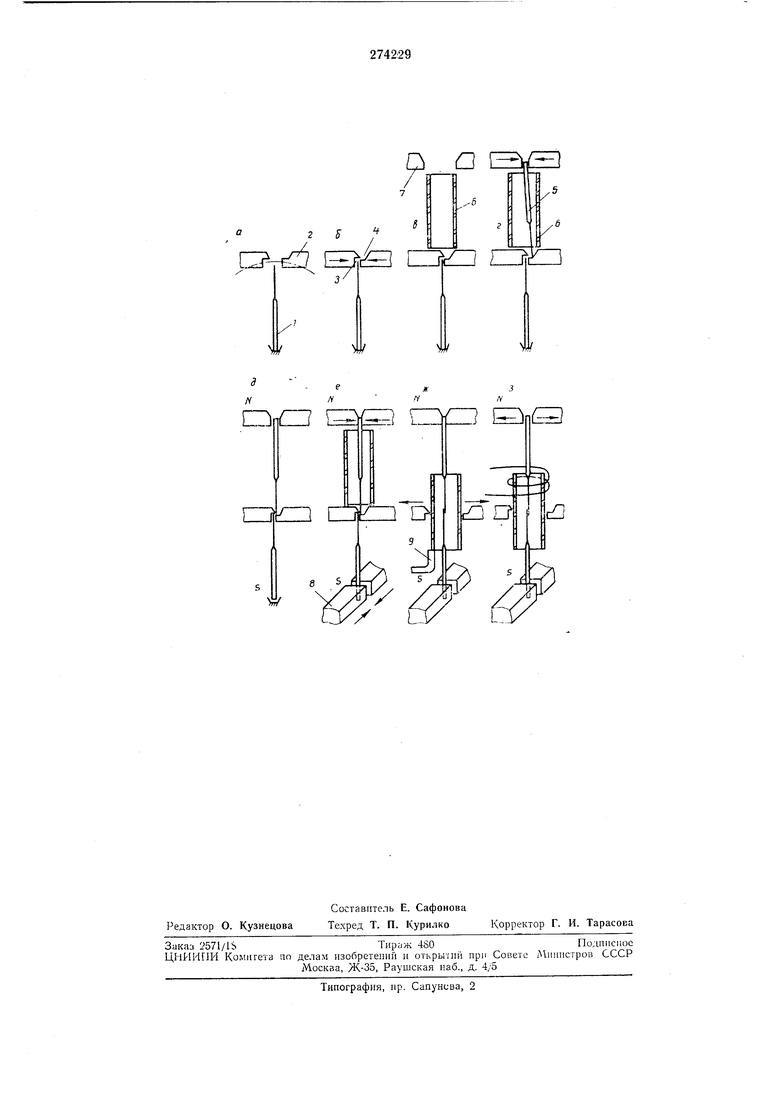
Известны способы изготовления герметизированных контактов, содержащие операции иодачи контактных пружин на рабочее место в вертикальном или близком к нему направлении, механического и магнитного воздейстВИЯ на эти пружины для установления заданного взаимного расположения контактных поверхностей пружин с последующей заваркой выведных концов контактных пружин в стеклянную трубку после размещения рабочей области формируе.мого геркона в центре указанной трубки. Однако такие способы не обеспечивают достаточно высокого качества изготавливаемых геркоиов, возможности автоматизации процесса и простоты изготовления. По предлагаемому способу механическое и магнитное воздействия на контактные пружины осуществляют путем насаживания щаблона поверх поданной на рабочее место нижней пружины, подачи верхней пружины на рабочее место и введения ее в шаблон, втягивания обеих пружин в трафарет щаблона при подаче магиитного поля с последующим закреплением выводных концов указанных пружин в держателях и отводом щаблона, причем контактные пружины и стеклянную трубку подают на рабочее место свободным надением. Это повыщает качество изготавливаемых герконов, упрощает изготовление и позволяет автоматизировать процесс. На чертеже показана последовательность выполнения операций по изготовлению геркона. Сборку и заварку герконов осуществляют в вертикальном положении. Нижнюю контактную пружину / подают на рабочее место и устанавливают вертикально рабочим концом вверх, не закрепляя выводного конца в держателе (см. положение а). Затем рабочий конец контактной пружины с помощью механически перемещаемого трафаретного устройства 2 подвигают в положение, соответствующее тому, которое пружина будет занимать внутри геркона. Трафаретное устройство состоит из двух половин, разводимых в противо. положные стороны, каждая из которых снабжена -трафаретной выемкой, предназначенной для расположения рабочего конца контактной пружины в заданном положении. На одной половине трафаретного устройства выемка 5 расположена снизу и предназначена для установки нижней контактной пружины 1, а на другой выемка 4 расположена сверху и. служит для установки верхней контактной пружины 5. Расстояние между донными частями этих выемок равно величиие заданного контактного перекрытия пружин геркона, так как пружииы занимают отведенное им место в трафаретных выемках, между ними устанавливается заданное контактное перекрытие и
ярактически отсутствует поперечный сдвпг между их контактирующими поверхностялш, а также устанавливается их параллельное взаимное расположение.
После того как обе половины трафарета соединяются, и нижняя контактная пружина 1 подвигается ими в требуемое положение, стеклянная трубка 6 устанавливается в предварительной позиции. Опираясь на верхнюю поверхность трафаретное устройство 2, готовая к подаче на рабочее место. Затем сверху подают вторую контактную пружину 5, которая, пройдя через стеклянную трубку 6, своей контактирующей частью попадает в предназначенную для нее верхнюю трафаретную выемку 4: Зажимные губки верхнего контактного зажима 7 сводят ближе друг к другу настолько, чтобы выровнять вертикальное расположение контактной пружины 5, но при этом не зажать ее выводного конца. В таком положении обе контактные пружины получают лишь предварительную ориентацию своего взаимного расположения, рабочий конец нижней устанавливается ниже заданного уровня, верхняя контактная пружина также может занять положение, не вполне параллельное нижней. Для получения окончательной требуемой взаимной ориентации включают магнитное поле, например с помощью электромагнита с полюсными наконечниками, расположенными сверху и снизу от изготавливаемого геркона и имеющими отберстия. Оси которых совпадают с продольной осью геркона.
Под воздействием магнитного поля контактные пружины, притягиваясь друг к другу и к середине между полюсными наконечниками, будут втянуты внутрь трафаретных выемок. При этом примут строго заданное взаимное расположение и рабочая область геркона сформируется с заданной точностью.
Только после этого выводные концы контактных пружин закрепляют зажимами. Для того чтобы при закреплении выводного конца нижней контактной пружины / от давления зажимной цанги 8 не нарушилась установленная раньще параллельность рабочих поверхностей контактных пружин, закрепление осуществляют в плоскости, перпендикулярной рабочей плоскости контактных пружин. Верхнюю контактную пружину зажимают обычным способом, поскольку на время заварки верхнего конца зажим ослабляется и под воздействием магнитного поля параллельность рабочих плоскостей пружин, нару-. шейная в случае деформированных пружин, восстановится.
После закрепления контактных пружин в держателях разводят трафаретное устройство 2, при этом стеклянная трубка 6 перемещается вниз до упора 9 на свое рабочее место.
Контактные пружины / и 5 притягиваются плотно друг к другу под воздействием магнитного поля, поле чего верхний зажим 7 ослабляют и заваривают верхний конец трубки. При ослаблении зажима 7 верхняя пружина 5
получает свободу, необходимую для обеспечения строгой параллельности пружин, и заваривается в .ненапряженном состоянии, что существенно для рабочих свойств геркона. Последующие операции по установлению
зазора между рабочими концами пружин и заварке нижнего конца трубки осуществляют известными приемами.
Предлагаемый способ изготовления герконов несложен, осуществляется авто.матически,
не требует большой затраты вре.мени на изготовление одного геркона и в то время дает хорошее качество изготавливаемого геркона. Детали геркона подаются на рабочее место и накопителей свободным падением, что позволяет упростить конструкцию автомата.
Предмет изобретения
1. Способ изготовления герметизированных контактов, содержащий операции подачи контактных пружин на рабочее место в вертикальном или близком к нему направлении, механического и магнитного воздействия на
указанные пружины для установления заданного взаимного расположения контактных поверхностей пружин с последующей заваркой выводных концов контактных пружин в стеклянную трубку после размещения рабочей области формируемого геркона в центре указанной трубки, отличающийся тем, что с целью повышения качества изготавливаемых геркоиов, обеспечения автоматизации и упрощения изготовления, механическое и магнитное воздействия на контактные пружины осуществляют путем насаживания шаблона поверх поданной па рабочее место нижней пружипы, подачи верхней пружины иа рабочее место и введения ее в шаблон, втягивания
обеих пружин в трафарет шаблона при подаче магнитного поля с последуюшим закреплением выводных концов указанных пружин в держателях и отводом шаблона. 2. Способ по п. 1, отличающийся тем, что
контактные пружины и стеклянную трубку подают на рабочее место свободным падением.
О Г
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ К УСТРОЙСТВУ СБОРКИ И ЗАВАРКИ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТОВ | 1969 |
|
SU253245A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТНЫХ УСТРОЙСТВ | 1970 |
|
SU269307A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРОВАННЫХ МАГНИТОУПРАВЛЯЕМЫХ КОНТАКТНЫХ УСТРОЙСТВ | 1968 |
|
SU221829A1 |
| Магнитоуправляемый герметизированный контакт | 1974 |
|
SU497646A1 |
| СПОСОБ СБОРКИ ПЕРЕКЛЮЧАЮЩИХСЯ МАГНИТОУПРАВЛЯЕМЫХ КОНТАКТОВ | 1973 |
|
SU364976A1 |
| Способ сборки герконов и устройство для его осуществления | 1985 |
|
SU1292056A1 |
| Способ восстановления геркона, отработавшего ресурс | 1988 |
|
SU1607025A1 |
| УСТРОЙСТВО СБОРКИ И ЗАВАРКИ ВАКУУМНОГО ГЕРКОНА | 2023 |
|
RU2816990C1 |
| Способ сборки и заварки герконов и устройство для осуществления этого способа | 1975 |
|
SU561230A1 |
| ПИТАТЕЛЬ К АВТОМАТУ ДЛЯ ИЗГОТОВЛЕНИЯ | 1968 |
|
SU219696A1 |
2 5 f
О/7 1V/ SW) nLj ( (
c( ПЖ
vJ/
dH Hf
