Изобретение относится к измерительной технике, а именно к средствам для линейных измерений средних диаметров резьбы.
Уровень техники имеет аналоги.
Известны вставки для измерения среднего диаметра резьбы, содержащие свободно подвешенные проволочки, входящие во впадины резьбы и контактирующие с ними только в двух точках (Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов. / А.И.Якушев, Л.Н.Воронцов, Н.М.Федотов. - М.: Машиностроение, 1987. - 352 с., С.298).
Их недостатками являются длительность измерения, так как иногда проволочки выпадают из профиля резьбы, снижение точности измерения из-за отклонения угла профиля и шага резьбы, наличие двух операторов при осуществлении измерений, их использование только при ручном контроле.
Известны вставки для измерения среднего диаметра резьбы, содержащие свободно подвешенные проволочки, входящие во впадины резьбы и контактирующие с ними только в двух точках, отличающиеся тем, что держатель каждой из проволочек выполнен в виде двух пар плоских пружин и двух пар упоров, удаленных один от другого на расстояние, равное диаметру проволочек (авт. св. 557256).
К их недостаткам относятся снижение точности измерения из-за отклонения шага и угла профиля реальной резьбы, а также сложность конструкции держателя проволочек.
Общим недостатком для них является получение результата измерения только после вычисления среднего диаметра резьбы по известной формуле.
В качестве прототипа известны вставки к резьбовому микрометру для измерения среднего диаметра резьбы коническая и призматическая с углами профиля резьбы, касающиеся выступа и впадины резьбы в перпендикулярном оси детали сечении с противоположных сторон по линиям, составляющим угол профиля резьбы (Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов. / А.И.Якушев, Л.Н.Воронцов, Н.М.Федотов. - М.: Машиностроение; 1987. - 352 с., С.298).
К недостаткам таких вставок относится невысокая точность измерения из-за выскакивания конической вставки из впадины при измерении резьбы. Прилегание вставок к измеряемым поверхностям может быть неплотным из-за большой длины контакта или не в диаметральном сечении или не в том месте из-за отклонений угла профиля резьбы. Они измеряют резьбу с определенным углом профиля, и их нельзя использовать при измерении других поверхностей и в других средствах измерения (автоматизированных и т.п.).
Задачей изобретения является создание новой конструкции вставок, позволяющих повысить точность и производительность измерений, а также расширить возможности их использования для других поверхностей и средств измерения.
Сущность изобретения поясняется рисунком (фиг.1).
Вставки к резьбовому микрометру для измерения среднего диаметра резьбы с поверхностями, выполненными в виде одно- или двухступенчатых цилиндров, меньшая ступень которых может быть конической, с плоскими торцевыми перпендикулярными их оси поверхностями для измерения линейных размеров даже с другими измерительными средствами двумя наружными и двумя внутренними параллельными оси цилиндров поверхностями, образующими паз и выступ одинакового размера А, который может быть равен половине стандартного шага резьбы, касается впадины и выступа резьбы в двух точках с каждой стороны, позволяет измерять резьбу с различными углами профиля, а в перпендикулярных оси цилиндров сечениях, проходящих через точки контакта, диаметры цилиндров могут быть равны удвоенному одинаковому размеру А, расстояние между сечениями составляет измеряемый размер при измерении резьбовых или других поверхностей.
Техническим результатом этого изобретения являются: повышение производительности и точности измерений, расширение диапазона измеряемых поверхностей и диапазона средств измерений.
При осуществлении изобретения повышение производительности достигается за счет того, что при измерении ничего не выскакивает из впадины резьбы (нет конуса). Повышение точности достигается благодаря: ориентации измерительного средства только в двух точках контакта с каждой из сторон, что обеспечивает плотное прилегание строго в диаметральном сечении; участию в измерении одинакового для обеих вставок размера А; исключению выпадения вставок и влияния отклонений угла профиля резьбы от его стандартного значения. Расширение диапазона измерений резьбы с различными углами профиля одними и теми же вставками достигается за счет осуществления точечного контакта. Расширение диапазона измеряемых поверхностей происходит потому, что конструкция вставок имеет плоские торцевые поверхности и позволяет измерять не только резьбовые, но еще гладкие цилиндрические и другие линейные размеры. Можно использовать эти вставки и для контроля наружного диаметра резьбы. Расширение диапазона средств измерений осуществляется потому, что данные вставки могут использоваться не только в резьбовом микрометре, но и в различных устройствах - автоматических, индикаторных, электронных и других.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения среднего диаметра изделия с наружной резьбой | 1987 |
|
SU1441162A1 |
| Способ измерения среднего диаметра внутренней резьбы В.П.Глухонькова | 1986 |
|
SU1383085A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1993 |
|
RU2065568C1 |
| Способ измерения среднего диаметра внутренней резьбы | 1988 |
|
SU1557446A1 |
| Способ измерения среднего диаметра внутренней резьбы | 1988 |
|
SU1532799A1 |
| Измерительные наконечники для измерения среднего диаметра резьбы | 1975 |
|
SU557256A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРАРЕЗЬБЫ | 1972 |
|
SU332311A1 |
| Способ контроля среднего диаметра наружной конической резьбы | 1989 |
|
SU1634971A1 |
| Устройство для контроля средних диаметров резьб | 1975 |
|
SU606092A1 |
| Способ измерения среднего диаметра резьбы | 1987 |
|
SU1493860A1 |
Изобретение относится к измерительной технике, а именно к средствам для линейных измерений средних диаметров резьбы. Предложены вставки к резьбовому микрометру для измерения среднего диаметра резьбы для измерения линейных размеров даже с другими измерительными средствами, отличающиеся тем, что поверхности их выполнены в виде одно- или двухступенчатых цилиндров, меньшая ступень которых может быть конической, с плоскими торцевыми перпендикулярными их оси поверхностями и двумя наружными и двумя внутренними параллельными оси цилиндров поверхностями, образующими паз и выступ одинакового размера А, который может быть равен половине стандартного шага резьбы. При этом касается впадины и выступа резьбы в двух точках с каждой стороны, позволяет измерять резьбу с различными углами профиля. В перпендикулярных оси цилиндров сечениях, проходящих через точки контакта, диаметры цилиндров могут быть равны удвоенному одинаковому размеру А. Расстояние между сечениями составляет измеряемый размер при измерении резьбовых или других поверхностей. Технический результат - повышение производительности и точности измерений, расширение диапазона измеряемых поверхностей и диапазона средств измерений. 1 ил.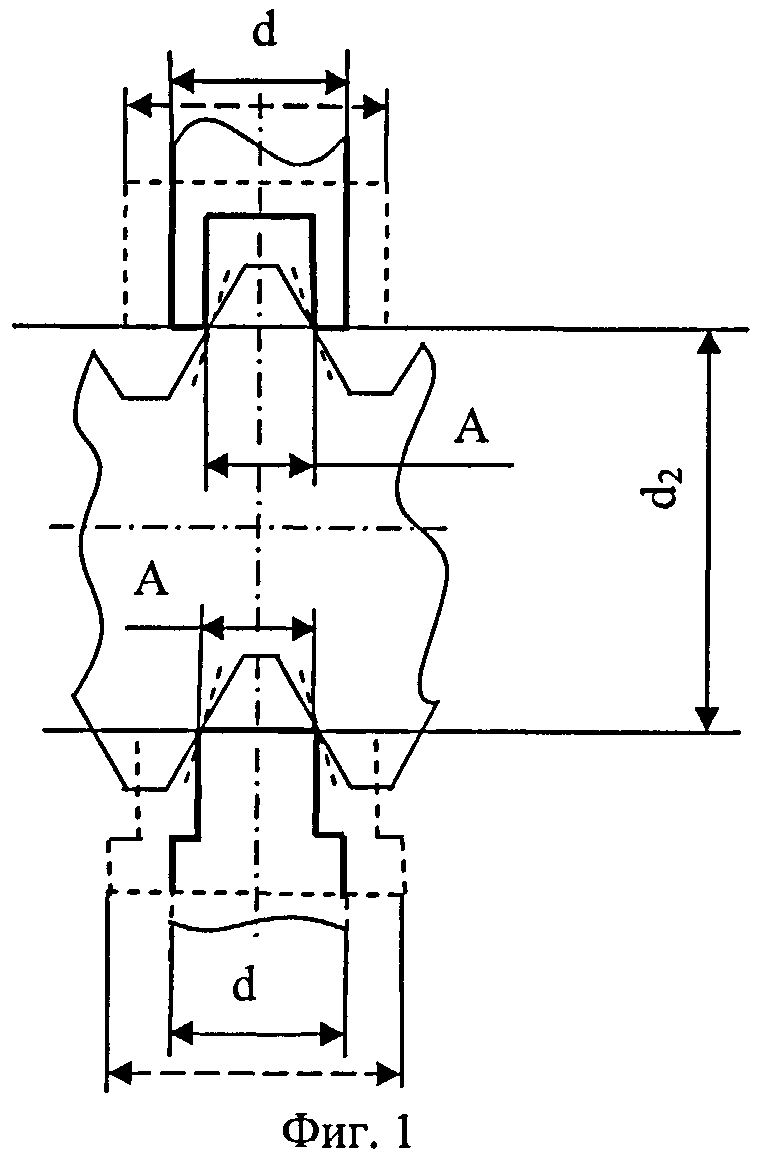
Вставки к резьбовому микрометру для измерения среднего диаметра резьбы, отличающиеся тем, что их поверхности выполнены в виде одно- или двухступенчатых цилиндров, меньшая ступень которых может быть конической, с плоскими торцевыми перпендикулярными их оси поверхностями для измерения линейных размеров даже с другими измерительными средствами, двумя наружными и двумя внутренними параллельными оси цилиндров поверхностями, образующими паз и выступ одинакового размера А, который может быть равен половине стандартного шага резьбы, касается впадины и выступа резьбы в двух точках с каждой стороны, позволяет измерять резьбу с различными углами профиля, а в перпендикулярных оси цилиндров сечениях, проходящих через точки контакта, диаметры цилиндров могут быть равны удвоенному одинаковому размеру А, расстояние между сечениями составляет измеряемый размер при измерении резьбовых или других поверхностей.
| Резьбовой микрометр со сменными ставками | 1934 |
|
SU40578A1 |
| Прибор для проверки резьбовых изделий | 1937 |
|
SU57492A1 |
| RU 93003745 A, 20.09.1995 | |||
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ | 1998 |
|
RU2164003C2 |
| US 6868618 B2, 22.03.2005 | |||
| JP 2009244128 A, 22.10.2009. | |||

