Известен способ изготовления герметизированных контактных устройств (герконов) путем формирования контактных пружин разделением проволоки на заготовки, плющением их концов и покрытием образованных контактных поверхностей благородным металлом, введения сформированных контактных пружин внутрь стеклянной трубки заданного размера с размещением выводов контактных пружин в противоположных концах стеклянной трубки и последующей заварки ее концов.
Одной из самых сложных и трудоемких операций этого способа является формирование межконтактного зазора.
В соответствии с предлагаемым способом, с целью упрощения указанной операции, конец каждой заготовки в процессе формирования пружин изгибают на угол а, определяемый соотношением а агс ig -, где б - заданная
Д/
величина межконтактного зазора в готовом герконе;
Д/ - изменение длины обеих контактных пружин за счет их термического расширения при температуре, соответствующей температуре затвердевания спая,
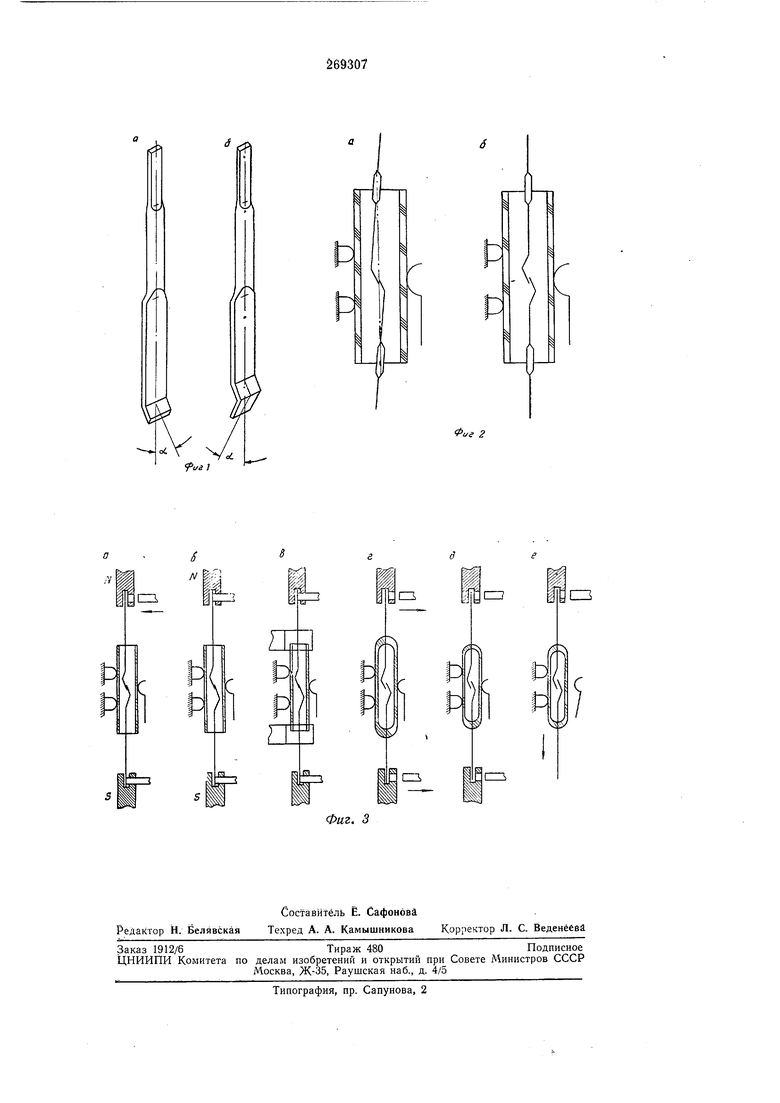
На фиг. 1 показаны два возможных варианта выполнения контактных пружин с рабочим концом, изогнутым на угол а по отнощению к продольной оси пружины; на фиг. 2 схематично показано, как нужно расположить контактные пружины внутри стеклянной трубки перед заваркой; на фиг. 3 показан нооперационно процесс установки деталей изготавливаемого геркона на рабочем месте и заварки пружин в
стеклянную трубку.
Предлагаемый способ изготовления герконов включает следующие операци,, выполняемые последовательно: нарубка проволоки на заготовки размером, соответствующим длине контактной пружины; плющение и изгиб рабочего конца пружины на угол а по отношению к вертикали (см. фиг. 1, с и I, б), причем операции плющения и изгиба рабочего конца пружины можно осуществить, например, на одном штампе; отжиг, обезжиривание пружин; нанесение покрытия из благородного металла на рабочий конец пружин; введение контактных пружин в стеклянную трубку, размещение пружин внутри трубки так, чтобы их отогнутые концы перед началом заварки заходили друг за друга и прилегали друг к другу (см. фиг. 2, а и 2,6) обеспечение параллельности пружин с помощью магнитного поля (см. фиг. 3,а и 3,6); фиксация верхней пружины (см. фиг. 3, б); зафиг. 3, б), причем оба коица можно заваривать одновременно.
На фиг. 1,а и 1,6 показаны два возможных варианта изгиба контактных пружин. Важно, чтобы рабочий конец пружины на который нанесено покрытие из драгоценного металла, был отогнут на угол а по отношению к вертикальной оси пружины. Угол а определяется из соотношения tt arctg -.
Так как б задается техническими условиями на геркон, а Л/ - величина постоянная для данного размера геркона, легко найти угол отгиба рабочего конца.
Контактные пружины располагают внутри трубки, как это показано на фиг. 2, причем очевидно, что форма нружииы, показанная на фиг. 1,6, обеспечивает более удобное нзготовление герконов, хотя возможен вариант использования пружины, изображенной на фиг. 1,а, с расположением таких пружин в капсуле в соответствии с фиг. 2, а.
На фиг. 3 детально показаны основные онерацни сборки геркона.
Фнг. 3, а. Нижняя контактная нружина установлена в держателе н жестко закренлена. Верхняя пружина верхним коином установлена до упора в верхнем держателе, а ннжпим соприкасается с ннжией на длине заданного перекрытия н удерживается на ней притяжением, создаваемым магнитным полем.
Фиг, 3,6. Выводной конец верхней пружины зажимается в верхней цанге прижимом. Магнитное поле убрано.
Фиг. 3, в. Заварка геркона осуществляется с обоих концов одновременно. Контактные пружины при нагревании расширяются. Стекло размягчается, расширяется и формируются спаи, образуется зазор между нружинами.
Фиг. 3, г. Процесс заваркн закончен. Нагреватели выключены. Стекло начинает остывать и при температуре около - 500°С твердеет, образуя жесткое соединение с металлом пружин.
Внутри трубкн между термически удлиненными пружинами окончательно образован зазор.
Фиг. 3, д. При дальнейшем остывании геркона от 500°С до комнатной температуры 20°С происходит термическое сжатие стекла и контактных нружин в противоположных нанравлениях и в равной мере по всей длине трубки, так как коэффициенты термического сжатия стекла и контактных нружин близки по величине.
Таким образом, зазор между пружинами, образованный в момент затвердевания стекла, остается практически неизменным-.
Этот зазор зависит от величины угла а, на который отогнуты концы пружин.
Фиг. 3, е. Готовый геркон падает в приемное устройство (на чертеже не показано).
Нредмет изобретения
Снособ изготовления герметизированных контактных устройств (герконов) иутем формирования контактных пружин разделением проволоки на заготовки, плюшением нх концов и покрытием образованных контактных поверхностей благородным металлом, введения сформированных конткатных пружин внутрь стеклянной трубки заданного размера с размеш,ением выводов контактных пружин в иротивоположных концах стеклянной трубки и последующей заварки ее концов, отличающийся тем, что, с целью унрощения формирования межконтактного зазора, конец каждой заготовки в процессе формирования нружин изгибают на угол а, определяемый соотношением
о. - arctg
дг
где 6
заданная величина межконтактного зазора в готовом герконе;
Д/ - изменение длины обеих контактных
пружин за счет их термического расширения при температуре, соответствующей температуре затвердевания спая,
и устанавливают пружины так, что их отогнутые концы перед началом заварки заходят друг за друга и прилегают один к другому.
fas
/ V
2
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ К УСТРОЙСТВУ СБОРКИ И ЗАВАРКИ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТОВ | 1969 |
|
SU253245A1 |
| Способ восстановления геркона, отработавшего ресурс | 1988 |
|
SU1607025A1 |
| СПОСОБ КОРРЕКТИРОВКИ МЕЖКОНТАКТНОГО ЗАЗОРА ГЕРКОНА | 2012 |
|
RU2491676C1 |
| Способ изготовления герконов | 1990 |
|
SU1749933A1 |
| ВЫСОКОЧАСТОТНЫЙ СОГЛАСУЮЩИЙ ГЕРКОН | 2002 |
|
RU2237939C2 |
| Способ сборки герконов и устройство для его осуществления | 1985 |
|
SU1292056A1 |
| Устройство для сборки герконов | 1988 |
|
SU1605285A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТОВ | 1970 |
|
SU274229A1 |
| Способ оценки упругих характеристикпРОВОлОКи | 1979 |
|
SU836692A1 |
Ш 14-..,
iQCZi
CZ
aucz:
Ь И
§
:У
Cli
