Известны автоматические, полуавтоматические и ручные установки для изготовления герконов. При работе на этих установках стеклянную трубку жестко закрепляют и затем вводят в нее контактные пружины до получения заданного продольного перекрытия с помощью механических устройств. После этого обеспечивают параллельность расположения контактных пружин геркона, устанавливают зазор между ними и заваривают концы трубки..1
Последовательность выполнения этих операций при работе на разных устройствах различна, но во всех случаях введение контактных внутрь трубки и установка перекрытия контактирующих поверхностей пружин осуществляется механическим путем. Р1звестные автоматические устройства сложны и требуют точного изготовления.
Предлагаемый способ позволяет создать более простое по конструкции устройство для изготовления герметизированных контактов без сложных механически перемещающихся частей.
В предлагаемом устройстве, с целью автоматизации процесса установки перекрытия контактирующих поверхностей пружин контактного устройства, стеклянну о трубку с введенными в нее контактными пружинами помещают в магнитное поле, с помощью которого
растягивают контактные пружины на заданное расстояние.
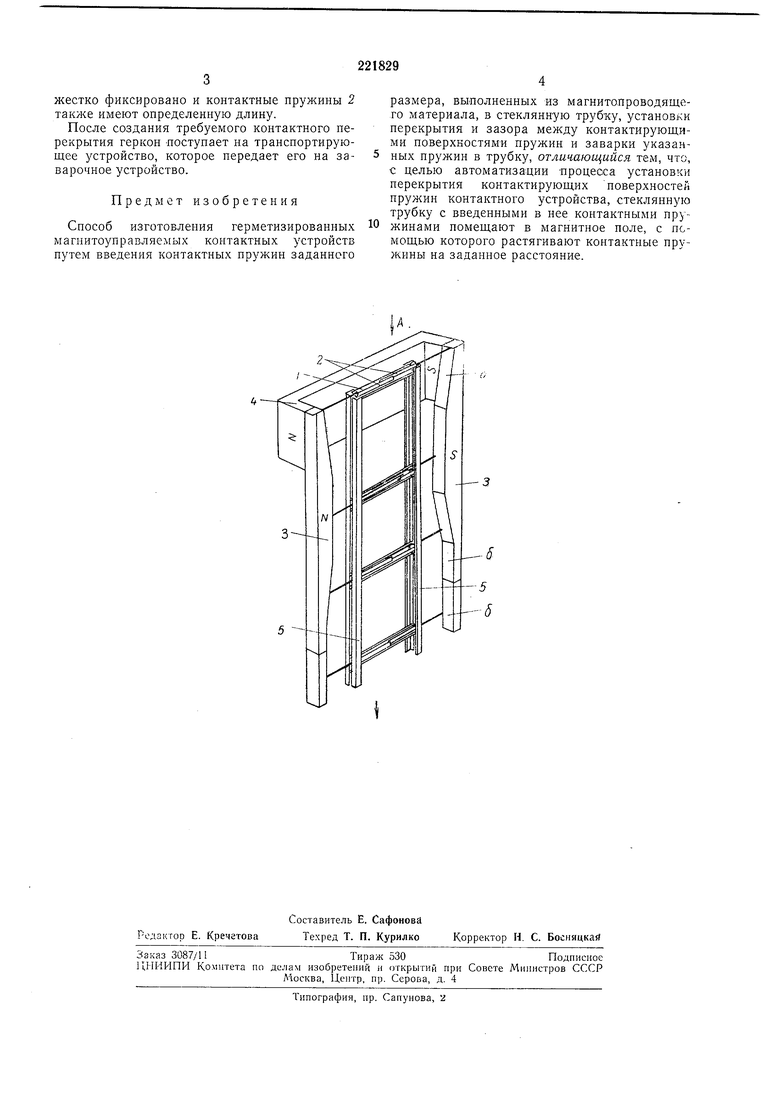
Па чертеже схематично ноказана часть автоматического устройства для изготовления
герконов согласно описываемому способу, где происходит формирование продольного перекрытия контактных пружин герконов с ориентацией его по длине трубки. Стеклянную трубку 1 со вставленными в
нее контактными пружинами 2 подают в зону а действия полюсных наконечников 3 магнита 4. Контактные пружины 2 расположены внутри стеклянной трубки / с заведомо большим перекрытием контактных поверхностей. Трубка / движется в направлении стрелки А вдоль направляющих 5, обеспечивающих ее определенное ноложение в зоне формирования перекрытия геркоиов. Одновременно концы контактных пружин 2, выступающие из трубки /,
намагнитившись, притягиваются к полюсным наконечникам 3 и все время следуют за их профилем нри движении трубки / в направлении стрелки /1. В выходной зоне о происходит окончательная установка продо.тьиого перекрытня пружин 2 герконов и ориентация ио длине стеклянной трубки / за счет заранее выбранного профиля полюсных наконечников 3 магнита 4. Точиость установки нерекрытия обеспечивается автоматически, поскольку расжестко фиксировано и контактные пружины 2 также имеют определенную длину.
После создания требуемого контактного перекрытия геркон -поступает на транспортирующее устройство, которое передает его на заварочное устройство.
Предмет изобретения
Способ изготовления герметизированных мапштоуправляемых контактных устройств путем введения контактных пружин заданного
размера, выполненных из магнитопроводящего материала, в стеклянную трубку, установки перекрытия и зазора между контактирующими поверхностями пружин и заварки указанных пружин в трубку, отличающийся тем, что, с целью автоматизации процесса установки перекрытия контактирующих поверхностей пружин контактного устройства, стеклянную трубку с введенными в нее контактными пружинами помещают в магнитное поле, с помощью которого растягивают контактные пружины на заданное расстояние.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТОВ | 1970 |
|
SU274229A1 |
| ПИТАТЕЛЬ К АВТОМАТУ ДЛЯ ИЗГОТОВЛЕНИЯ | 1968 |
|
SU219696A1 |
| ПРИСПОСОБЛЕНИЕ К УСТРОЙСТВУ СБОРКИ И ЗАВАРКИ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТОВ | 1969 |
|
SU253245A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТНЫХ УСТРОЙСТВ | 1970 |
|
SU269307A1 |
| УСТРОЙСТВО для СЧИТЫВАНИЯ ИНФОРМАЦИИ | 1971 |
|
SU322859A1 |
| МАГНИТОУПРАВЛЯЕМЫЙ КОНТАКТ | 1991 |
|
RU2016433C1 |
| Реле протока жидкости | 1985 |
|
SU1379823A1 |
| Концевой выключатель | 1982 |
|
SU1050002A1 |
| Реле с двумя устойчивыми положениями на герконах | 1976 |
|
SU560271A1 |
| МАГНИТОУПРАВЛЯЕМЫЙ ГЕРМЕТИЗИРОВАННЫЙ КОНТАКТ ДЛЯ ДАТЧИКОВ ПОРОГА СРАБАТЫВАНИЯ | 2001 |
|
RU2210828C2 |
Д .
