Изобретение относится к обработке металлов давлением, в частности к обработке поверхностным пластическим деформированием (ППД) неполных сферических поверхностей деталей машиностроения, например шаровых пальцев автомобилей.
Известны инструменты и планетарные головки для обработки ППД сферических поверхностей шаровых пальцев автомобилей [1],[2],[3], в которых использованы деформирующие элементы (шары, ролики и др.), опирающиеся на беговую дорожку опорного кольца, которому сообщается вращательное движение. Эти инструменты для обработки ППД сферических поверхностей монтируются на оправку, снабженную регулируемым устройством нагружения и устройством самоустановки инструмента относительно обрабатываемой сферической поверхности.
Недостатками вышеперечисленных конструкций накатного инструмента и планетарной головки являются: необходимость высокой точности установки инструмента относительно детали, так как даже небольшое смещение в радиальном и осевом направлении значительно изменяют силу нагружения инструмента, а также существенные потери в скорости обработки детали, обусловленные тем, что ведущим звеном является опорное кольцо.
Наиболее близким по технической сущности к предлагаемому изобретению является планетарная головка для обработки сферической поверхности [4], которую устанавливают в шпинделе вертикально-фрезерного станка и вращают с заданной скоростью. Накатываемая деталь (шаровой палец автомобиля) закрепляется с помощью приспособления на шпинделе специальной головки (или делительной головки), которому сообщается медленное вращательное движение с заданной угловой скоростью подачи.
Планетарная головка имеет оправку, с помощью которой она устанавливается в отверстие шпинделя фрезерного станка, механизм нагружения, содержащий тарельчатую пружину с устройством регулирования величины усилия нагружения, механизм самоустановки инструмента относительно обрабатываемой поверхности и накатной инструмент, состоящий из двух опорных колец, на которые опираются свободно размещенные деформирующие элементы (шарики или ролики), которые удерживаются от выпадения дополнительно установленным кольцом.
Недостатками известной конструкции являются высокие требования к точности установки инструмента относительно обрабатываемой поверхности, особенно вдоль оси планетарной головки, так как даже небольшие перемещения в этом направлении существенно изменяют величину усилия давления инструмента на обрабатываемую поверхность, что связано с высокой жесткостью тарельчатой пружины. К тому же перекосы инструмента (за счет сферического соединения), необходимые для самоустановки его относительно обрабатываемой сферической поверхности, дополнительно деформируют тарельчатую пружину, также изменяя усилие давления инструмента на деталь. В конечном счете, это не позволяет обеспечить стабильность протекания процесса ППД.
Кроме того, при накатывании поверхностей планетарным инструментом для случая, когда ведущим является наружное кольцо накатного инструмента, угловая скорость накатывания составляет практически от 0,6...0,7 (теоретически 0,5. . . 1,0) угловой скорости наружного кольца инструмента, что существенно сказывается на производительности обработки.
Задача, на решение которой направлено изобретение, состоит в повышении точности и производительности обработки при накатывании сферических поверхностей планетарным инструментом, а также и в упрощении наладки инструмента.
Это достигается тем, что в известной конструкции планетарной головки, содержащей оправку, механизм нагружения и накатной планетарный инструмент, выполненный в виде опорного кольца и сепаратора с деформирующими элементами, в отличие от прототипа опорное кольцо выполнено с беговой дорожкой для качения деформирующих элементов и установлено на втулке с возможностью свободного вращения и перемещения в плоскости, перпендикулярной оси планетарной головки, а сепаратор установлен во втулке с возможностью сообщения ему вращательного движения с угловой скоростью накатывания, при этом втулка свободно насажена на оправку с возможностью ограниченного смещения в осевом направлении.
Сущность изобретения поясняется чертежом, на котором показан общий вид предлагаемой накатной планетарной головки.
Планетарная головка для накатывания неполных сферических поверхностей содержит оправку 1, на цилиндрическую поверхность которой насажен диск 2, имеющий торцевые кулачки, входящие в пазы втулки 3, свободно насаженной на оправку 1 и ограниченной в осевом направлении специальным винтом 4. Во втулке 3 установлен сепаратор 5, в сферические окна которого вставлены деформирующие элементы (например, шарики) 6, опирающиеся на беговую дорожку наружного кольца 7 планетарного инструмента. Наружное кольцо 7 с помощью податливых (например, резиновых) колец 8, упорных подшипников 9 и гайки 10 смонтировано на втулке 3. На резьбовую часть втулки 3 навернуты две круглые гайки 11. Между гайкой 11 и диском 2 установлена пружина сжатия 12 (или пакет тарельчатых пружин). Втулка 3, круглые гайки 11 и пружина сжатия 12 составляют механизм нагружения, с помощью которого устанавливается оптимальное усилие накатывания.
Устройство работает следующим образом. Планетарная головка с помощью оправки 1 устанавливается в отверстие шпинделя фрезерного станка. Вращение с угловой скоростью от шпинделя станка через диск 2 и втулку 3 передается сепаратору 5, в сферических окнах которого размещены деформирующие элементы 6, катящиеся по беговой дорожке наружного кольца 7 и находящиеся в контакте с обрабатываемой деталью 13. Осевое перемещение наружного кольца 7 ограничено подшипниками 9 и гайкой 10. Кольцо может свободно вращаться относительно втулки 3 и перемещаться в радиальном, относительно оси планетарной головки, направлении (насколько позволяют эластичные /податливые/ кольца 8). Пружина 12, натяжение которой регулируется гайками 11, прижимает втулку 3 своим выступом к торцу специального винта 4. Натяжение пружины 12 отрегулировано на оптимальное давление деформирующих элементов 6 на сферическую поверхность обрабатываемой детали 13. Обрабатываемая деталь 13 (например, шаровой палец автомобиля) закреплена в шпинделе специальной (или делительной) головки и получает медленное вращение со скоростью круговой подачи.
В процессе накатывания сферических поверхностей обеспечивается совмещение центра сферы с осью планетарной головки с последующим смещением накатного инструмента в сторону шпинделя фрезерного станка до образования зазора 2. . .3 мм между втулкой 3 и торцом специального винта 4. Биение сферической поверхности при вращении с угловой скоростью и изменение ее вылета в шпинделе делительной головки при установке и закреплении компенсируется в процессе обработки смещением втулки 3 в осевом направлении оправки 1 и смещением наружного кольца 7 относительно опорных поверхностей подшипников 9 в плоскости, перпендикулярной оси планетарной головки. Эти перемещения не оказывают существенного влияния на величину усилия давления развиваемого механизмом нагружения, обеспечивают постоянство положения накатного инструмента и обрабатываемой детали, что стабилизирует процесс ППД и повышает качество обработки сферической поверхности.
Кроме того, сообщение вращения от шпинделя станка сепаратору накатного инструмента позволяет обеспечить накатной инструмент в режиме, когда угловая скорость накатывания равняется угловой скорости шпинделя станка, что создает предпосылки для повышения производительности обработки ППД планетарными головками сферических поверхностей.
Источники информации
1. А.с. N 1549732, МКИ B 24 B 39/00.
2. Папшев Д.Д. Упрочнение деталей обкаткой шариками. - М.: Машиностроение, 1968, с. 121...126.
3. Коновалов Е.Г., Чистосердов П.С., Фломенблит А.И. Ротационная обработка поверхностей с автоматической подачей. Минск.: "Вышейшая школа", 1976, с. 149...160.
4. Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием: Справочник. - М.: Машиностроение, 1987, с. 64...69, рис. 54 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2276006C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2364490C1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2278018C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2364491C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2093341C1 |
| УСКОРИТЕЛЬНАЯ ГОЛОВКА | 2000 |
|
RU2185936C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
Изобретение относится к обработке металлов давлением, в частности к обработке поверхностным пластическим деформированием (ППД) неполных сферических поверхностей деталей машиностроения, например шаровых пальцев автомобилей. Планетарная головка содержит оправку, втулку, механизм нагружения и накатной планетарный инструмент. Последний выполнен в виде опорного кольца с беговой дорожкой и сепаратора с деформирующими элементами. Опорное кольцо установлено на втулке с возможностью свободного вращения и перемещения в плоскости, перпендикулярной оси планетарной головки. Сепаратор установлен во втулке с возможностью сообщения ему вращательного движения с угловой скоростью накатывания. При этом втулка свободно насажена на оправку с возможностью ограниченного смещения в осевом направлении. Сообщение вращения от шпинделя станка сепаратору накатного инструмента позволяет обеспечить обработку в режиме, когда угловая скорость накатывания равняется угловой скорости шпинделя станка, что создает предпосылки для повышения точности и производительности обработки планетарными головками сферических поверхностей. 1 ил.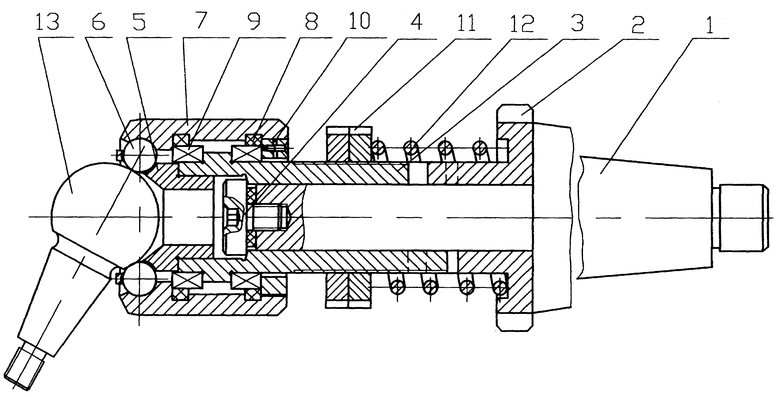
Планетарная головка, содержащая оправку, втулку, механизм нагружения и накатной планетарный инструмент, выполненный в виде опорного кольца и сепаратора с деформирующими элементами, отличающаяся тем, что опорное кольцо выполнено с беговой дорожкой для качения деформирующих элементов и установлено на втулке с возможностью свободного вращения и перемещения в плоскости, перпендикулярной оси планетарной головки, а сепаратор установлен во втулке с возможностью сообщения ему вращательного движения с угловой скоростью накатывания, при этом втулка свободно насажена на оправку с возможностью ограниченного смещения в осевом направлении.
| ОДИНЦОВ Л.Г | |||
| Упрочнение и отделка деталей поверхностным пластическим деформированием | |||
| - М.: Машиностроение, 1987, с.64-69, рис.54 | |||
| Головка для чистовой обработки деталей | 1987 |
|
SU1705046A1 |
| 1970 |
|
SU416226A1 | |
| Устройство для обкатывания наружных сферических поверхностей | 1972 |
|
SU462708A2 |
| Устройство для обнаружения неисправности электрических цепей | 1986 |
|
SU1397855A1 |
