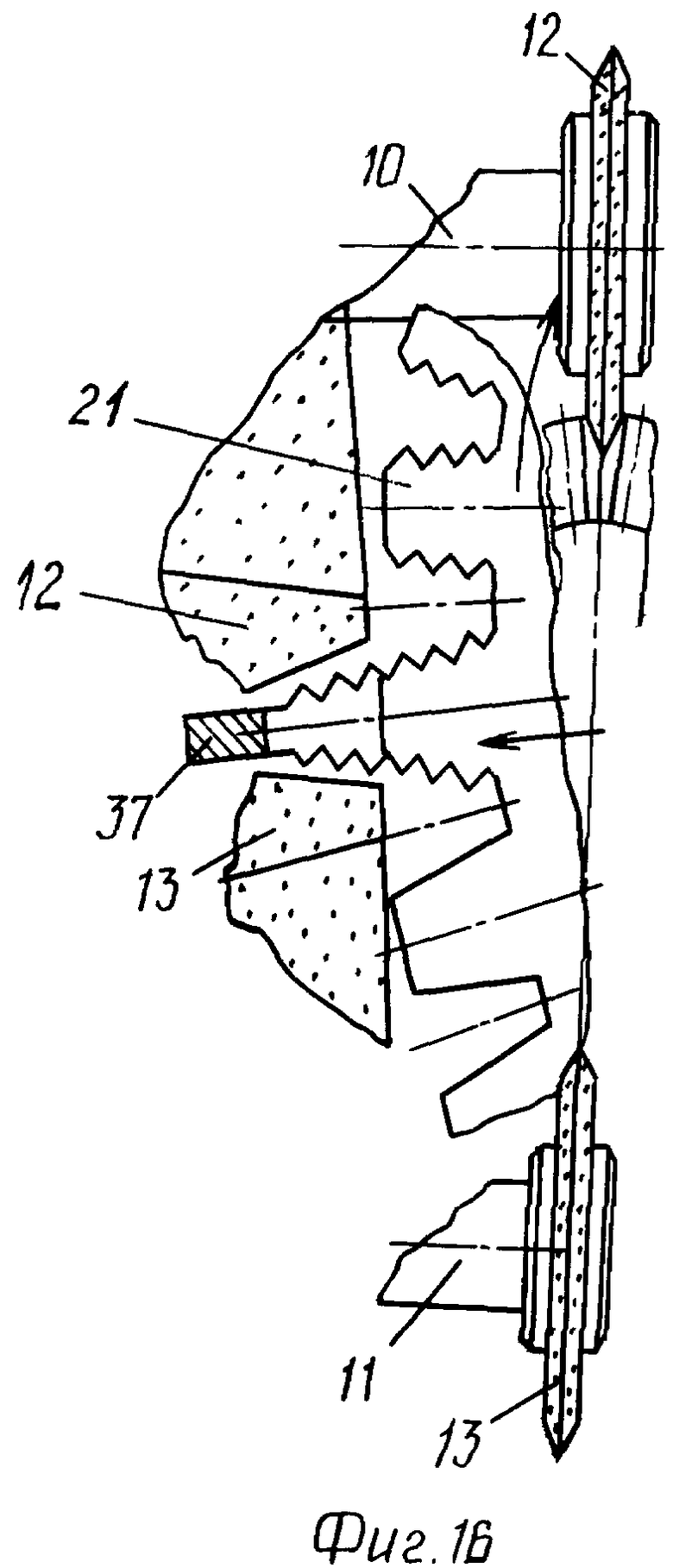
на фиг. 16 - момент окончания шлифования профиля торцового шлица Хирта дополнительным шлифованием У-образным кругом 12, установленным на оправке в шпинделе 10;
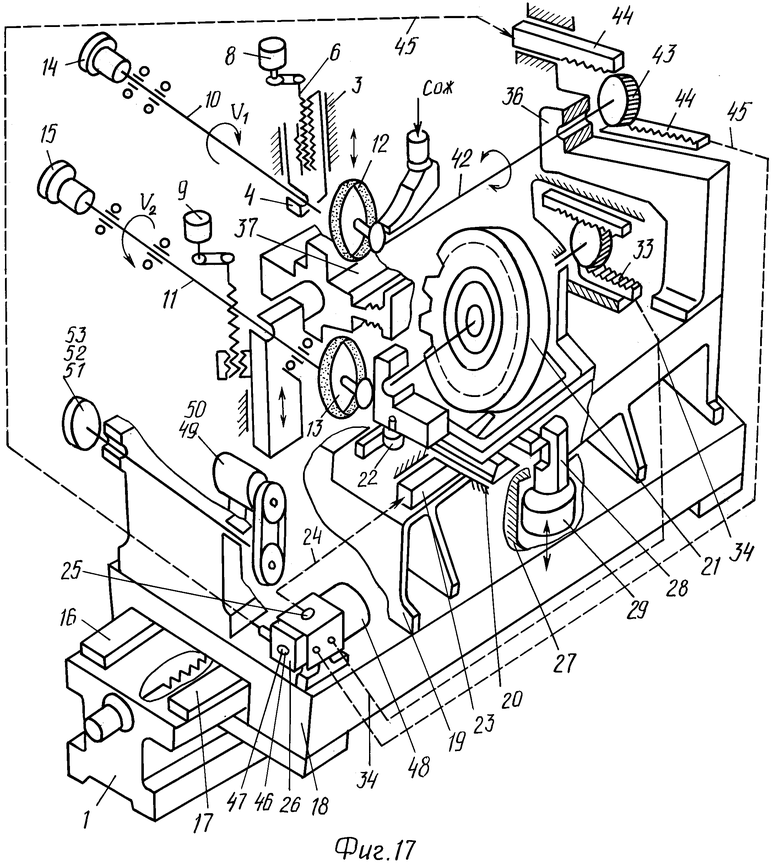
на фиг. 17 приведена кинематическая схема заявляемого станка для шлифования елочных пазов на межпазовых выступах обода диска и торцовых щлиц Хирта на втулочной части ступиц с последующим автоматическим контролем прошлифованных поверхностей непосредственно за зоной обработки;
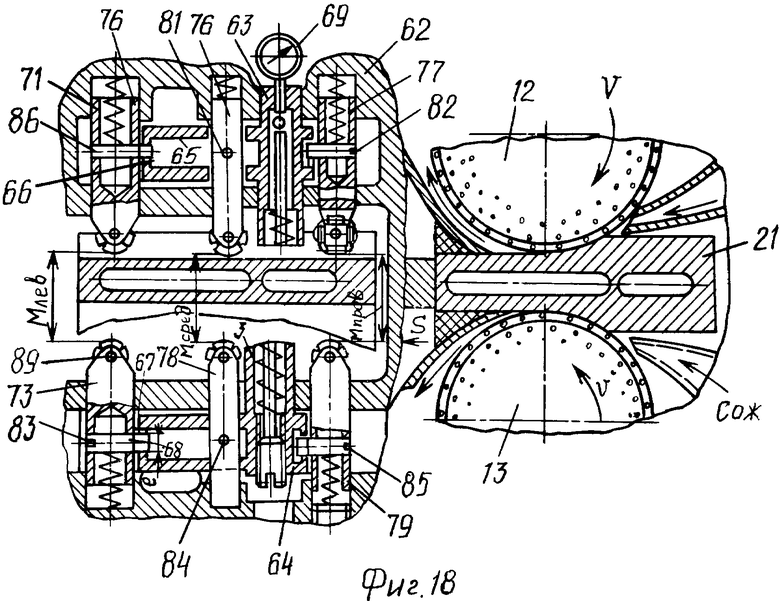
на фиг. 18 показано устройство для автоматического контроля блочных размеров по роликам (в виде сегментов) с наладкой для шлифования елочного профиля хвостовика лопатки (межпазового выступа диска) ротора турбомашины на двухшпиндельном профилешлифовальном станке с устройством числового программного управления;
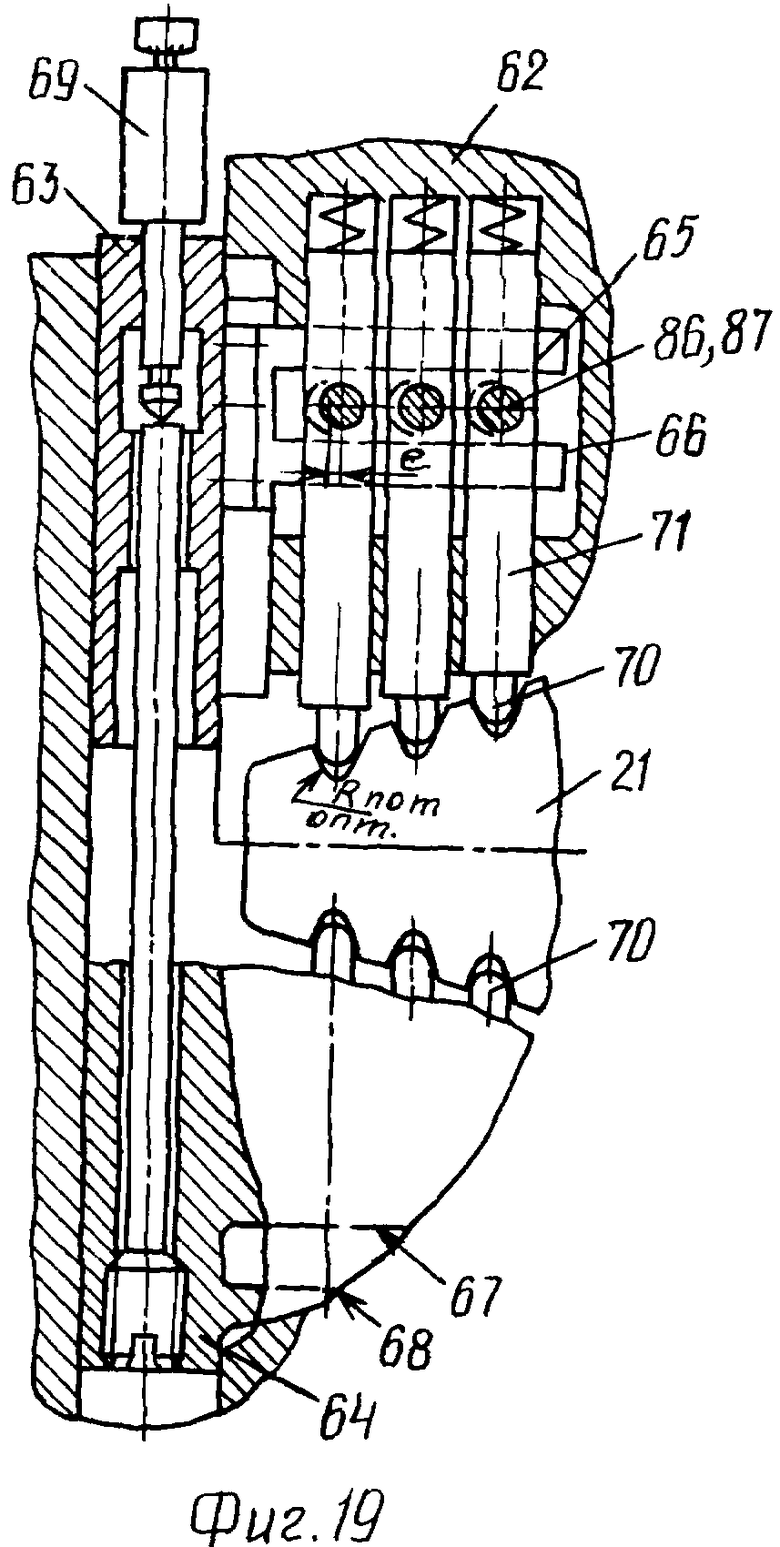
На фиг. 19 - устройство для автоматического контроля 1, 11, 111 паза елочного профиля на хвостовике лопатки с помощью контактных измерительных поверхностей 65-68;
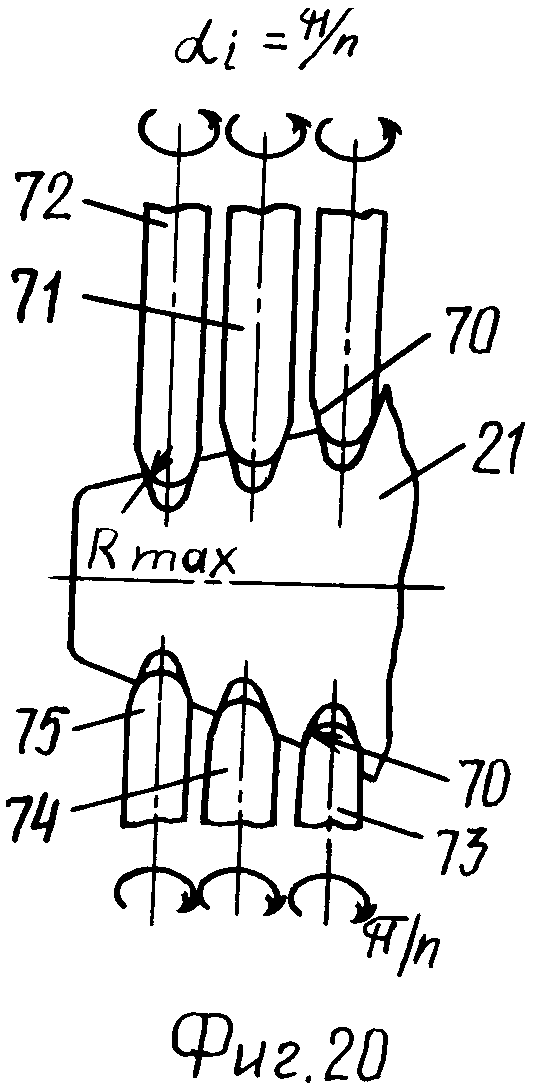
на фиг. 20 - в момент контроля щупами большего радиуса Rmax;
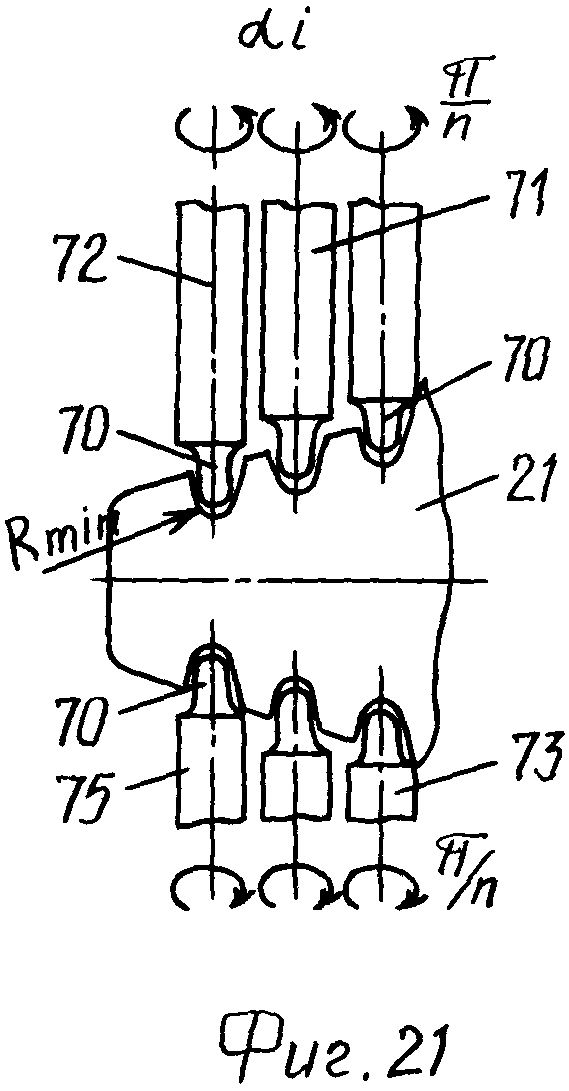
на фиг. 21 - в момент контроля щупами меньшего радиуса Rmin;
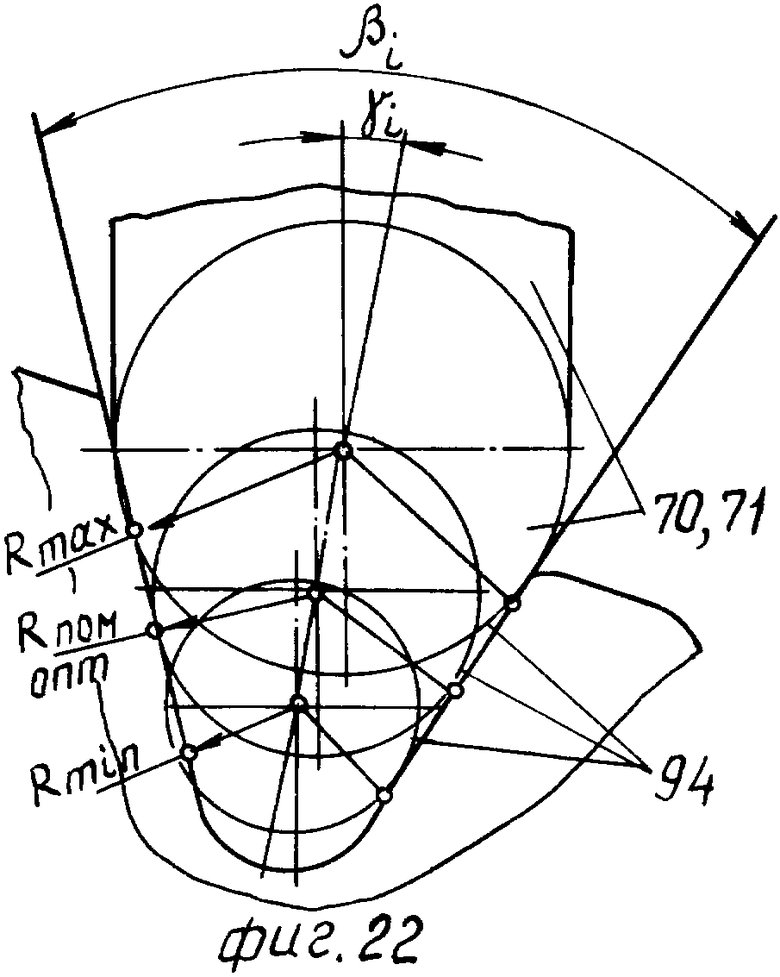
на фиг. 22 приведена схема расположения калибровочных цилиндрических (сферических) измерительных наконечников щупов или тороидальных роликов во впадине паза елочного профиля с отклонением середины полного угла βi i на угол ji от вертикального положения направления измерения;
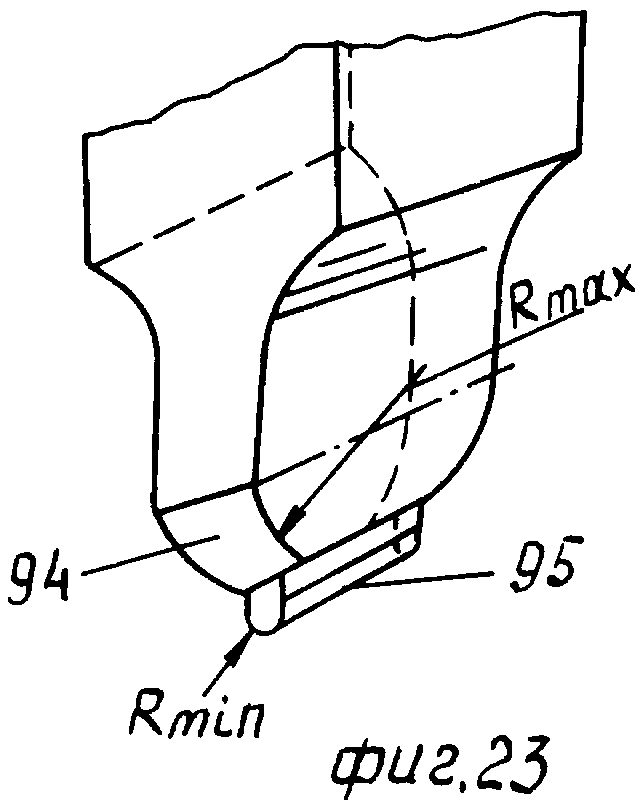
на фиг. 23 изображен наконечник с пересекающимися контактными поверхностями разных радиусов R, расположенных под углом друг к другу относительно продольной оси симметрии щупа;
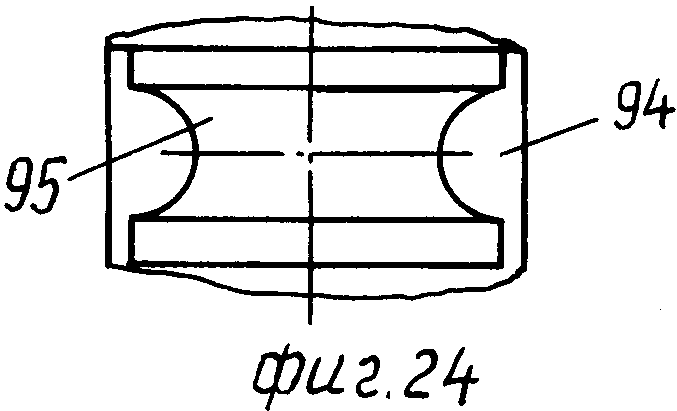
на фиг. 24-26 приведены взаимно перпендикулярные проекции наконечника;
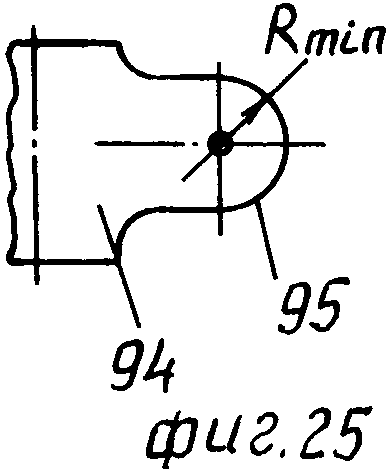
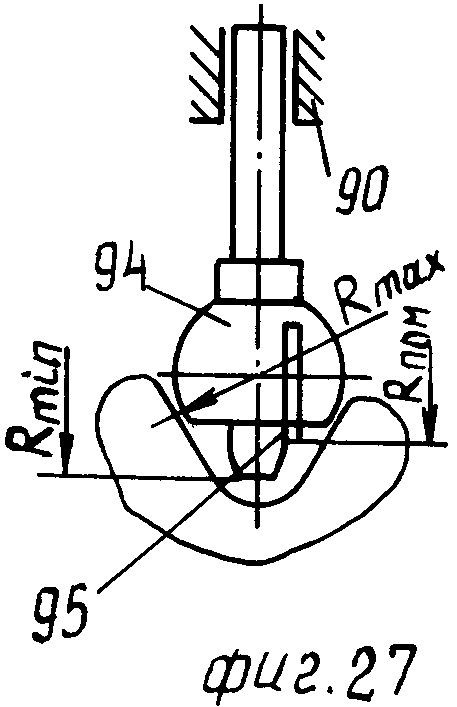
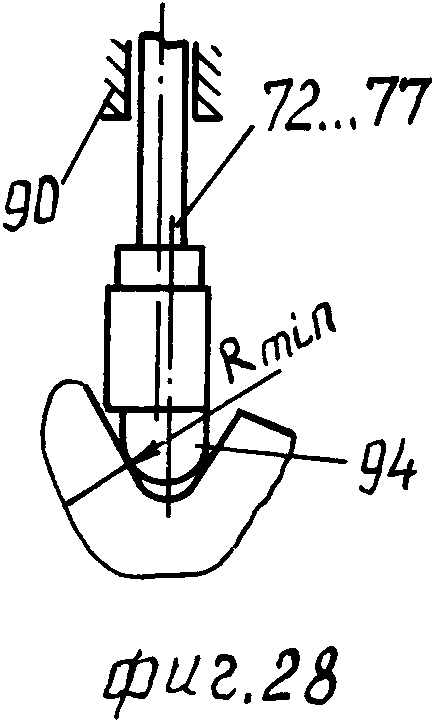
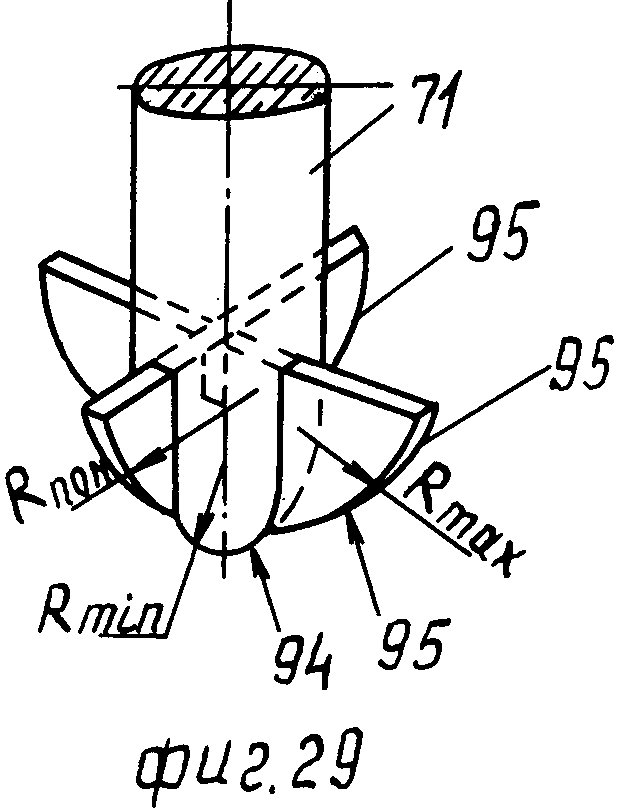
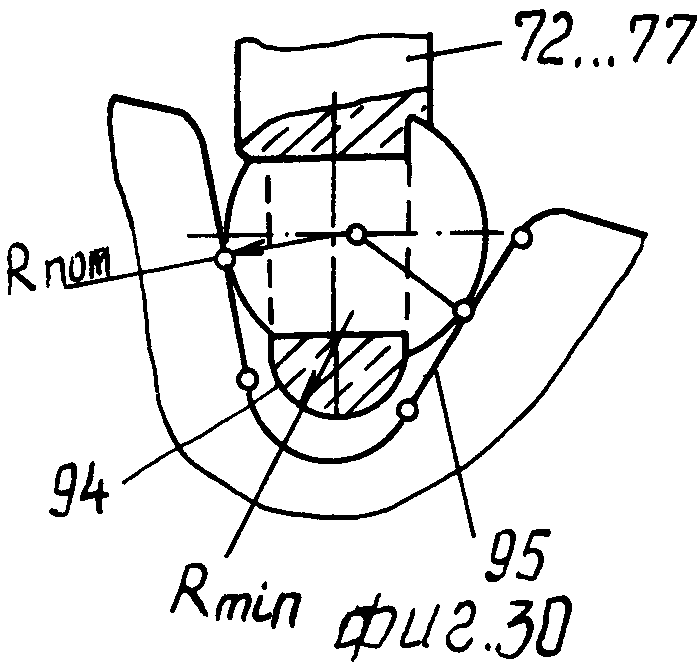
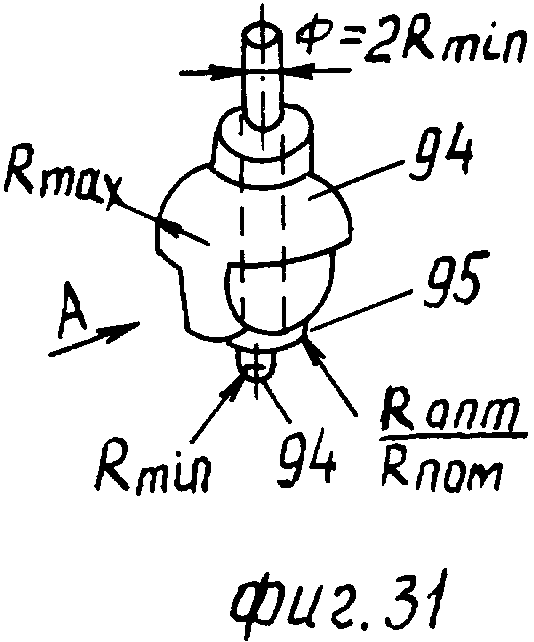
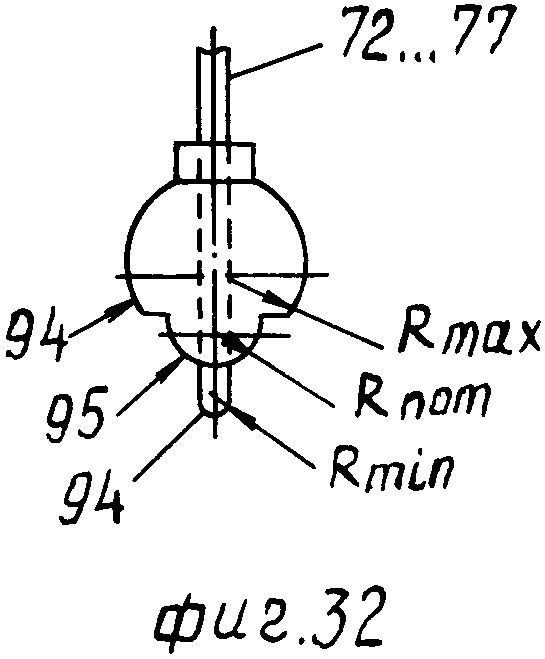
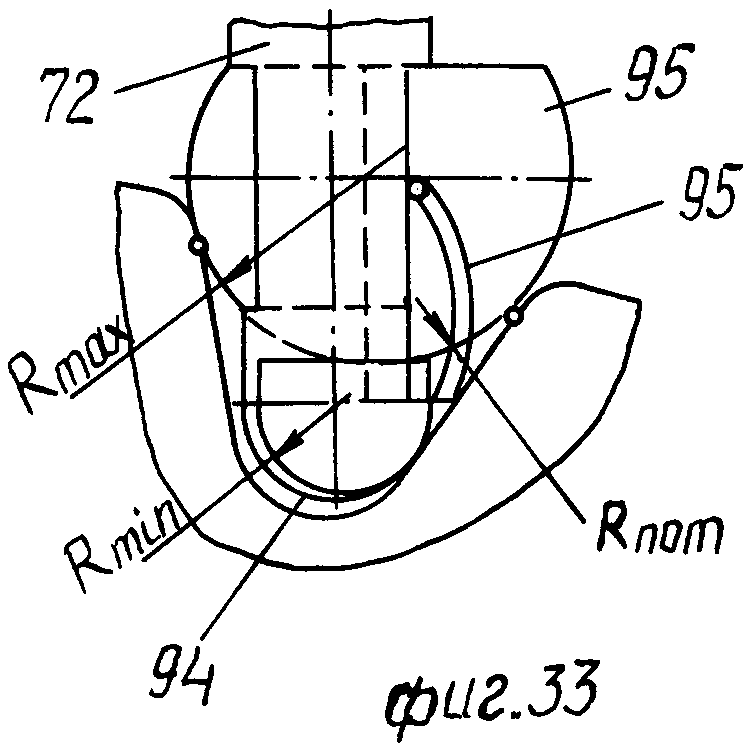
на фиг. 27-33 - варианты реализации контактных элементов измерительных наконечников разных радиусов сфер и/или цилиндров;
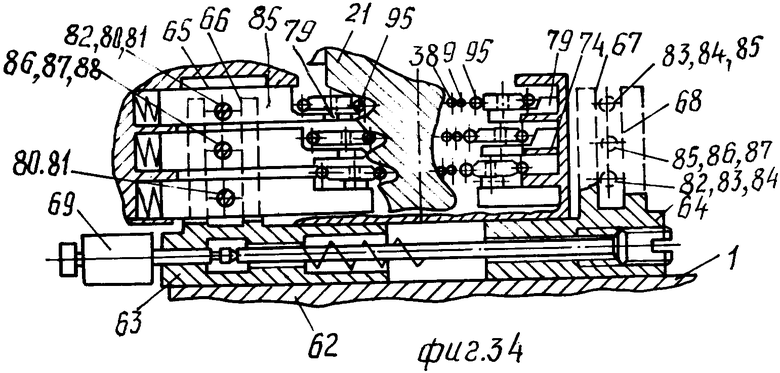
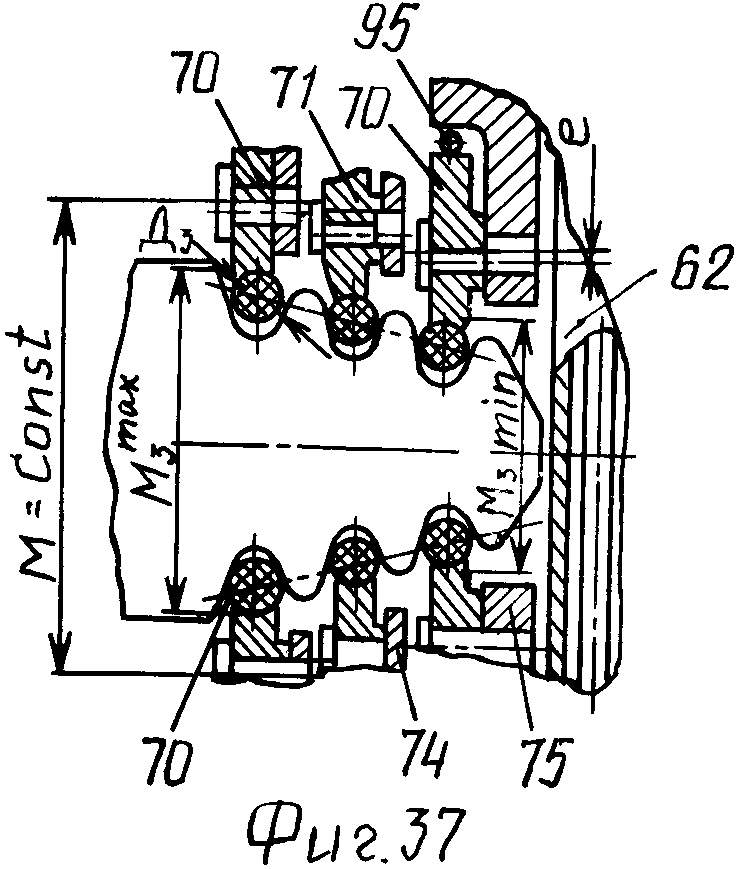
на фиг. 34 - устройство для автоматического контроля блочных размеров по роликам в момент измерения толщины елочного хвостовика лопатки или межпазного выступа диска одновременно по нескольким размерам Мi в нескольких сечениях в поперечном разрезе; с применением поворотных контактных элементов квадратного поперечного сечения с установленными на них измерительными контактными поверхностями, на которых расположены измерительные ролики или проволочки с цилиндрической поверхностью 95;
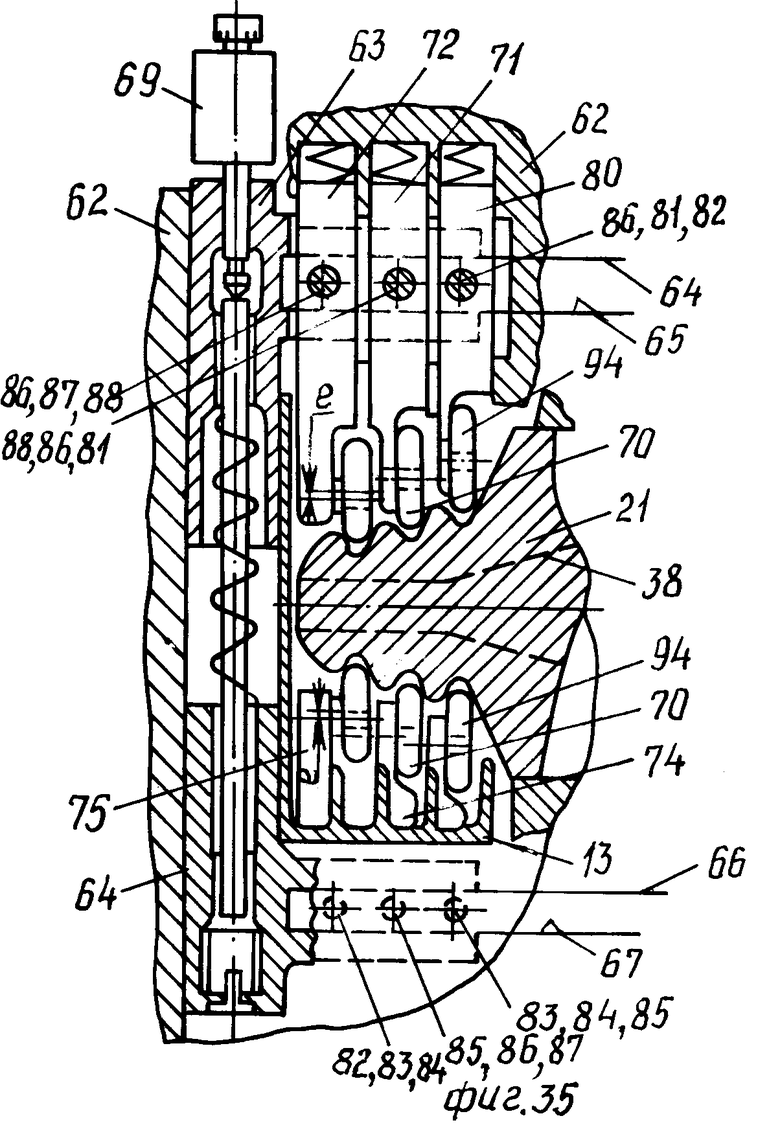
на фиг. 35 - то же, в момент измерения с применением тороидальных измерительных роликов 70 равных типоразмеров, установленных в наконечниках 71-80 с эксцентриситетом "е";
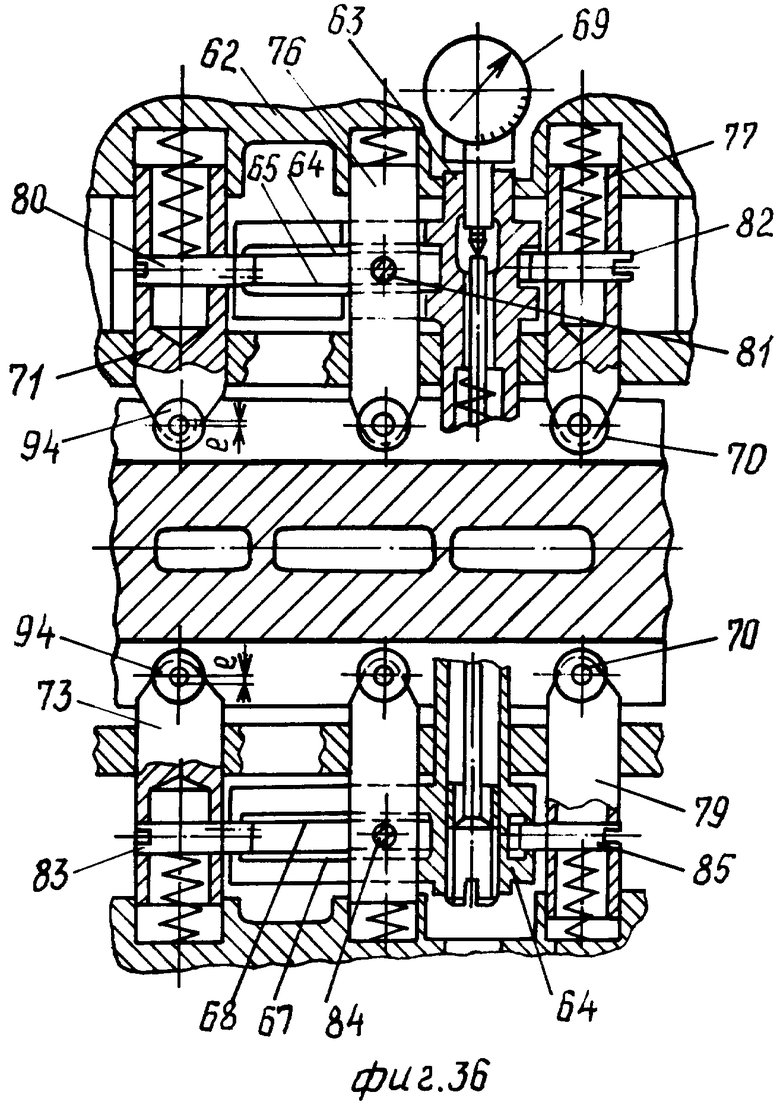
на фиг. 36 - то же, в продольном сечении в момент одновременного контроля блочных размеров в нескольких сечениях хвостовика (левом, среднем, правом положении), выполненных из стали 70 или из оптически прозрачных материалов 94;
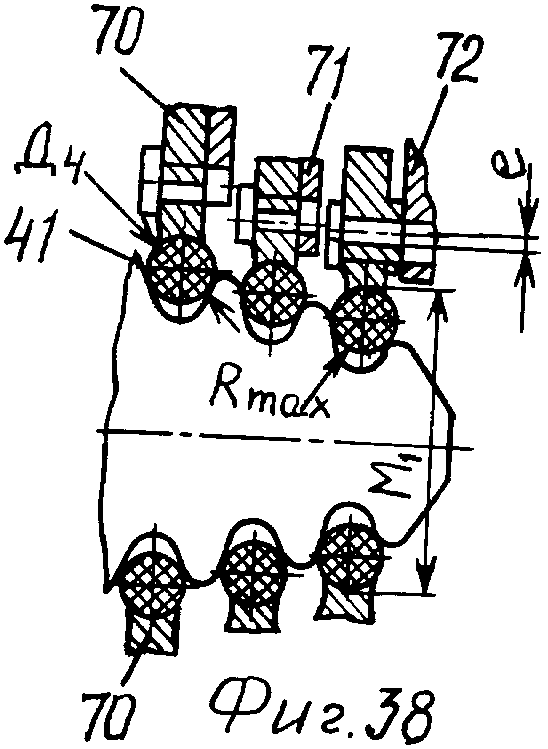
на фиг. 37-40 - то же, в момент измерения блочных размеров от M1 max до M1 min измерительными роликами (проволочками) разного диаметра Д1 или сегментами на фиг.18;
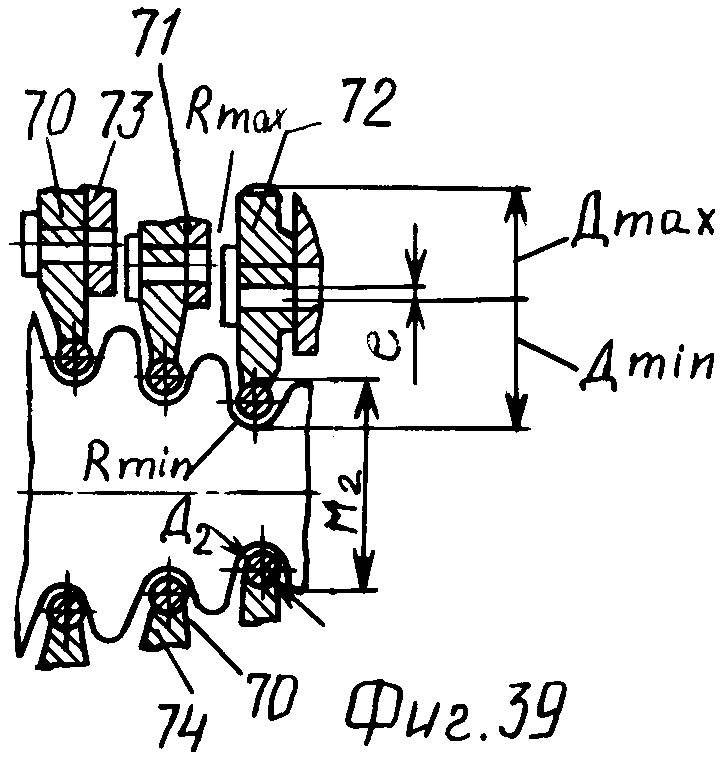
на фиг. 39 - устройство для автоматического контроля 1, 11, 111 пазов елочного профиля с применением тороидальных роликов;
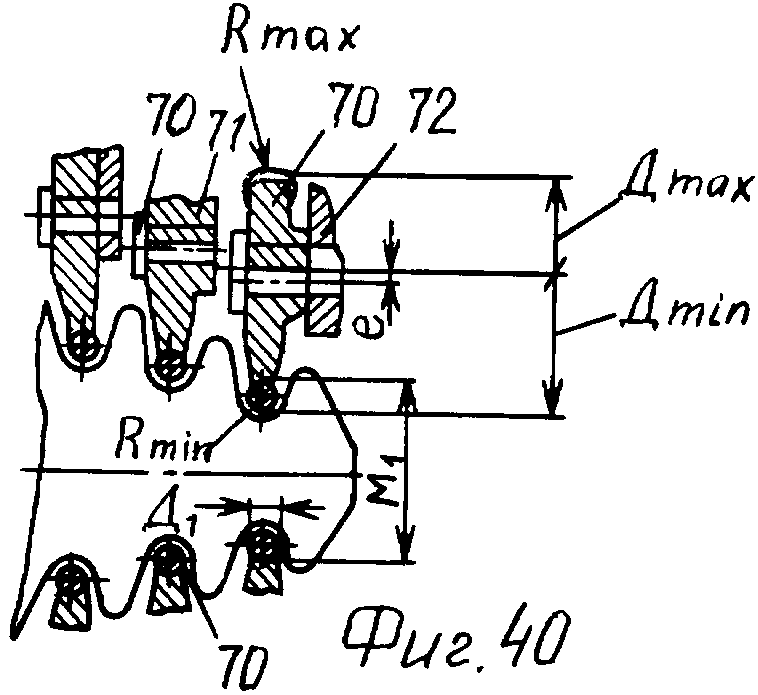
на фиг. 40 - устройство для автоматического контроля елочного профиля, общий вид;
на фиг. 41 - предлагаемое устройство с наладкой для шлифования елочного профиля хвостовика лопатки (выступа диска) ротора турбомашины на предлагаемом двухшпиндельном профилешлифовальном станке с устройством числового программного управления в момент измерения левой и шлифования правой лопатки, позиции которых разделены друг от друга с помощью гидроизоляции (перекрестная штриховка) корпуса 62 от взаимодействия со струями СОЖ со шламом (показано стрелками).
Предлагаемый способ изготовления ротора лопаточной машины осуществляют следующим образом.
Проводят предварительную сортировку обрабатываемых материалов (лопаток и дисков) по механическим и химическим свойствам, затем предварительную механическую обработку клиновых поверхностей замковых соединений, дополнительную сортировку лопаток и межпазовых выступов дисков по механическим и химическим свойствам, а далее проводят окончательную механическую обработку поверхностей замковых соединений на хвостовиках лопаток и в пазах дисков посредством шлифования с осуществлением автоматического контроля прошлифованного профиля с помощью роликов по меньшей мере блочных размеров елочных профилей и шлиц, и по результатам указанного контроля в случае годности геометрических размеров замковые соединения елочного типа и наружные, внутренние, торцевые шлицевые соединения Хирта в зоне концентраторов напряжений подвергают воздействию лазерного луча с последующим деформационным воздействием на них за одну установку обрабатываемого изделия.
После шлифования профиля на хвостовиках лопаток и в клиновых пазах обода каждого из дисков ротора осуществляют шлифование поверхности торцов со стороны кромок пера или подошвы-основания хвостовика лопаток и торцевые шлицы Хирта на втулочной части дисков. Затем лопатки и межпазовые выступы дисков ротора с окончательно обработанными поверхностями профиля замковых соединений повторно сортируют по механическим и химическим свойствам, устанавливают в пазы дисков и вытягивают в пределах радиального зазора между их концами и корпусом лопаточной машины, концы лопаток шлифуют.
Деформационное воздействие и воздействие лазерного луча может быть осуществлено в среде защитных по меньшей мере одного или смеси инертных газов. Кроме того, в качестве среды защитного газа может быть использован аргон.
Способ изготовления ротора лопаточной машины осуществляют на предлагаемом станке с программным управлением, снабженном предлагаемым устройством для автоматического контроля профиля на хвостовиках лопаток или на межпазовых выступах дисков и для деформационного или лазерного разупрочнения локальных зон с концентрацией напряжений следующим образом.
Станок для шлифования содержит станину 1 с направляющими для перемещения по ним стола: стойки 2 с направляющими 3 для перемещения бабок 4 и 5 от ходовых винтов 6 и 7 и электродвигателей 8 и 9 привода бабок, шпиндели 10 и 11, блок шлифовальных кругов 12 и 13, приводы 14 и 15 шпинделей с кругами 12 и 13 разного профиля и разного диаметра, направляющие 16 и 17 станины для перемещения по ее направляющим стола 18, станочное приспособление 19 на столе, направляющие 20 в станочном приспособлении 19, обрабатываемое изделие 21, например, многопазовый шлифуемый диск или зубчатое колесо, или многогнездная крестообразная кассета с радиально установленными в ее гнездах поворотными втулками с заготовками лопаток газотурбинного двигателя, привод 22 перемещений держателя шлифуемых деталей (диска, лопаток), клиновый ползун 23, шариковый передаточный механизм (ШПМ) 24 для перемещения по направляющим 20 кассеты с обрабатываемым изделием, кулачок 25, командоаппарат 26, гидрозажим 27, скошенный шток 28, гидроцилиндр 29 закрепления держателя шлифуемых деталей, ходовой винт 30, электродвигатель 31 привода ходового винта перемещения стола 18, поворотные элементы 32 оправок, тяги 33, кулачок с шариковым передаточным механизмом 34, служащим для поворота оправки с обрабатываемым диском или кассетами с лопатами, стойки 35 и 36 с крестовиной 37 и с направляющими смазочно-охлаждающую жидкость (СОЖ) профильными планками 38-41, установленными с возможностью поворота вокруг оси 42 от зубчатого колеса 43 и реек 44 от толкателей шариковых передаточных механизмов 45 и 46, редукторы 47 с приводом от электродвигателя 48, приводы 49 и 50 алмазных правящих профилированных роликов 51, 52 и 53 в соответствии с числом шлифуемых поверхностей на деталях, закрепленных на оси оправки держателя шлифуемых заготовок в виде диска 21 (или роторной кассеты с лопатками). Стойки 35 и 36 снабжены осью 54 с кассетами 55-59 для закрепления заготовок лопаток при шлифовании замковых поверхностей елочного профиля на их полых хвостовиках, установленных радиально вокруг оси 54. На оправке 60 расположены крестовина 37 с обрабатываемыми хвостовиками лопаток или заготовки диска 21 с возможностью поворота или вращения вокруг оси 61, перпендикулярной осям шлифовальных головок - осям вращения шпинделей 10 и 11 и параллельной оси 42 крестовины 37 с направляющими смазочно-охлаждающую жидкость (СОЖ) планками 38-41 и направлению подачи S по направляющим 16 и 17.
стройство для автоматического контроля профиля, например елочного, на хвостовиках лопаток или на межпазовых выступах дисков устанавливают на стойке 2 станины 1. Оно содержит гидроизолированный от воздействия струи СОЖ со шламом с помощью гибкого кожуха (см. фиг.7) корпус 62, размещенную на нем на направляющих пару кареток 63 и 64 с контактными измерительными параллельными поверхностями 65 - 68 и отсчетными механизмами 69 для определения взаимного положения кареток с держателями, узлы измерения геометрических размеров толщины профиля Mi между контактными поверхностями измерительных контактных элементов, которые выполнены, например, в виде тороидальных дисковых роликов 70, установленных со стороны измеряемого профиля шлифуемой детали на одном из концов измерительных наконечников 71-80.
Целесообразно тороидальные ролики выполнить из оптически прозрачного материала, в этом случае они одновременно являются измерительным, деформирующим и оптическим элементом. Перпендикулярно оси роликов 70 и продольной оси и направлению перемещения при измерениях в измерительных наконечниках 71-80 расположены упоры 81-88, отстоящие от положения осей вращения измерительных роликов 70 на равном расстоянии для каждого из контролируемых размеров M1, M2, М3. поры 81-88 установлены на наконечниках 71-80 так, что они помещаются между контактными параллельными поверхностями 65-68 измерительных кареток 63 и 64. Контактные поверхности 65-68 параллельны между собой и перпендикулярны направляющим измерительных наконечников 71-80. Контактные поверхности упоров 81-88 имеют одинаковый размер диаметра. Расстояние между контактными поверхностями 65, 66 и 67, 68 соответственно кареток 63 и 64 равно сумме номинальной или фактической величины диаметра упоров 81-88 и номинальной величины поля допуска на контролируемый параметр профиля - толщину или блочный размер по роликам (см. фиг. 8 и 37). В случае контроля блочного размера M1, М2, М3 по роликам при равенстве шагов елочного профиля допуски Д на каждый из размеров M1-М3 равны и, следовательно, расстояние между контактными параллельными поверхностями 65-68 одинаково для всех участков контакта с упорами 81-88. Для обеспечения усилия деформационного упрочнения устройство снабжено механизмом нагружения ролика 70, выполненным в виде пружины 89.
В случае выполнения измерительных наконечников из оптически прозрачного материала наконечники 71-80 устанавливают в промежуточные корпуса 90, выполненные из оптически непрозрачного теплостойкого материала, которые в свою очередь устанавливают в корпус 62. На конце измерительных наконечников 71-80 расположены цапфы 91 в подшипниках 92. Цапфы 91 выполнены из оптически прозрачного материала с возможностью пропускания лучей от лазерного генератора (не показан). Вокруг осей подшипников 92 на фторопластиковом подпятнике 93 расположен тороидальный ролик 70 в виде шара или сферического контактного элемента 94, выполненного из оптически прозрачного для лазерного излучения материала (сапфира, рубина и др.). При этом механизм нагружения шара 94 выполнен так же, как и механизм нагружения ролика 70 в виде пружины 89. Между шаром 94 и установленным на корпусе наконечника 71 -80 излучателем - лазерным генератором помещена отрицательная линза (не показана).
Помимо центрального шара или сферического контактного элемента 94 измерительные наконечники 71-80 имеют контактные измерительные цилиндрические поверхности 95, выполненные в ряде вариантов, показанных на фиг. 27 33. Сферический наконечник 94 снабжен пересекающими его цилиндрическими контактными измерительными поверхностями 95 (фиг. 27, 29, 33). На фиг. 29 сферический конец Rmin наконечников 71-80 пересекают два цилиндрических диска разного диаметра Rnom и Rmax непосредственно через центральную продольную ось. На фиг. 27-33 показаны асимметричные исполнения цилиндрических поверхностей 95 двух радиусов Rnom и Rmax, расположенных вокруг центрального измерительного наконечника со сферическим концом 94 радиуса Rmin. На фиг. 31,32 показаны исполнения сферического конца Rmin и другой сферы Rmax при их пересечении цилиндрической поверхностью 95, выполненной на двух лысках сферы 94 ( радиуса Rmax). На фиг.23-26 приведены варианты исполнения цельной конструкции измерительного наконечника со сферической поверхностью 94 радиуса Rmax и цилиндрической поверхностью 95 радиуса Rmin, выполненной путем скругления двух параллельных лысок на сфере 94.
Станок для шлифования и устройство для автоматического контроля профиля работают следующим образом.
После правки соответствующего профиля на блоках шлифовальных кругов 12 и 13 от приводов 49 и 50 вращения алмазных правящих профилированных роликов 51-53 в соответствии с числом шлифуемых поверхностей на дисках 21, закрепленных на оси оправки держателя шлифуемых заготовок с равномерно расположенными по окружности клиновыми пазами на ободе и предварительно шлифованными торцами втулочной части. Между смежными с подлежащими обработке поверхностями диска 21 устанавливают направляющую СОЖ профильную планку 38-41 крестовины 37. Далее ведут зажим диска 21 на оправке 60 и направляющих СОЖ планок 38-41 крестовины 37 неподвижно друг от друга гидрозажимом 27, его штоком 28, гидроцилиндра 29 и ШПМ 24 с фиксатором. Перед шлифованием профиля на межпазовом выступе ободе диска 21 конические участки кругов 12 и 13 располагают друг против друга и вводят клиновые поверхности выступа до контакта с ними. Затем ведут зажим крестовины 37 и шлифуемого диска 21 с помощью гидрозажима 27, штока 28 и гидроцилиндра 29 к направляющим 20 станочного приспособления 19. Ведут врезное шлифование профиля на клиновых поверхностях выступа диска 21 в средней части высоты (ширины) диска без относительного перемещения стола 18 в направлении продольной подачи S по направляющим 16 и 17. По окончании врезания на полную глубину профиля стол 18 перемещают по направляющим 16 и 17 со скоростью продольной подачи S. По окончании прохода круги 12 и 13 возвращают в исходное положение путем расположения в их прошлифованных пазах с профилем участков с коническими элементами сегментов и диск 21 выводят из контакта с кругами 12 и 13. Затем ведут деление на один или более угловых шагов и повторяют обработку аналогичным образом, только с учетом результатов автоматического контроля прошлифованных профилей на выступах диска 21. Поворот вокруг оси 61 оправки 60 с диском 21 ведут по кинематической цепи: 43-44-45-46-47-48. В процессе шлифования в зону обработки подают струю СОЖ под давлением с образованием стабилизирующих зон с помощью направляющих СОЖ профильных планок 38-41 крестовины 37. Поворот вокруг оси 61 оправки 60 с диском 21 ведут по кинематической цепи: 43-44-45-46-47-48. На станине 1 с направляющими для стола 18 имеется стойка 2 с вертикальными направляющими 3, по которым движутся бабки 4 и 5. Для перемещения последних от ходовых винтов 6 и 7 и приводов 8 и 9 в процессе шлифования со скоростью резания V или правки Vпр шлифовальных бабок 4 и 5 со скоростью врезания или ускоренных перемещений на стойке 2 имеются направляющие с тефлоновым (или другим полимерным) покрытием. Каждый из шпинделей 10 и 11 кругов 12 и 13 имеет планшайбу с сегментными частями для установки на ней блока чашечных и дисковых кругов 12 и 13 с елочным профилем и шлицевым или пазовым профилями для обработки торцевых шлиц Хирта и канавок на дне клиновых пазов одной стороны диска (поочередно каждую торцевую поверхность втулочной части). Каждый из кругов 12 и 13 содержит не менее шести частей разного профиля: клинового, елочного, шлицевого, канавочного, которые расположены симметрично относительно центра вращения вокруг оси вращения шпинделей 10 и 11 и на требуемом расстоянии вдоль оси шпинделя в зависимости от конфигурации профилей и диаметральных размеров диска 21. Клиновая в поперечном сечении коническая часть шлифовального круга для обработки елочного профиля по размерам значительно меньше размера клинового паза в ободе диска на величину компенсации ширины (толщины) диска и диаметра круга 12 и 13, вписываемого в конкретный контур диска с соответствующими размерами профилей. Прошлифованный межпазовый выступ диска 21 поступает на позицию измерения в устройство для автоматического контроля елочного профиля и его деформационного упрочнения (лазерного разупрочнения) в корпус 62 с разведенными в разные стороны каретками 63 и 64 и отведенными от детали измерительными наконечниками 71 - 80. Для контроля толщины елочного профиля по блочному размеру с помощью роликов 70 каретки 63 и 64 сближают, а наконечники 71-80 вводят в контакт с пазами елочного профиля на межпазовом выступе обода диска 21 под действием измерительных пружин кареток и наконечников. Первыми в контакт с контактными поверхностями измеряемых поверхностей детали вступают измерительные контактные цилиндрические или торовые поверхности номинального или среднего радиусов R наконечников 71-80. В момент одновременного контакта всех одноразмерных контактных элементов в виде цилиндрических 95 и/или сферических поверхностей 94 разных радиусов и конфигураций с пазами елочного профиля происходит замыкание силовой цепи подпружиненных наконечников 71-80 через упоры 81-88 с контактными поверхностями 65-68 и в каретках 63, 64, соответственно стянутых пружиной с нормируемым измерительным усилием, а датчик отсчетного механизма 69 в виде электроиндуктивного преобразователя линейных перемещений выдает команду о годности проконтролированной поверхности елочного профиля или о выходе ее размеров за пределы поля допуска и необходимости ее доработки при наличии припуска или иного ее восстановления. После контроля по одному параметру - блочному размеру Мi по роликам толщины елочного профиля наконечники 71-80 синхронно поворачивают на требуемый угол продольной оси симметрии каждого из них и вводят в контакт с поверхностями елочного профиля другие измерительные контактные пересекающиеся цилиндрические поверхности. Контактные поверхности цилиндрической 95 и сферической 94 формы разных радиусов последовательно вводят в пазы елочного профиля после их одновременного синхронного поворота на требуемый угол от общего поворотного механизма с приводом от ШПМ и командоаппарата станка. По результатам контроля всех параметров елочного профиля всеми контактными элементами 94 и 95 в случае несоответствия одного из измеряемых параметров заданным величинам блочных размеров Mi дается сигнал на повторение цикла обработки на станке без перезакреплений детали в приспособлении 19 на столе 18 станка, что исключает погрешности от базирования и установки в оснастке, неизбежные при шлифовании и пассивном контроле вне станка.
При подводе ролика 70, цилиндров 95 и шара 94 к обрабатываемой поверхности при облучении лазером зоны концентрации напряжений и деформационном воздействии от создаваемого пружиной 89 необходимого деформирующего усилия включается привод 31 ходового винта 30 продольной подачи 5 стола 18 с одновременным включением лазерного генератора. Совместное действие лазерного кратковременного импульсного излучения, создающего быстрый нагрев локальной зоны контакта, и пластической деформации разогретой зоны роликом 70 позволяет получать на поверхности елочных пазов диска 21 частично регулярный микрорельеф с дискретными регулярными микронеровностями и непрерывно пересекающимися канавками, состоящий из четырехугольных микроуглублений и участков поверхности между ними с первичной шероховатостью с несколько сглаженными вершинами микронеровностей. В связи с импульсным действием лазерного генератора и интенсивным отбором тепла из разогретой зоны контакта происходит упрочнение приповерхностного слоя в локальных зонах плавных микроуглублений с повышением микротвердости поверхности в 2 раза по сравнению с твердостью основного металла. После каждого прохода подают стол 18 на расстояние не больше поперечного размера микроуглублений с образованием частично регулярного микрорельефа типа шахматного расположения микроуглублений. В итоге шероховатость поверхности снижается до Ra=0,125-0,1 мкм (шероховатость основного металла составляет Ra= l, 25-0,63). В зависимости от марки материала и его твердости давление ролика 70 на поверхность равно 500-800 МПа.
По окончании шлифования, контроля, упрочнения или разупрочнения зон концентрации напряжений поверхностей елочного профиля пазов в ободе диска 21 осуществляют процесс шлифования торцевых шлиц Хирта на втулочной части обеих сторон диска поочередно на том же станке и с помощью абразивных инструментов и одного или двух дополнительных шлифовальных кругов разного профиля для обработки шлиц Хирта и канавок на дне елочных пазов обода (см. фиг.11-16). Процесс шлифования шлиц Хирта на торцах втулок ступицы диска 21 ведут консольно установленными на концах шпинделей 10 и 11 при отведенных направляющих СОЖ профильных планках 38 - 41, служащих для подачи струи СОЖ при врезном шлифовании елочного профиля выступа диска 2 шлифовальными кругами 12 и 13 при вертикальной подаче бабок 4 и 5 и с продольной подачей стола 18 на глубину врезания по высоте шлиц. Далее шлифование ведут традиционным методом, кроме операций контроля блочных размеров по роликам и упрочнения шлиц, которые осуществляют аналогичным образом как при обработке елочных пазов на ободе диска 21. Все результаты измерений елочных пазов и шлиц Хирта вводят в базу данных ЭВМ, которая в сочетании с итогами определения механических свойств и химического состава образцов-свидетелей материала каждого элемента диска служит для подбора пар "лопатка-диск".
Аналогичным образом, как и диски, на этом же станке обрабатывают и контролируют лопатки роторов газотурбинного двигателя.
Предварительно подобранные комплекты рабочих лопаток роторов в виде заготовок с определенными параметрами механических свойств и химического состава материала каждой плавки подлежат изготовлению по предлагаемому способу на предлагаемом станке с предлагаемым устройством для автоматического контроля профиля на хвостовиках лопаток и для деформационного упрочнения (разупрочнения их). Затем комплектуют, собирают, облопачивают диски роторов турбин, компрессоров ГТД. Собранные роторы устанавливают на разгонные и балансировочные стенды по предварительной вытяжке лопаток путем выдерживания ротора на оборотах, превышающих рабочие на 5-8%, до вытяжки рабочих лопаток до величины, не превышающей радиальный зазор между концами лопаток и корпусом лопаточной машины. В процессе вытяжки рабочих лопаток вращение ротора прекращают. При этом рабочие лопатки могут вытягиваться либо равномерно, либо неравномерно с определенной степенью погрешности в соответствии с классом точности (при комплектации пар "лопатка - паз диска"). При этом неравномерность вытяжки лопаток обуславливается неоднородностью материала лопаток и межпазовых выступов диска, погрешностями изготовления при механической, термической, упрочняющей обработке и погрешностями измерений при сортировке и комплектовании, балансировке, испытаниях и т.д. После получения заданной величины вытяжки рабочих лопаток шлифуют их концы пера и окончательно балансируют детали ротора лопаточной машины по каждой ступени и модулю.
Помимо дисков и лопаток роторов турбин предлагаемая группа изобретений позволит аналогично обрабатывать и контролировать заготовки лопаток и дисков роторов вентилятора и компрессора и т.п.
Предлагаемый способ изготовления ротора лопаточной машины по сравнению с прототипом обладает более широкими технологическими и функциональными возможностями за счет стабилизации величины зазоров в соединениях и параметров качества поверхностного слоя в зависимости от ряда исходных физико-механических, химических и формируемых технологических и эксплуатационных свойств материалов сопрягаемых пар "паз диска - хвостовик лопатки", поэтапно определенных в ходе сортировки. Стабилизация зазоров в соединениях и ряда свойств материалов сопрягаемых деталей ротора обеспечит снижение вибронапряженности, расхода топлива и газовоздушной смеси (через меньшие и стабильные зазоры между профилями ротора и статора), что в итоге обеспечит увеличение КПД и степень экологической безопасности производства и эксплуатации газотурбинного двигателя.
По сравнению с прототипом предлагаемый станок для шлифования ряда сопрягаемых профильных поверхностей лопаток и дисков роторов вентилятора, турбокомпрессора газотурбинного двигателя, по крайней мере замковых (елочного типа) и смежных с ними профильных поверхностей (подошвы, торцов хвостовика у лопаток, пазов на дне впадин елочных пазов в дисках) позволит повысить точность и качество окончательно обработанных сопрягаемых поверхностей за счет автоматического контроля прошлифованных профилей непосредственно на позиции измерения, расположенной за зоной шлифования в гидроизолированном от воздействия струй смазочно-охлаждающей жидкости корпусе его с измерительными наконечниками разной конструкции с расширенными технологическими возможностями в зависимости от исполнения (контроль - измерение - сортировка, упрочнение или разупрочнение). Кроме того, станок обладает широкими технологическими и функциональными возможностями, что даст возможность впервые в мировой практике изготавливать замковые соединения и шлицы Хирта на одном и том же станке для лопаток и дисков.
Устройство для автоматического контроля профилей (блочных размеров по роликам) на хвостовиках лопаток (в пазах дисков роторов) установлено непосредственно на шлифовальном станке за зоной обработки, что позволит осуществить своевременный контроль и исправление дефектов на точношлифованных профилях. Кроме того, устройство позволит осуществлять контроль геометрических размеров толщины елочного профиля хвостовика (межпазового выступа на ободе диска) с возможностью последующего деформационного упрочнения или лазерного разупрочнения (по необходимости) в зоне концентрации напряжений. Таким образом, устройство позволит управлять физико-механическими и химическими свойствами или состоянием качества поверхности в зависимости от исходных и формируемых технологических и эксплуатационных свойств замковых и шлицевых поверхностей аналогично на обеих группах сопрягаемых деталей ротора (лопатках и дисках). Одновременный многоточечный автоматический контроль в ряде сечений прошлифованного профиля позволит исключить систематические и случайные погрешности измерений, неизбежные в случае контроля вне станка, как это имеет место в прототипе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ ОЦЕНКИ ПОВРЕЖДЕННОСТИ ДЕФОРМИРУЕМОГО МАТЕРИАЛА | 1996 |
|
RU2146813C1 |
| НАГРУЖАЮЩЕЕ УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ НА ПОЛЗУЧЕСТЬ ПРИ РАСТЯЖЕНИИ СОВМЕСТНО С КРУЧЕНИЕМ | 1996 |
|
RU2152019C1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1990 |
|
SU1760719A1 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ЗАМКА ЛОПАТОК | 1989 |
|
SU1781943A1 |
| СПОСОБ ШЛИФОВАНИЯ ЛОПАТОК | 1989 |
|
SU1725506A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПАЗОВ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2019 |
|
RU2710258C1 |
| ГЕРБИЦИДНЫЙ СИНЕРГЕТИЧЕСКИЙ СОСТАВ | 2001 |
|
RU2188544C2 |




Изобретение относится к производству газотурбинных двигателей, турбогенераторов и других лопаточных машин. Перед изготовлением ротора производят сортировку материалов по химическому составу и механическим свойствам. Окончательную обработку выполняют шлифованием с автоматическим контролем прошлифованных профилей. По результатам последнего судят о годности деталей по блочным размерам, а последующее деформационное упрочнение осуществляют только на годных по геометрическим размерам изделиях, причем замковые и шлицевые соединения (наружные, внутренние, торцовые соединения Хирта) в зоне концентраторов напряжений подвергают воздействию лазерного луча. Операции шлифования, контроля, упрочнения (или разупрочнения лучом лазера) ведут с одной установки изделия и непосредственно на станке, снабженном устройством для автоматического контроля блочных размеров, выполненным в виде тороидальных дисковых измерительных наконечников, размещенных в корпусе с направляющими для парного числа измерительных кареток с контактными поверхностями и отсчетными механизмами линейных перемещений узлов измерения расстояния между измерительными элементами с наконечниками и упорами наконечников, установленными между контактными поверхностями измерительных кареток. Измерительные элементы выполнены в виде тороидальных дисковых роликов с возможностью поворота вокруг ступенчатых осей. 3 с. и 6 з.п. ф-лы, 41 ил.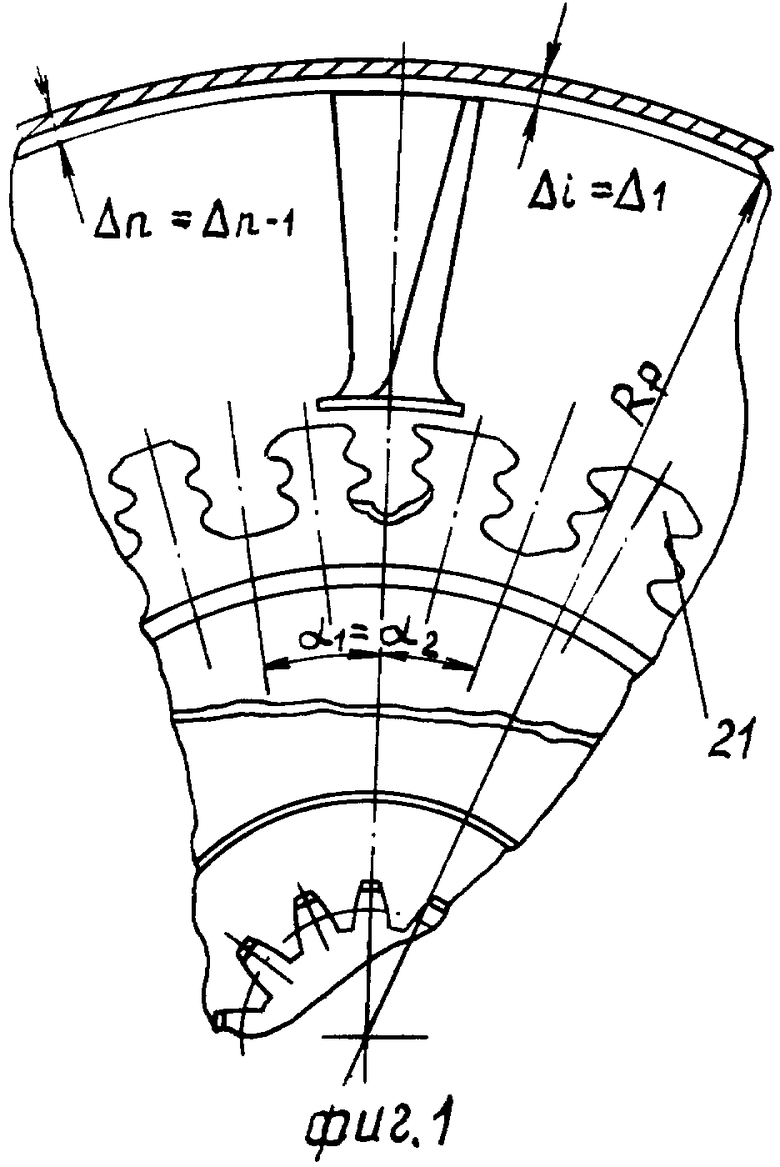
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| DE 3005606, 20.08.1981 | |||
| Устройство для контроля средних диаметров резьб | 1975 |
|
SU606092A1 |
| 0 |
|
SU152813A1 | |
| Прибор для активного контроля размеров | 1976 |
|
SU593905A2 |
| Прибор активного контроля размеров | 1975 |
|
SU544543A1 |
