Известен способ чистовой обработки наружных шаровых поверхностей бесцентровым «акатываиием одновременно по всей образующей.
Однако вследствие большой длины контакта роликов с деталью такой способ требует больших усилий на роликах и точаого соответствия профилей роликов и детали.
С целью устранения этих недостатков предложен -способ, при котором ролики сообщают изделию не только -вращение, но и круговую самоподачу, для чего ось вращения изделия располагают в процессе бесцентрового накатывания непараллельно плоскости осей накатных роликов.
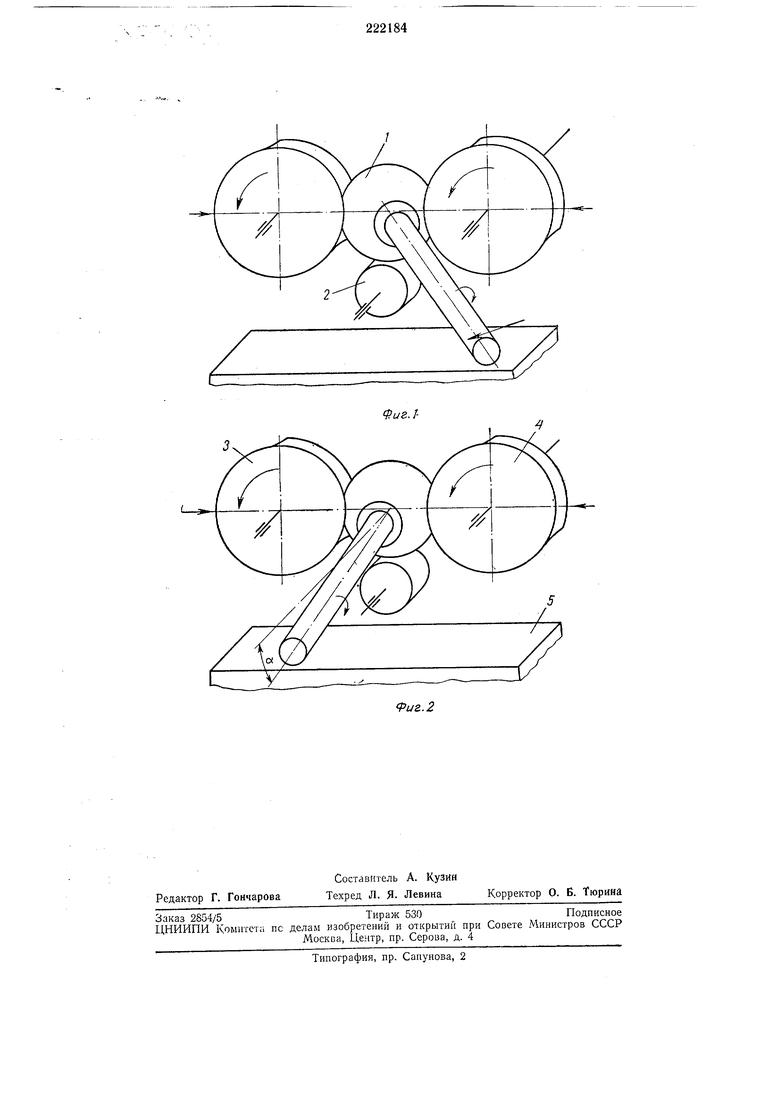
На фиг. 1 дан вид взаим-одействующих объектов в начале обработки; на фиг. 2-то же, в конце обработки.
Для бесцентровой обработки шаровой части детали 1 служат опорный ролик 2, накатные ролики: холостой 3 и ведущий 4, а также опора 5, которую располагают на таком уров(Не, чтобы при укладывании на нее -свободной цапфы детали 1 ось детали была под -некоторым углом а к пл-оскости осей «акатных роликов 3 и 4.
Деталь / кладут на опорный ролик 2 между накатными роликами 3 н 4, а сво-бодную
цапфу детали / располагают на опоре 5 в крайнем положении, после ч.его создают нагружение и включают вращение ролика 4.
В процессе накатывания ведущий ролик 4 сообщает детали / вращение. Кроме того, вследствие непараллельности -оси детал-и / и плоскости осей роликов 3 и 4, возникает круговая -самоподача свободно-й цапфы детали по опоре 5 от крайнего положения до срединного.
Таки.м образом, -накатывание можно производить при частичном контакте роликов с деталью, что резко уменьшает необходимые усилия на роликах. Наличие дополнительного движения детали 1-ее круговой самоподачи- позволяет -накатывать шаровые детали с погрешностями формы, превышающими припуск под -накатывание.
Предмет изобретения
Способ чистовой обработки наружных шаровых поверхностей бесцентровым накатыванием роликами, осуществляющими ориентацию, крепление и вращение детали, отличающийся тем, что, с целью создания круговой самоподачи изделия и уменьщен-ия тем .самы.м усилий на роликах, ось -изделия в процессе накатывания располагают -непараллельно плоскости осей «акат-иьтх роликов.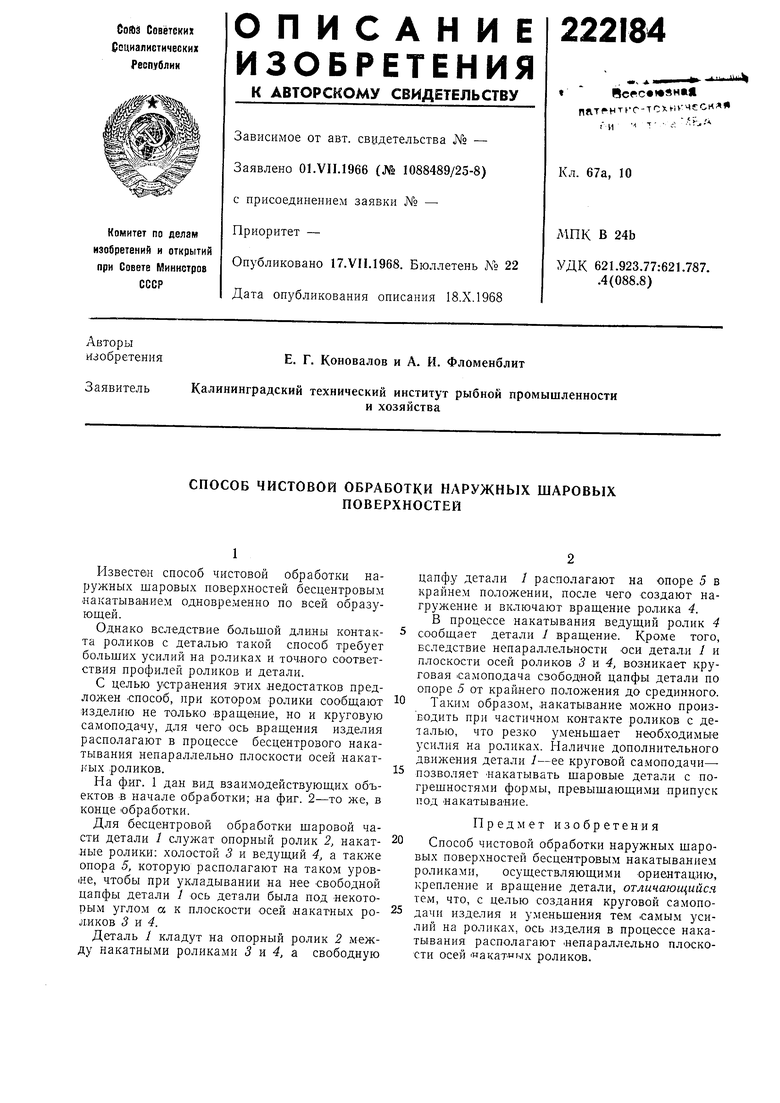
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОБКАТКИ ДЕТАЛЕЙ С НЕПОЛНОЙ ШАРОВОЙ ПОВЕРХНОСТЬЮ | 1970 |
|
SU273241A1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| УСТРОЙСТВО для УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ТЕЛВРАЩЕНИЯ | 1969 |
|
SU241480A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1972 |
|
SU356110A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1970 |
|
SU280260A1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1969 |
|
SU252375A1 |
| НАКАТНОЙ РОЛИК | 1971 |
|
SU291779A1 |
| Однороликовый накатник | 1979 |
|
SU854533A1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА | 1999 |
|
RU2162786C2 |
| ГОЛОВКА ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ШАРОВЫХ ПОВЕРХНОСТЕЙ | 1966 |
|
SU185724A1 |